Ножиці для різання сортового прокату
Номер патенту: 6460
Опубліковано: 29.12.1994
Автори: Чумаченко Віталій Олександрович, Сапригін Хразален Михайлович, Гамота Сергій Сергійович, Карнаух Василь Гаврилович, Крупнік Леонід Ісаакович, Енвальд Анатолій Васильович, Гончар Володимир Павлович
Формула / Реферат
(57) Ножницы для резки сортового проката, содержащие станину с неподвижным ножом, приводной суппорт с установленным на нем верхним подвижным ножом с рабочей частью и два приводных прижима, один из которых расположен над неподвижным ножом, отличающиеся тем, что они снабжены дополнительным неподвижным ножом, закрепленным на станине параллельно первому неподвижному кожу и с зазором относительно него под верхний подвижный нож, направляющей планкой со скосом, закрепленной на станине, и пальцами, суппорт выполнен с горизонтальными направляющими, расположенными параллельно плоскости резания, верхний подвижный нож выполнен с наклонными сквозными пазами и скосом на торцевой его части, ответным скосу на направляющей планке, размещен своим основанием в направляющих суппорта с возможностью перемещения по ним и подпружинен, а его рабочая часть выполнена с двумя параллельными между собой режущими кромками, расположенными с возможностью взаимодействия с режущими кромками нижних неподвижных ножей, при этом второй прижим расположен над дополнительным неподвижным ножом, по другую сторону верхнего подвижного ножа, параллельно первому прижиму, и соединен с ним посредством пальцев, привод прижимов выполнен в виде пневмоцилиндров, расположенных вертикально, а пальцы пропущены через направляющие сквозные пазы верхнего подвижного ножа с возможностью перемещения по ним.
Текст
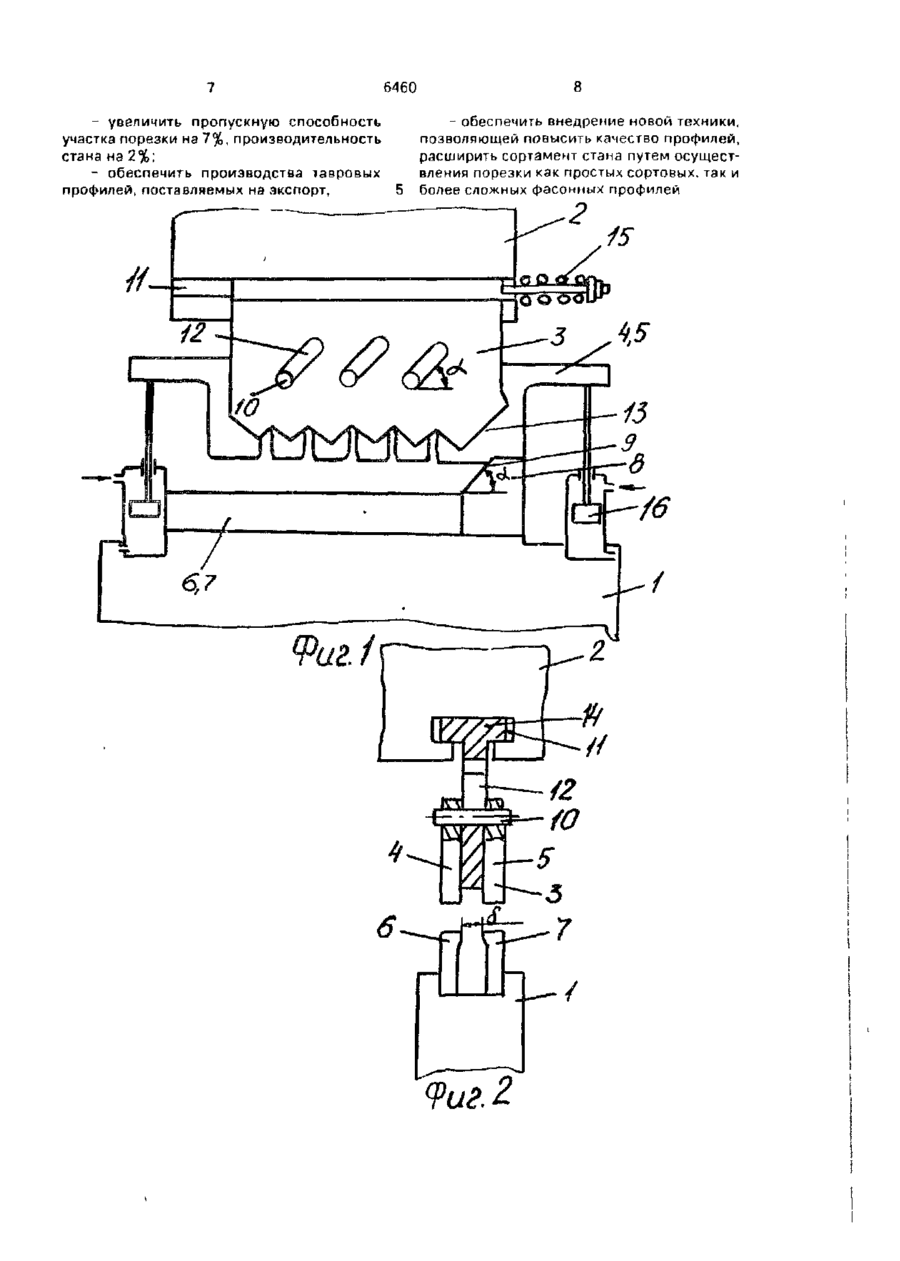
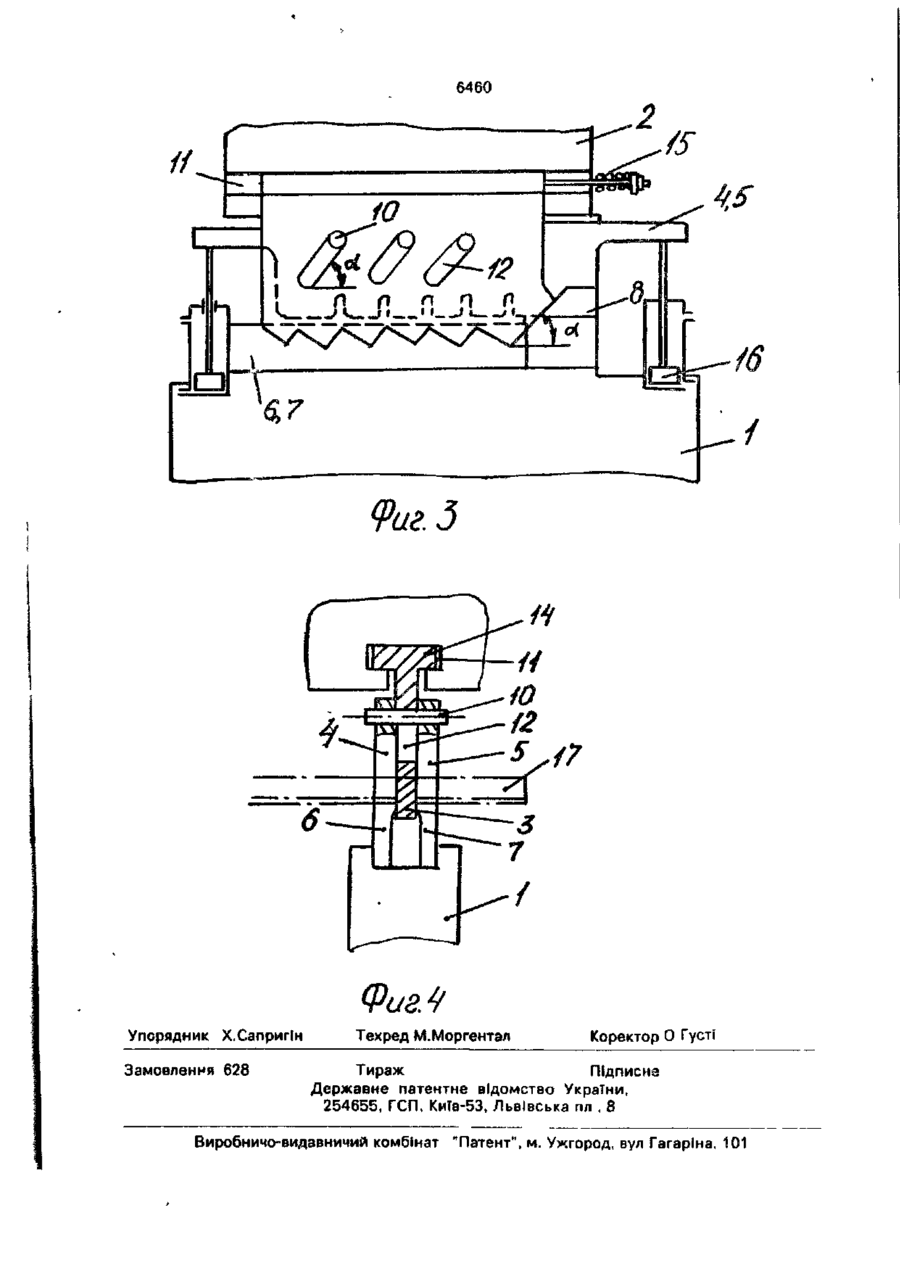
Ножницы для резки сортового проката, содержащие станину с неподвижным ножом, приводной суппорт с установленным на нем верхним подвижным ножом с рабочей частью и два приводных прижима, один из которых расположен над неподвижным ножом, о т л и ч а ю щ и е с я тем, что они снабжены дополнительным неподвижным ножом, закрепленным на станине парал лельно первому неподвижному кожу и с зазором относительно него под верхний подвижный нож, направляющей планкой со скосом, закрепленной на станине, и пальцами, суппорт выполнен с горизонтальными направляющими, расположенными параллельно плоскости резания, верхний подвижный нож выполнен с наклонными сквозными пазами и скосом на торцевой его части, ответным скосу на направляющей планке, размещен своим основанием в направляющих суппорта с возможностью перемещения по ним и подпружинен, а его рабочая часть выполнена с двумя параллельными между собой режущими кромками, расположенными с возможностью взаимодействия с режущими кромками нижних неподвижных ножей, при этом второй прижим расположен над дополнительным неподвижным ножом, по другую сторону верхнего подвижного ножа, параллельно первому прижиму, и соединен