Спосіб ультразвукового виготовлення препрегу на основі епоксидних зв’язуючих і волокнистих наповнювачів
Формула / Реферат
Спосіб ультразвукового виготовлення препрегу на основі епоксидних зв'язуючих і волокнистих наповнювачів, що включає просочування однієї частини волокнистого наповнювача епоксидною смолою, а другої - отверджувачем епоксидної смоли, а потім роздільно просочені препреги суміщають, намотують на приймальний валик і піддають затвердінню, який відрізняється тим, що проводять роздільне ультразвукове просочення обох частин волокнистого наповнювача, при цьому одну частину волокнистого наповнювача просочують епоксидним зв'язуючим без розчинника, а другу частину волокнистого наповнювача - отверджувачем епоксидного зв'язуючого, після роздільного зберігання обох частин одержаного препрегу проводять ультразвукове допросочування одночасно змотуваних з приймальних валків і сполучених просочених препрегів двома концентраторами поздовжніх ультразвукових коливань, що працюють у протифазі, і які розташовують по обидва боки відносно допросочуваного матеріалу, причому ультразвукову дію на просочений наповнювач здійснюють у просторі між віджимними і приймальними валками при частоті 18-22 кГц, амплітуді 20-120 мкм, інтенсивності 4-20 Вт/см2 протягом 3-5 с, після чого препрег отверджують при температурі 90-230 °С протягом 2-5 год.
Текст
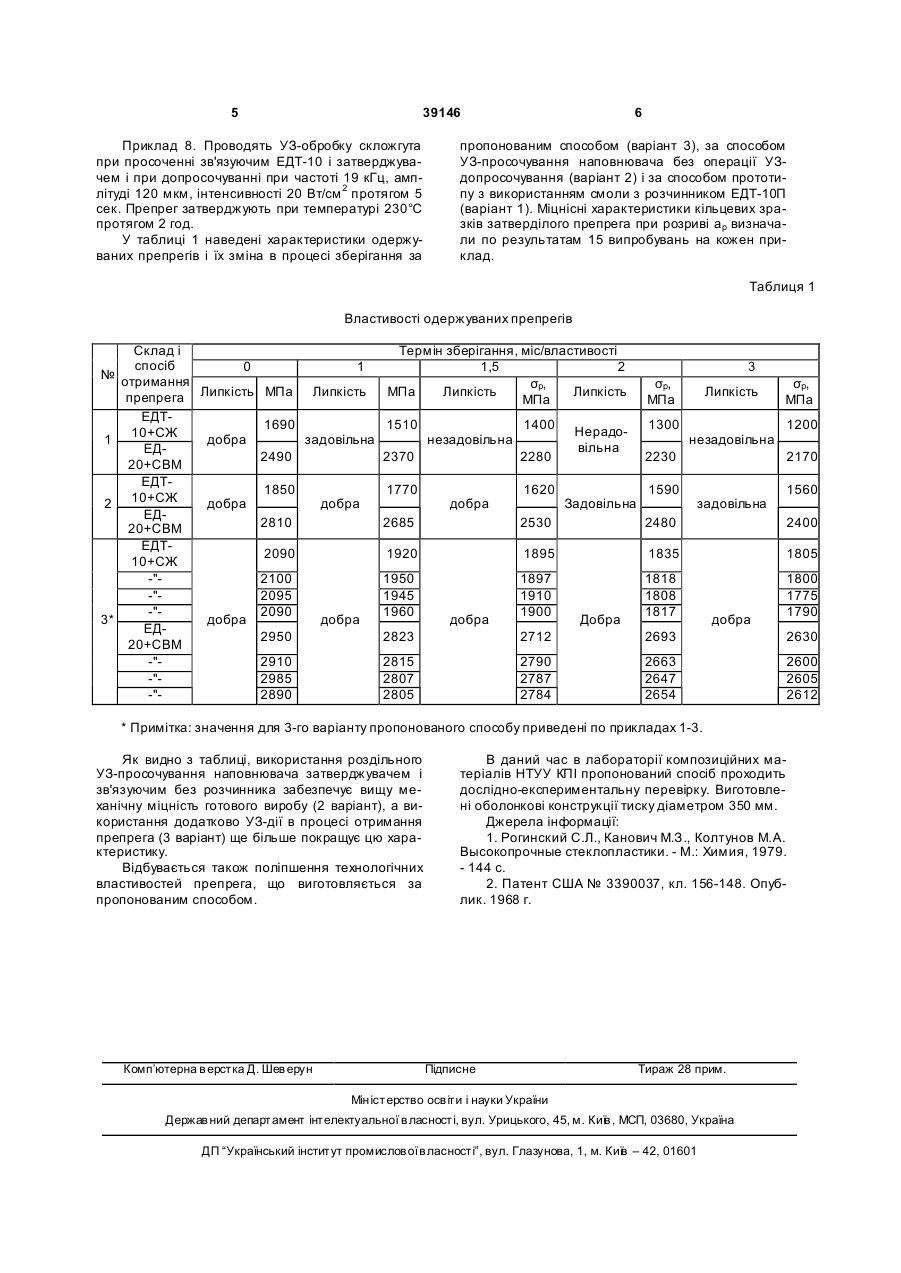
Спосіб ультразвукового виготовлення препрегу на основі епоксидних зв'язуючих і волокнистих наповнювачів, що включає просочування однієї частини волокнистого наповнювача епоксидною смолою, а другої - отверджувачем епоксидної смоли, а потім роздільно просочені препреги суміщають, намотують на приймальний валик і піддають затвердінню, який відрізняється тим, що проводять роздільне ультразвукове просочення обох частин волокнистого наповнювача, при цьому 3 39146 роздільно просочені препреги суміщають, намотують на приймальний валик і піддають затвердінню, новим є те, що, проводять роздільне ультразвукове просочення обох частин волокнистого наповнювача, при цьому одну частину волокнистого наповнювача просочують епоксидним зв'язуючим без розчинника, а другу частину волокнистого наповнювача - затверджувачем епоксидного зв'язуючого, після роздільного зберігання обох частин одержаного препрега проводять ультразвукове допросочування одночасно змотуваних з приймальних валків і сполучених просочених препрегів двома концентраторами ультразвукових коливань, що працюють у протифазі, і які розташовують по обидва боки щодо допросочуваного матеріалу, причому ультразвукову дію на просочений наповнювач здійснюють у просторі між віджимними і приймальними валками при частоті 18-22 кГц, амплітуді 20-120 мкм, інтенсивності 4-20 Вт/см 2 протягом 3-5 с, після