Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Формула / Реферат
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає транспортування наповнювача, його ультразвукове просочення у ванні із зв'язуючим і подальшу сушку, який відрізняється тим, що епоксидне зв'язуюче перед просоченням піддають об'ємній ультразвуковій обробці протягом 2-35 хв при інтенсивності коливань від 3 до 5 Вт/см2, частоті від 16 до 18 кГц, амплітуді від 8 до 14 мкм при температурі від 80 до 100 °С, а після виходу просоченого обробленим ультразвуком зв'язуючим наповнювача з ванни просочення проводять його контактне ультразвукове допросочення асинхронно працюючими концентраторами ультразвукових коливань, розташованими один напроти одного і симетрично відносно просочуваного наповнювача при частоті ультразвукових коливань від 17 до 22 кГц, амплітуді від 4 до 7 мкм, інтенсивності від 3 до 5 Вт/см2 протягом 1-2 с при температурі 60-70 °С.
Текст
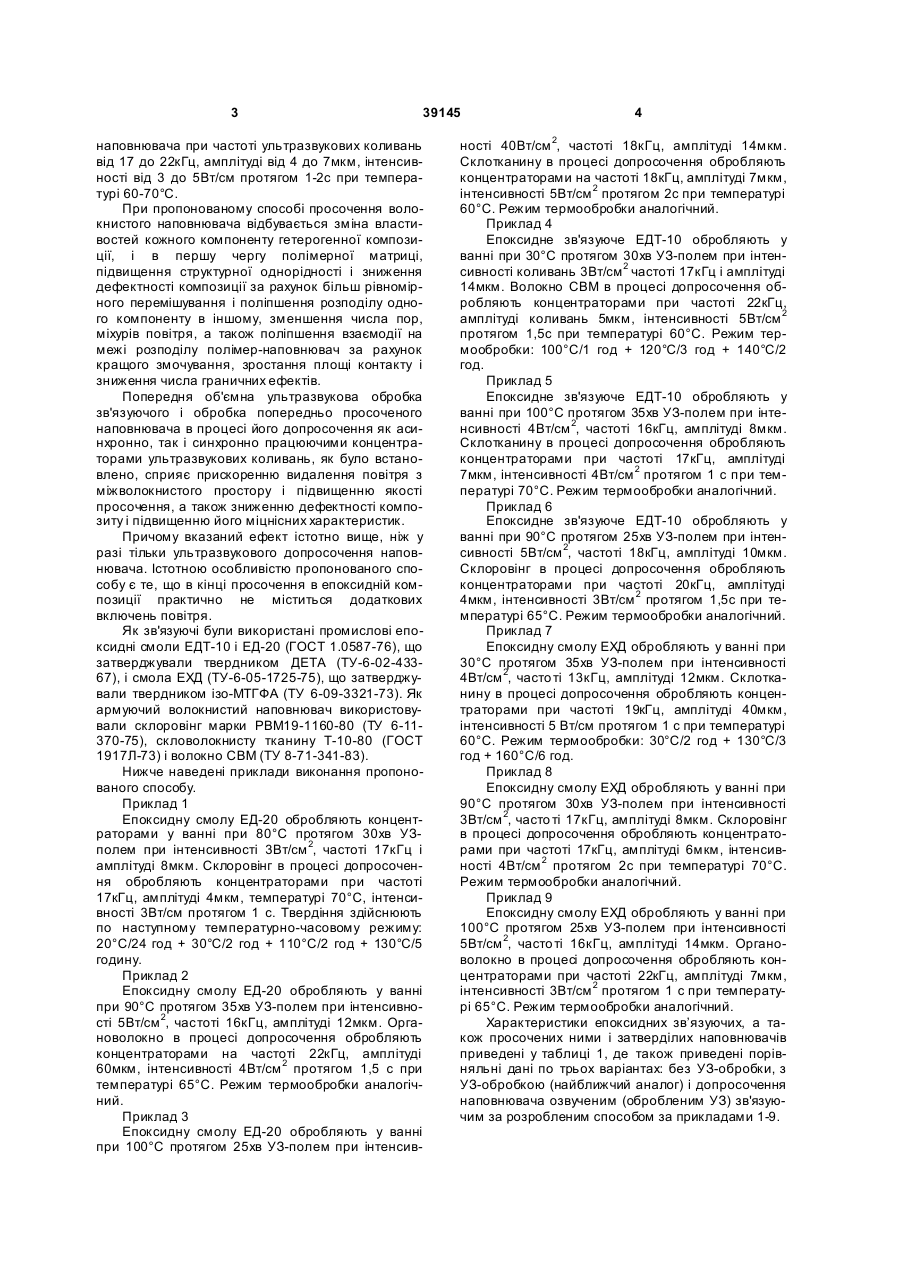
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає транспортування наповнювача, його ультразвукове просочення у ванні із зв'язуючим і подальшу сушк у, який відрізняється тим, що епоксидне зв'язуюче перед просоченням піддають 3 39145 наповнювача при частоті ультразвукових коливань від 17 до 22кГц, амплітуді від 4 до 7мкм, інтенсивності від 3 до 5Вт/см протягом 1-2с при температурі 60-70°С. При пропонованому способі просочення волокнистого наповнювача відбувається зміна властивостей кожного компоненту гетерогенної композиції, і в першу чергу полімерної матриці, підвищення структурної однорідності і зниження дефектності композиції за рахунок більш рівномірного перемішування і поліпшення розподілу одного компоненту в іншому, зменшення числа пор, міхурів повітря, а також поліпшення взаємодії на межі розподілу полімер-наповнювач за рахунок кращого змочування, зростання площі контакту і зниження числа граничних ефектів. Попередня об'ємна ультразвукова обробка зв'язуючого і обробка попередньо просоченого наповнювача в процесі його допросочення як асинхронно, так і синхронно працюючими концентраторами ультразвукових коливань, як було встановлено, сприяє прискоренню видалення повітря з міжволокнистого простору і підвищенню якості просочення, а також зниженню дефектності композиту і підвищенню його міцнісних характеристик. Причому вказаний ефект істотно вище, ніж у разі тільки ультразвукового допросочення наповнювача. Істотною особливістю пропонованого способу є те, що в кінці просочення в епоксидній композиції практично не міститься додаткових включень повітря. Як зв'язуючі були використані промислові епоксидні смоли ЕДТ-10 і ЕД-20 (ГОСТ 1.0587-76), що затверджували твердником ДЕТА (ТУ-6-02-43367), і смола ЕХД (ТУ-6-05-1725-75), що затверджували твердником ізо-МТГФА (ТУ 6-09-3321-73). Як армуючий волокнистий наповнювач використовували склоровінг марки РВМ19-1160-80 (ТУ 6-11370-75), скловолокнисту тканину Т-10-80 (ГОСТ 1917Л-73) і волокно СВМ (ТУ 8-71-341-83). Нижче наведені приклади виконання пропонованого