с ним посредством пальцев, привод прижимов выполнен в виде пневмоцилиндров, расположенных вертикально, а пальцы пропущены через направляющие сквозные пазы верхнего подвижного ножа с возможностью перемещения по ним. Изобретение относится к прокатному производству и может быть использовано при порезке сортового проката, преимущественно тавровых профилей. Известны выбранные в качестве прототипа ножницы для резки фасонного проката, содержащие станину с направляющими и нижним ножом, приводной суппорт с установленным на нем верхним подвижным но жом с рабочей частью, и два приводных прижима, один из которых расположен над неподвижным ножом [1] Ножницы позволяют повысить качество порезки швеллеров и дв/тавровых балок, в частности исключить смятие элементов такого проката, однако, не могут быть использованы для качественной порезки тавровых и других сложных профилей из-за смятия 6460 концов и массовых отходов металла в обрезь. Объясняется это тем, что при порезке изгибается (сминается)стенкэ разрезаемого таврового профиля и изгибаются по длине разрезаемые участки раската, т.е. снижает- 5 ся качество профилей. В основу изобретения поставлена задача разработать такие ножницы для резки сортового проката, в которых по особому выполненные и кинематически связанные 10 между собой ножи, взаимодействующие с прижимами, позволяют выполнять пакетную порезку тавровых профилей без смятия элементов сечения, без заусенцев и изгиба концов. В результате повышается прямоли- 15 нейность профилей, улучшается качество их порезки, стабилизируется работа ножниц, при смене сортамента разрезаемых профилей. Поставленная задача решается при рез- 20 ке сортового проката на ножницах, содержащих станину с неподвижным ножом, приводной суппорт с установленными на нем верхним подвижным ножом с рабочей частью и два приводных прижима, один из 25 которых расположен над неподвижным ножом, согласно изобретению, ножницы снабжены дополнительным неподвижным ножом, закрепленным на станине параллельно первому неподвижному ножу и с за- 30 зором относительно него под верхний подвижный нож, направляющей планкой со скосом, закрепленной на станине, и пальцами. Суппорт выполнен с горизонтальными направляющими, расположенными парал- 35 лельно плоскости резания. Верхний подвижный нож выполнен с наклонными сквозными пазами и скосом на торцевой его части, ответным скосу на направляющей планке, и размещен своим основанием в на- 40 правляющих суппорта с возможностью перемещения по ним и подпружинен. Рабочая часть верхнего подвижного ножа выполнена с двумя параллельными между собой режущими кромками, расположенными с воз- 45 можностью взаимодействия с режущими кромками нижних неподвижных ножей. При этом второй прижим расположен над дополнительным неподвижным ножом подругую сторону верхнего подвижного ножа, парал- 50 лельно первому прижиму и соединен с ним посредством пальцев. Привод прижима выполнен в виде пневмоцилиндров, расположенных