чого препрег затверджують при температурі 90-230°С протягом 2-5 год. Перераховані вище ознаки складають сутність корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Відмітною і новою ознакою у розробленому способі є наявність операції УЗ-просочення і допросочення волокнистих наповнювачів з оптимальними параметрами УЗ-обробки, встановленими експериментально. Відхилення від вказаних параметрів призводить до погіршення міцнісних характеристик затверділого препрега, причому ефект пропонованого способу більше за сумарний ефект тільки від УЗ-просочення і допросочення. Вказані відмітні і нові ознаки у поєднанні з відомими створюють істотні відмінності, направлені на досягнення поставленої задачі і створенні позитивного ефекту. Відсутність якої-небудь ознаки порушує їх єдину сукупність, виражену в оригінальному способі УЗ-отримання препрега. Позитивний ефект пропонованого способу полягає і в тому, що відсутність розчинників в процесі просочення спрощує те хнологію отримання препрега, здешевлює процес і збільшує життєздатність просоченого наповнювача, що спричиняє підвищенню механічних характеристик готового виробу. Крім того, відсутність розчинників у зв'язуючому сприяє поліпшенню умов праці робочого персоналу, а використання двох УЗ-концентраторів, що працюють у протифазі, виключає залежність амплітуди УЗ-коливань від товщини матеріалу, що просочується, при постійній потужності, що підводиться. Це приводить до інтенсивнішого і рівномірного просочення армуючого наповнювача. Спосіб здійснюють таким чином. Армуючий волокнистий наповнювач змотують з двох бобін і проводять окреме УЗ-просочення обох частин армую чого наповнювача відповідно епоксидним зв'язуючим без застосування розчинника і затверджувачем епоксидного зв'язуючого, після чого отримані матеріали піддають попере 4 дній сушці (за необхідності) і намотують на приймальні валики. Після деякого періоду зберігання (0-3 міс), протягом якого властивості одержаного препрега помітно не погіршуються, одночасно змотують з двох приймальних валиків і сполучають разом два джгути просоченого наповнювача, які обробляють двома концентраторами поздовжніх УЗ-коливань, що працюють у протифазі і які розташовані по обидва боки щодо допросочуваного матеріалу. УЗ-дію на наповнювач здійснюють у просторі між віджимними і приймальними валками при частоті 18-22 кГц, амплітуді 20-120 мкм, інтенсивності 4-20 Вт/см 2 протягом 3-5 с Потім одержаний препрег затверджують при температурі 90-230°С протягом 2-5 год. Як армуючий наповнювач використовували ароматичне полігетероариленове волокно СВМ і скло джгут (СЖ) РВМН 19-1160 (ТУ-6-11-370-75), як зв'язуюче - епоксидну смолу ЕД-20 і ЕДТ-10 (ТУ 6-05-1725-75). затверджувач - ізоМТГФА. Нижче приведені приклади виконання пропонованого