способу. Приклад 1 Епоксидну смолу ЕД-20 обробляють концентраторами у ванні при 80°С протягом 30хв УЗполем при інтенсивності 3Вт/см 2, частоті 17кГц і амплітуді 8мкм. Склоровінг в процесі допросочення обробляють концентраторами при частоті 17кГц, амплітуді 4мкм, температурі 70°С, інтенсивності 3Вт/см протягом 1 с. Твердіння здійснюють по наступному температурно-часовому режиму: 20°С/24 год + 30°С/2 год + 110°С/2 год + 130°С/5 годину. Приклад 2 Епоксидну смолу ЕД-20 обробляють у ванні при 90°С протягом 35хв УЗ-полем при інтенсивності 5Вт/см 2, частоті 16кГц, амплітуді 12мкм. Органоволокно в процесі допросочення обробляють концентраторами на частоті 22кГц, амплітуді 60мкм, інтенсивності 4Вт/см 2 протягом 1,5 с при температурі 65°С. Режим термообробки аналогічний. Приклад 3 Епоксидну смолу ЕД-20 обробляють у ванні при 100°С протягом 25хв УЗ-полем при інтенсив 4 ності 40Вт/см 2, частоті 18кГц, амплітуді 14мкм. Склотканину в процесі допросочення обробляють концентраторами на частоті 18кГц, амплітуді 7мкм, інтенсивності 5Вт/см 2 протягом 2с при температурі 60°С. Режим термообробки аналогічний. Приклад 4 Епоксидне зв'язуюче ЕДТ-10 обробляють у ванні при 30°С протягом 30хв УЗ-полем при інтенсивності коливань 3Вт/см 2 частоті 17кГц і амплітуді 14мкм. Волокно СВМ в процесі допросочення обробляють концентраторами при частоті 22кГц, амплітуді коливань 5мкм, інтенсивності 5Вт/см 2 протягом 1,5с при температурі 60°С. Режим термообробки: 100°С/1 год + 120°С/3 год + 140°С/2 год. Приклад 5 Епоксидне зв'язуюче ЕДТ-10 обробляють у ванні при 100°С протягом 35хв УЗ-полем при інтенсивності 4Вт/см 2, частоті 16кГц, амплітуді 8мкм. Склотканину в процесі допросочення обробляють концентраторами при частоті 17кГц, амплітуді 7мкм, інтенсивності 4Вт/см 2 протягом 1 с при температурі 70°С. Режим термообробки аналогічний. Приклад 6 Епоксидне зв'язуюче ЕДТ-10 обробляють у ванні при 90°С протягом 25хв УЗ-полем при інтенсивності 5Вт/см 2, частоті 18кГц, амплітуді 10мкм. Склоровінг в процесі допросочення обробляють концентраторами при частоті 20кГц, амплітуді 4мкм, інтенсивності 3Вт/см 2 протягом 1,5с при температурі 65°С. Режим термообробки аналогічний. Приклад 7 Епоксидну смолу ЕХД обробляють у ванні при 30°С протягом 35хв УЗ-полем при інтенсивності 4Вт/см 2, часто ті 13кГц, амплітуді 12мкм. Склотканину в процесі допросочення обробляють концентраторами при частоті 19кГц, амплітуді 40мкм, інтенсивності 5 Вт/см протягом 1 с при температурі 60°С. Режим термообробки: 30°С/2 год + 130°С/3 год + 160°С/6 год. Приклад 8 Епоксидну смолу ЕХД обробляють у ванні при 90°С протягом 30хв УЗ-полем при інтенсивності 3Вт/см 2, часто ті 17кГц, амплітуді 8мкм. Склоровінг в процесі допросочення обробляють концентраторами при частоті 17кГц, амплітуді 6мкм, інтенсивності 4Вт/см 2 протягом 2с при температурі 70°С. Режим термообробки аналогічний. Приклад 9 Епоксидну смолу ЕХД обробляють у ванні при 100°С протягом 25хв УЗ-полем при інтенсивності 5Вт/см 2, часто ті 16кГц, амплітуді 14мкм. Органоволокно в