вертикально, а пальцы пропущены через направляющие сквозные пазы верхне- 55 го подвижного ножа с возможностью перемещения по ним. В результате использования заявляемого изобретения достигается технический результат, заключающийся в осуществлении стабильной порезки пакетами сортовых, например, тавровых профилей без смятия элементов сечения иизгиба концов и с ровными кромками, лишенными заусенцев. Снабжение ножниц дополнительным неподвижным ножом, закрепленным на станине параллельно первому неподвижному ножу и с зазором относительно него под верхний подвижный нож, а также с направляющей планкой со скосом, закрепленной на станине, позволяет осуществить одновременную порезку несколько профилей путем сдвига отрезанных и сминаемых элементов профиля, осуществить порезку без поворота зажатых при порезке раскатов, т.е. исключить искривление концов разрезаемого на ножницах профиля, тем самым повысить его качество. Выполнение верхнего подвижного ножа с наклонными сквозными пазами и скосами на торцевой его части, ответным скосу на направляющей планке, и выполнение рабочей части его с двумя параллельными между собой режущими кромкз ии, ас оложенными с возможностью взаимодейс вия с режущими кромками нижних неподвижных чожей позволяет по существу сохранить прямолинейность профиля при отр зке, смятии и удалении небольшого по длине частка профиля, равного толщине верхнего ножа. Выполнение суппорта с горизонтальными направляющими, расположенными параллельно плоскости резания и размещение верхнего ножа своим основанием в направляющих суппорта с возможностью перемещения по ним и подпружинивание его необходимы для осуществления взаимодействия верхнего подвижного и нижних неподвижных ножей посредством их относительного смещения по упомянутым режущим кромкам и выполнения поэтапной порезки путем сдвига просекаемог участка профиля, обеспечения улучшения качества разрезаемых концов и сохранения прямолинейности профиля по длине после его порезки. Расположение второю прижима над дополнительным неподвижным ножом го другую сторону верхнего подвижного ножа, параллельно первому прижиму и соединенному с ним посредством пальцев, пропущенных через пазы верхнего ножа для перемещения по ним и выполнение привода прижимов в виде пневмоцилиндров, расположенных вертикально, позволяют на обычных ножницах с вертикальным ходом суппорта использовать дополнительный нижний нож для косой отрезки удаляемого участка сложного профиля, не деформируя 6460 перерезаемые (передний и задний) его концы, а подвижные прижимы используются перед порезкой по назначению, г.