способу. Приклад 1. Проводять УЗ-обробку наповнювача - волокна СВМ - при просоченні зв'язуючим ЕД20 і затверджувачем і при допросочуванні при частоті 18 кГц, амплітуді 40 мкм, інтенсивності 20 Вт/см 2 протягом 3 с. Препрег затверджують при температурі 100°С протягом 5 год. Приклад 2. Проводять УЗ-обробку волокна СВМ при просоченні зв'язуючим ЕД-20 і затверджувачем і при допросочуванні при частоті 20 кГц, амплітуді 80 мкм, інтенсивності 8 Вт/см протягом 3 с. Препрег затверджують при температурі 130°С протягом 3 год. Приклад 3. Проводять УЗ-обробку волокна СВМ при просоченні зв'язуючим ЕД-20 і затверджувачем і при допросочуванні при частоті 22 кГц, амплітуді 120 мкм, інтенсивності 4 Вт/см 2 протягом 5 с. Препрег затверджують при температурі 90°С протягом 5 год. Приклад 4. Проводять УЗ-обробку волокна СВМ при просоченні зв'язуючим ЕД-20 і затверджувачем і при допросочуванні при частоті 19 кГц, амплітуді 80 мкм, інтенсивності 20 Вт/см 2 протягом 4 с. Препрег затверджують при температурі 230°С протягом 2 год. Приклад 5. Проводять УЗ-обробку скложгута (СЖ) при просоченні зв'язуючим ЕДТ-10 і затверджувачем і при допросочуванні при частоті 18 кГц, амплітуді 100 мкм, інтенсивності 15 Вт/см 2 протягом 4 с. Препрег затверджують при температурі 130°С протягом 4 год. Приклад 6. Проводять УЗ-обробку скложгута при просоченні п зв'язуючим ЕДТ-10 і затверджувачем і при допросочуванні при частоті 20 кГц, амплітуді 60 мкм,интенсивности 6 Вт/см протягом 3 с. Препрег затверджують при температурі 100°С протягом 3 год. Приклад 7. Проводять УЗ-обробку скложгута при просоченні зв'язуючим ЕДТ-10 і затверджувачем і при допросочуванні при частоті 22 кГц, амплітуді 20 мкм, інтенсивності 4 Вт/см 2 протягом 4 с. Препрег затверджують при температурі 90°С протягом 5 год. 5 39146 Приклад 8. Проводять УЗ-обробку скложгута при просоченні зв'язуючим ЕДТ-10 і затверджувачем і при допросочуванні при частоті 19 кГц, амплітуді 120 мкм, інтенсивності 20 Вт/см 2 протягом 5 сек. Препрег затверджують при температурі 230°С протягом 2 год. У таблиці 1 наведені характеристики одержуваних препрегів і їх зміна в процесі зберігання за 6 пропонованим способом (варіант 3), за способом УЗ-просочування наповнювача без операції УЗдопросочування (варіант 2) і за способом прототипу з використанням смоли з розчинником ЕДТ-10П (варіант 1). Міцнісні характеристики кільцевих зразків затверділого препрега при розриві ар визначали по результатам 15 випробувань на кожен приклад. Таблиця 1 Властивості одержуваних препрегів № 1 2 3* Склад і Термін зберігання, міс/властивості спосіб 0 1 1,5 2 отримання σр, МПа Липкість Липкість препрега Липкість МПа Липкість МПа ЕДТ1690 1510 1400 Нерадо10+СЖ добра задовільна незадовільна вільна ЕД2490 2370 2280 20+СВМ ЕДТ1850 1770 1620 10+СЖ добра добра добра Задовільна ЕД2810 2685 2530 20+СВМ ЕДТ2090 1920 1895 10+СЖ -"2100 1950 1897 -"2095 1945 1910 -"2090 1960 1900 добра добра добра Добра ЕД2950 2823 2712 20+СВМ -"2910 2815 2790 -"2985 2807 2787 -"2890 2805 2784 3 σр, МПа 1300 Липкість незадовільна 2230 1590 σр, МПа 1200 2170 задовільна 1560 2480 2400 1835 1805 1818 1808 1817 1800 1775 1790 добра 2693 2630 2663 2647 2654 2600 2605 2612 * Примітка: значення для 3-го варіанту пропонованого способу приведені по прикладах 1-3. Як видно з таблиці, використання роздільного УЗ-просочування наповнювача затверджувачем і зв'язуючим без розчинника забезпечує вищу механічну міцність готового виробу (2 варіант), а використання додатково УЗ-дії в процесі отримання препрега (3 варіант) ще більше покращує цю характеристику. Відбувається також поліпшення технологічних властивостей препрега, що виготовляється за пропонованим способом. Комп’ютерна в ерстка Д. Шев ерун В даний час в лабораторії композиційних матеріалів НТУУ КПІ пропонований спосіб проходить дослідно-експериментальну перевірку. Виготовлені оболонкові конструкції тиску діаметром 350 мм. Джерела інформації: 1. Рогинский С.Л., Канович М.З., Колтунов М.А. Высокопрочные стеклопластики. - М.: Химия, 1979. - 144 с. 2. Патент США № 3390037, кл. 156-148. Опублик. 1968 г. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the ultrasonic production of prepreg based on epoxy binding agent and fibrous fillers
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ ультразвукового изготовления препрега на основе эпоксидных связующих и волокнистых наполнителей
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
МПК: D06M 10/00, B05C 3/02, C08J 5/24
Мітки: ультразвукового, зв'язуючих, епоксидних, спосіб, наповнювачів, виготовлення, препрегу, основі, волокнистих
Код посилання
<a href="https://ua.patents.su/3-39146-sposib-ultrazvukovogo-vigotovlennya-prepregu-na-osnovi-epoksidnikh-zvyazuyuchikh-i-voloknistikh-napovnyuvachiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового виготовлення препрегу на основі епоксидних зв’язуючих і волокнистих наповнювачів</a>
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Номер патенту: 39145
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
Мітки: просочення, волокнистих, спосіб, зв'язуючими, епоксидними, наповнювачів, орієнтованих
Формула / Реферат:
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає транспортування наповнювача, його ультразвукове просочення у ванні із зв'язуючим і подальшу сушку, який відрізняється тим, що епоксидне зв'язуюче перед просоченням піддають об'ємній ультразвуковій обробці протягом 2-35 хв при інтенсивності коливань від 3 до 5 Вт/см2, частоті від 16 до 18 кГц, амплітуді від 8 до 14 мкм при температурі від 80 до...