е. для прижатия профилей к неподвижным ножам, а в процессе отрезки удаляемых участков профиля прижимы удерживают отрезаемые концы от их изгиба и скручивания. Сущность изобретения поясняется чертежами, на которых изображено: на фиг. 1 общий вид ножниц с разведенными ножами; на фиг. 2 ~ то же, вид торца; на фиг. 3 ножницы с опущенными верхними ножами; на фиг. 4 - то же, вид торца. Заявляемые ножницы для резки сортовых профилей содержат станину 1 с неподвижным ножом, приводной суппорт 2 с установленными на нем верхним подвижным ножом 3 с рабочей поверхностью и два приводных прижима 4 и 5, один из которых 4 расположен над неподвижным ножом 6. Ножницы снабжены дополнительным неподвижным ножом 7, закрепленным на станине 1 параллельно первому неподвижному ножу б и с зазором относительно него под верхний подвижный нож 3, а также направляющей планкой 8 со скосом 9, закрепленной на станине 1, и пальцами 10. Суппорт 2 выполнен с горизонтальными направляющими 11, расположенными параллельно плоскости резания. Верхний подвижный нож 3 выполнен с наклонными сквозными пазами 12 и скосом 13 на торцевой его части соответственным скосу 9 на направляющей планке 8 и размещен своим основанием 14 в направляющих 11 суппорта 2 с возможностью перемещения по ним и подпружинен пружиной 15. Рабочая часть верхнего подвижного ножа 3 выполнены с двумя параллельными между собой режущими кромками, расположенными с возможностью взаимодействия с режущими кромками основного и дополнительного нижних неподвижных ножей б и 7. При этом второй прижим 5 расположен над дополнительным неподвижным ножом 7, по другую сторону верхнего подвижного ножа 3, параллельно первому прижиму 4, и соединен с ним посредством пальцев 10. Привод прижимов 4 и 5 выполнен в виде пневмоцилиндров 16, расположенных вертикально, а пальцы 10 пропущены через направляющие сквозные пазы 12 верхнего подвижного ножа с возможностью перемещения по ним. В процессе работы ножниц, разрезаемые сортовые профили 17 направляются к ним и размещаются с помощью задающих роликов на неподвижных ножах 6 и 7. Суппорт 2 с подвижным ножом 3 находятся в верхнем положении 5 10 15 20 25 30 35 Перед порезкой подается давление воздуха в верхнюю часть пневмоцилиндров 16 демпфера. При этом подвижный нож 3 смещен пружиной 15 вправое положение, а пальцы 10 с помощью пневмоцилиндров 16 прижимаются к нижней части пазов 12 При порезке прижимы 4 и 5 и подвижный нож 3 смещается по ходу суппорта 2 вниз пока прижимы А и 5 прижмут профили 17 к нижним ножам 6 и 7. Прижим.ы 4 и 5, смыкаясь с неподвижными ножами 6 и 7 совместно с подвижным ножом 3 составляют две рабочие пары. После этого начинается резка: дополнительный нож 3 скосом 13 входит в контакт со скосом 9 направляющей планки и смещается под углом а вниз и влево, сжимая пружину 15. О д н о в р е м е н н о пазы 12 также смещаются относительно неподвижных пальцев 10, которые занимают в пазах верхнее положение Порезка выполняется гребн е в ы м и у ч а с т к а м и н о ж а 3 по двум параллельным плоскостям среза, вырезанием участка профиля длиной д . В крайнем нижнем положении пружина 15 сжата, а поршень пневмоцилиндров 16 находится внизу. После порезки по ходу суппорта подвижный нож 3 под действием пружины 15 смещается по направлению а в правое положение, а пальцы 10 смещаются по пазам 12 из верхнего в нижнее исходное положение, Затем вместе с поршнем пневмоцилиндров 16 поднимаются и прижимы 4 и 5, освобождая прорезанные профили 17, которые убираются рольгангом от ножниц. Как показали данные опытной проверки, в результате использования заявляемых ножниц повысилось качеств порезки тавровых профилей. Так при производстве окон40 но-рамных тавровых профилей на стане 260 метзавода им.Коминтерна сократился брак по концевой кривизне на 11 %, по заусенцам на 5%, отсортировка после порезки уменьшилась на 19%, увеличилась пропускная 45 способность ножниц на 7%. Согласно данным проведенных промышленных испытаний ножниц заявляемое 50 изобретение в сравнении с прототипом обладает следующими преимуществами: а) обеспечивается порезка тавровых профилей без искривления разрезаемых концов и без смятия элементов профиля; 55 достигается экономия 12,0% металла; б) по сравнению с прототипом повысилось качество профилей за счет общего сокращения брака на 13% Заявляемые ножницы позволяют 6460 - увеличить пропускную способность участка порезки на 7%, производительность стана на 2%; - обеспечить производства тавровых профилей, поставляемых на .экспорт, 8 - обеспечить внедрение новой техники, позволяющей повысить качество профилей, расширить сортамент стана путем осуществления порезки как простых сортовых, так и более сложных фасонных профилей І5
ДивитисяДодаткова інформація
Назва патенту англійськоюShears for rolled sections
Автори англійськоюSapryhin Khrazalen Mykhailovych, Honchar Volodymyr Pavlovych, Karnaukh Vasyl Havrylovych, Hamota Serhii Serhiiovych, Chumachenko Vitalii Oleksandrovych, Envald Anatolii Vasyliovych, Krupnyk Leonid Isaakovych
Назва патенту російськоюНожницы для резки сортового проката
Автори російськоюСапрыгин Хразален Михайлович, Гончар Владимир Павлович, Карнаух Василий Гаврилович, Гамота Сергей Сергеевич, Чумаченко Виталий Александрович, Энвальд Анатолий Васильевич, Крупник Леонид Исаакович
МПК / Мітки
МПК: B23D 23/00
Мітки: сортового, ножиці, різання, прокату
Код посилання
<a href="https://ua.patents.su/6-6460-nozhici-dlya-rizannya-sortovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Ножиці для різання сортового прокату</a>
Пристрій для різання дроту
Номер патенту: 4969
Опубліковано: 28.12.1994
Автори: Салабай Анатолій Андрійович, Токмаков Олег Вікторович, Вайнтруб Георгій Йосипович, Махтюк Леонід Лейбович
МПК: B21F 11/00
Мітки: різання, пристрій, дроту
Формула / Реферат:
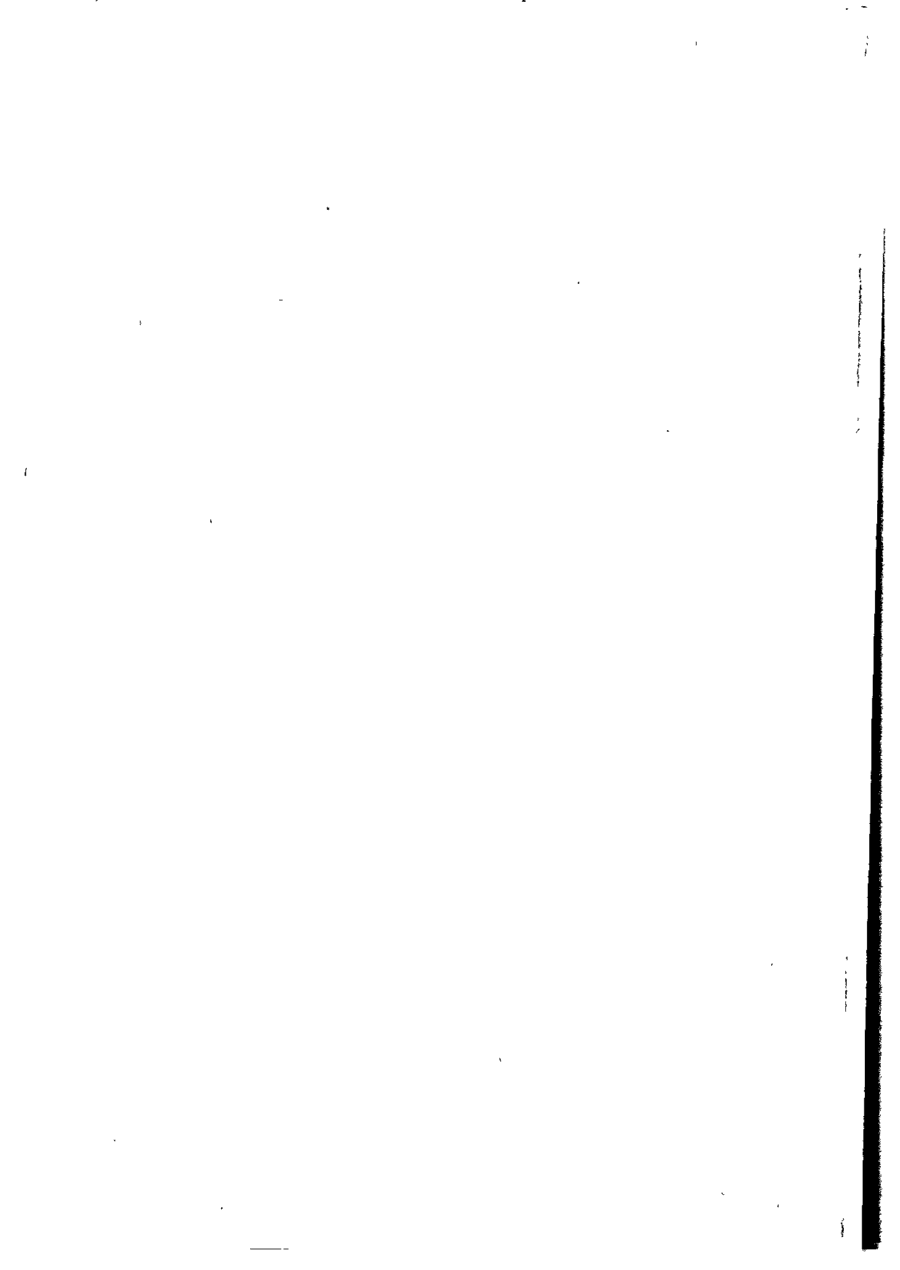
Устройство для резки проволоки, включающее жестко закрепленную на станине отрезную втулку-нож, установленный на траверсе подвижный нож с двумя параллельными режущими кромками в виде каналообразующих полостей, привод подвижного ножа, выполненный в виде связанных с траверсой коромысла и сдвоенного рычага с роликами на его концах, установленных с возможностью взаимодействия с кулаком, закрепленным на приводном валу, приемный лоток,...