Спосіб активації поверхні сухих дисперсних волокнистих наповнювачів
Номер патенту: 30126
Опубліковано: 11.02.2008
Автор: Колосов Олександр Євгенович
МПК: B29B 15/08, G01N 33/36
Мітки: поверхні, спосіб, сухих, дисперсних, наповнювачів, активації, волокнистих
Формула / Реферат:
1. Спосіб активації поверхні сухих дисперсних волокнистих наповнювачів, що включає контактний вплив на поверхню дисперсного волокнистого наповнювача перед просочуванням, який відрізняється тим, що контактний вплив здійснюють у замкнутому сферичному об'ємі у вигляді низькочастотних ультразвукових коливань, джерело яких розміщують симетрично відносно вертикальної осі симетрії цього об'єму і унизу.2. Спосіб за п. 1, який відрізняється...
Спосіб отримання препрегу
Номер патенту: 38218
Опубліковано: 25.12.2008
Автор: Колосов Олександр Євгенович
МПК: C08J 5/24, B05C 3/00, D06M 10/00
Мітки: спосіб, отримання, препрегу
Формула / Реферат:
Спосіб отримання препрегу на основі епоксидних зв'язуючих і волокнистих наповнювачів, що включає транспортування наповнювача, його низькочастотну ультразвукову обробку в просочувальній ванні на частоті 18-22 кГц, амплітуді 30-80 мкм при 50-80 °С, а потім низькочастотну ультразвукову обробку просоченого волокнистого наповнювача при частоті коливань 17-22 кГц, амплітуді 10-90 мкм при тій же температурі, який відрізняється тим, що...
Спосіб визначення ефективного радіуса пор у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів
Номер патенту: 30123
Опубліковано: 11.02.2008
Автор: Колосов Олександр Євгенович
МПК: G01N 33/36, G01N 15/08
Мітки: визначення, основі, орієнтованих, ефективного, структури, пор, полімерних, композиційних, матеріалів, волокнистих, радіуса, спосіб, наповнювачів
Формула / Реферат:
1. Спосіб визначення ефективного радіуса пор у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів, що включає заповнення просочувальною рідиною досліджуваного зразка пористого матеріалу і проведення подальших досліджень його структурних характеристик, який відрізняється тим, що здійснюють отверджування просоченого орієнтованого волокнистого композиту за визначеного зусилля натягнення при...
Спосіб вимірювання розподілу пор за розмірами у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів
Номер патенту: 30124
Опубліковано: 11.02.2008
Автор: Колосов Олександр Євгенович
МПК: G01N 33/36, G01N 15/08
Мітки: наповнювачів, матеріалів, основі, композиційних, орієнтованих, волокнистих, полімерних, вимірювання, спосіб, пор, структури, розподілу, розмірами
Формула / Реферат:
1. Спосіб вимірювання розподілу пор за розмірами у структурі полімерних композиційних матеріалів на основі орієнтованих волокнистих наповнювачів шляхом проведення експериментальних вимірювань cтруктурних характеристик пористої структури, який відрізняється тим, що здійснюють отвердження просоченого орієнтованого волокнистого композита за визначеного зусилля натягнення при просочуванні і сушінні, отримують мікрошліф його перерізу у...
Попередній патент: Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Наступний патент: Спосіб фізичної модифікації епоксидних композицій
Випадковий патент: Планетарно-кривошипний редуктор