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Онищенко Сергій Олександрович, Антонов Володимир Федорович, Пісарєв Олександр Георгійович, Львовський Ян Семенович, Сичков Олександр Борисович, Судья Володимир Петрович, Бердічевський Юрій Євгенович, Кабаченко Сергій Борисович, Мінаєв Олександр Анатолієвич, Віліпп Олександр Іванович
МПК: C21D 1/02, B21B 45/02
Мітки: прокату, рухається, охолодження, пристрій
Формула / Реферат:
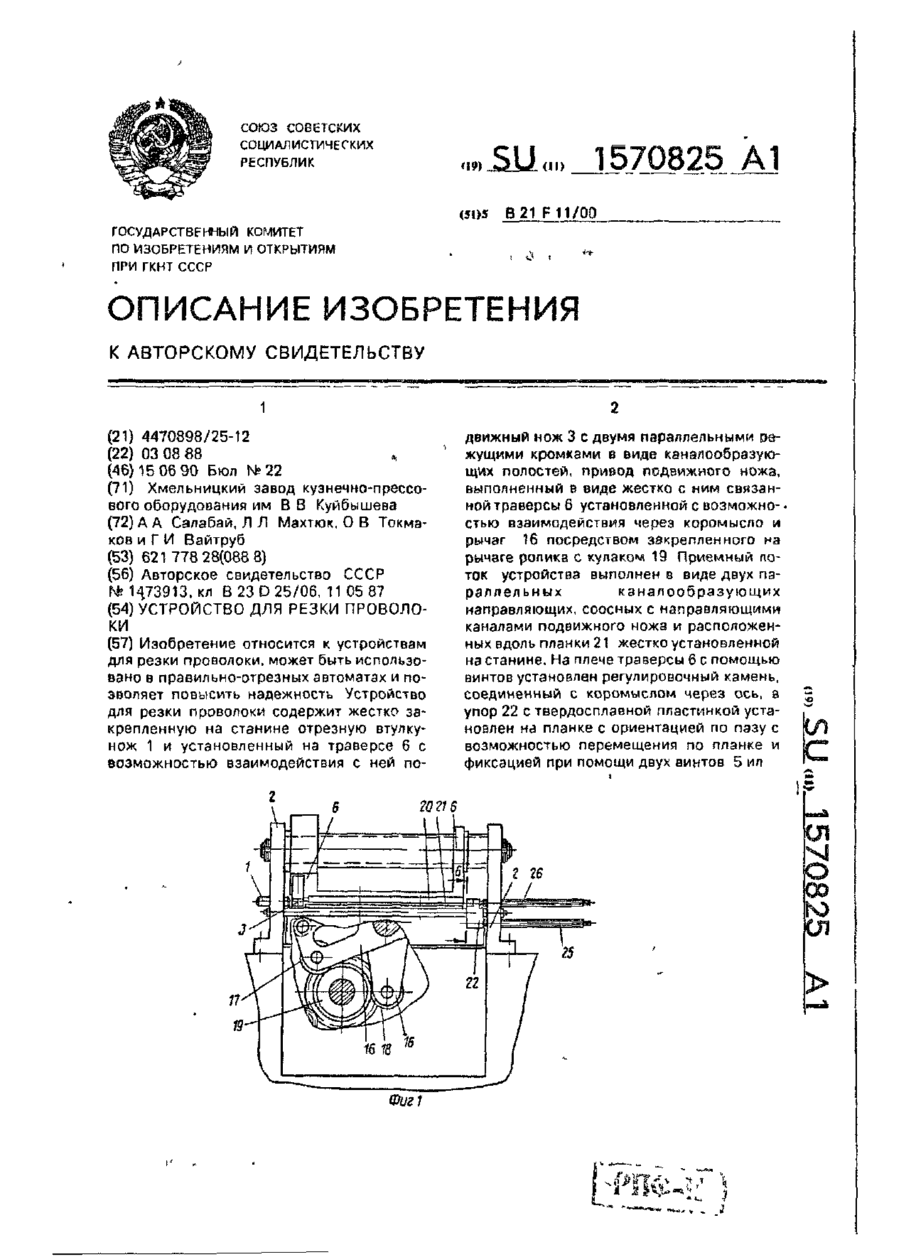
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
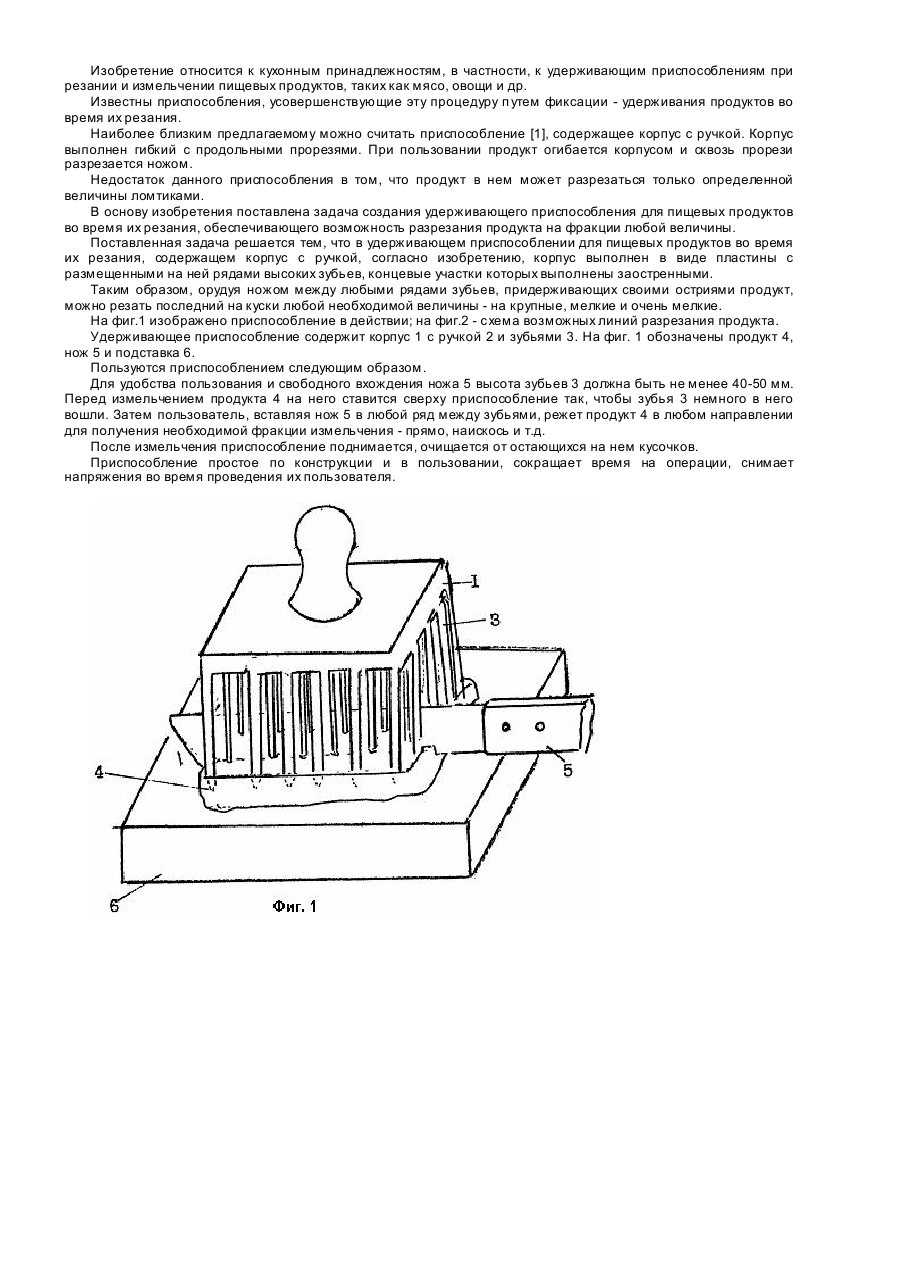
Утримуючий пристрій для харчових продуктів під час їх різання
Номер патенту: 3155
Опубліковано: 26.12.1994
Автор: Дьяченко Костянтин Іванович
МПК: A47J 43/00
Мітки: пристрій, продуктів, харчових, утримуючий, різання
Формула / Реферат:
Удерживающее приспособление для пищевых продуктов во время их резания, содержащее корпус с ручкой, отличающееся тем, что корпус выполнен в виде пластины с размещенными на ней рядами зубьев, концевые участки которых выполнены заостренными.
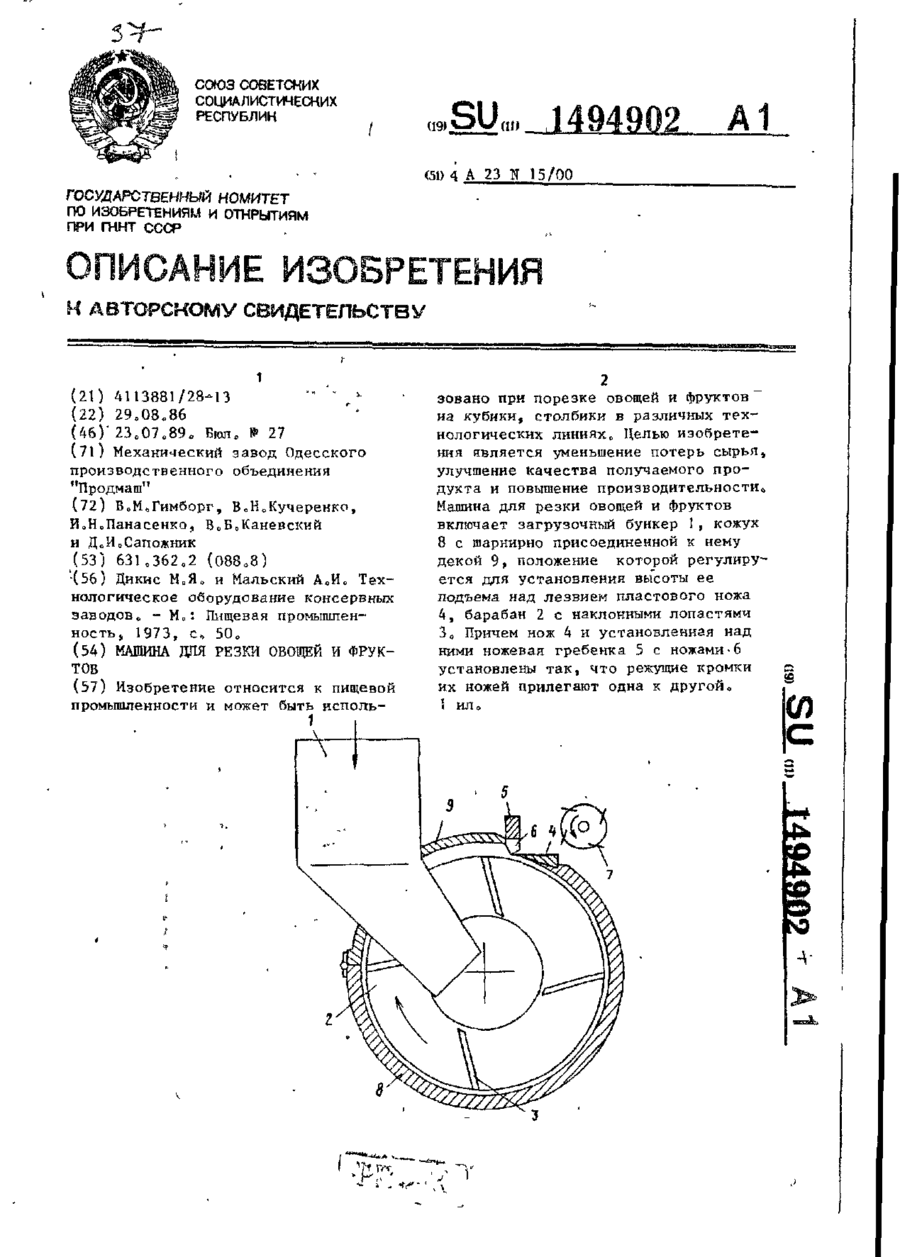
Машина для різання овочів і фруктів
Номер патенту: 6141
Опубліковано: 29.12.1994
Автори: Сапожнік Давид Йосифович, Канєвський Володимир Борисович, Кучеренко Володимир Миколайович, Панасенко Ігор Миколайович, Гімборг Володимир Михайлович
МПК: A23N 15/00
Мітки: машина, фруктів, різання, овочів
Формула / Реферат:
Машина для резки овощей и фруктов, содержащая загрузочный бункер, горизонтальный барабан с отводящим и подводящим отверстиями и укрепленными внутри него лопастями и расположенный снаружи, у отводящего отверстия режущий орган, состоящий из неподвижно укрепленных пластового ножа и ножевой гребенки продольной резки, и ножей поперечной резки, отличающаяся тем, что, с целью уменьшения потерь сырья, улучшения качества получаемого продукта и...
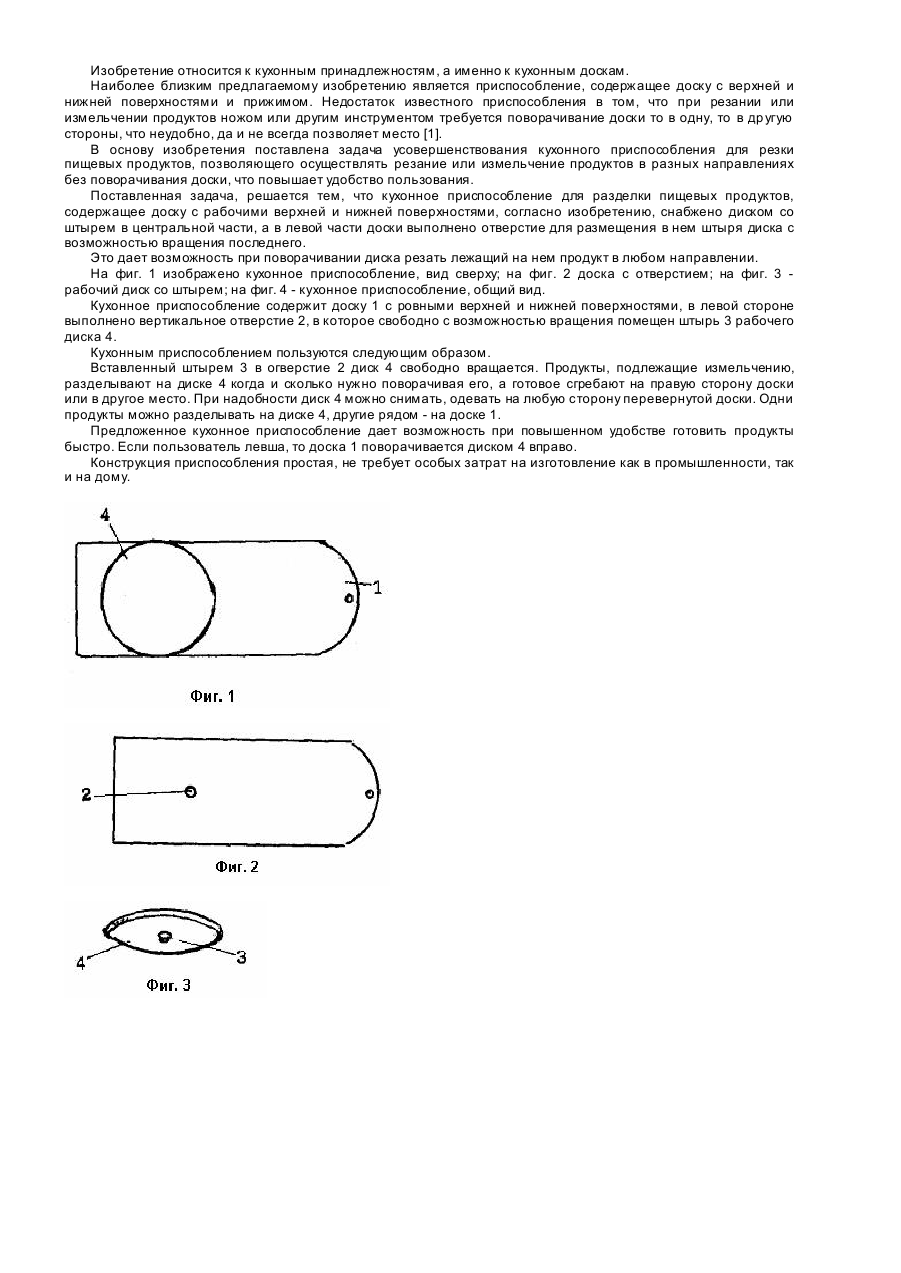
Кухонний пристрій для різання харчових продуктів
Номер патенту: 2538
Опубліковано: 26.12.1994
Автор: Дьяченко Костянтин Іванович
МПК: A47J 47/00
Мітки: продуктів, харчових, різання, кухонний, пристрій
Формула / Реферат:
Кухонное приспособление для разделки пищевых продуктов, содержащее доску с рабочими верхней и нижней поверхностями, отличающееся тем, что оно снабжено диском со штырем в центральной части, а в левой части доски выполнено отверстие для размещения в нем штыря диска с возможностью вращения последнего.
Попередній патент: Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Наступний патент: Спосіб прогнозування керуючих дій у конвертері та пристрій для його здійснення
Випадковий патент: Вібраційний віскозиметр