процесі допросочення обробляють концентраторами при частоті 22кГц, амплітуді 7мкм, інтенсивності 3Вт/см 2 протягом 1 с при температурі 65°С. Режим термообробки аналогічний. Характеристики епоксидних зв’язуючих, а також просочених ними і затверділих наповнювачів приведені у таблиці 1, де також приведені порівняльні дані по трьох варіантах: без УЗ-обробки, з УЗ-обробкою (найближчий аналог) і допросочення наповнювача озвученим (обробленим УЗ) зв'язуючим за розробленим способом за прикладами 1-9. 5 39145 Ступінь дегазації визначали за допомогою Ван-Слайка, а крайовий кут змочування - методом краплі. Вимірювання міцнісних характеристик композитів проводилося на 15 кільцевих зразках на приклад виконання способу з внутрішнім діаметром 146мм, шириною 10мм, завтовшки 1мм (розтягування-стиснення) і товщиною: 2мм (вигин) і 55мм (зсув). 6 Швидкість намотування на оправку складала 6м/хв, з усилля натягнення наповнювача - 30Н, швидкість деформації волокна -32мм/хв. У таблиці 1 прийняті наступні позначення: sрозт - міцність щодо розтягання; sст - міцність при стисненні; sвиг - міцність при вигині; sадг.відр. - адгезійна міцність при відриві до сталі Ст45. Таблиця 1 Властивості епоксидних композицій та просочених і затверділих наповнювачів Показник Вихідна компо- Спосіб зиція* [2]* Вміст включень газу, мг/л до 16% Висота підйому по скловолокну при 20°С, мм Крайовий кут змочування при 20°С, град 0,2-0,3 0,4-0,5 0,85 0,80 0,85 0,95 1,05 0,95 35-29 25-25 16 17 16 15 14 13 715 583 810 2450 566 1680 307 433 670 58 49 48 750 589 911 2537 570 1718 323 448 699 67 51 50 968 852 655 849 657 976 660 988 859 860 3473 855 2445 850 sрозт., МПа sст., МПа sадг. відр., МПа 2 Пропонуємий спосіб за прикладами 3 4 5 6 7 8 9 до до 12% до 6% до 5% до 5% до 5% до 5% до 5% до 4% до 4% 5% sвиг, МПа 1 2472 3460 2496 3465 971 441 592 436 587 965 583 970 443 72 78 75 87 74 76 76 77 89 *Примітка: верхнє значення - для волокна СВМ, середнє - для склотканини Т-10-80, нижнє - для склоровінга. Як видно з табл.1 в результаті пропонованої об'ємної УЗ-обробки зв'язуючого крайовий кут змочування зменшується на 7-20°, висота підйому зв'язуючого по волокну, визначувана оптичним способом, збільшується на 0,2-0,6 мм. Відбувається також істотне підвищення міцнісних властивостей композиту. Комп’ютерна в ерстка О. Рябко Очевидною перевагою пропонованого способу є підвищення без дефектності затверділого наповнювача, спостережуваного за допомогою мікроструктурного аналізу. Джерела інформації: 1. Патент Великобритании №1319629, кл. D1R, опубл. 1973г. 2. А.С. СССР №570932, кл. В05СЗ/04, 1976г. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the impregnation of oriented fibrous fillers with epoxy binding agents
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ пропитки ориентированных волокнистых наполнителей эпоксидными связующими
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
Мітки: спосіб, волокнистих, наповнювачів, епоксидними, просочення, зв'язуючими, орієнтованих
Код посилання
<a href="https://ua.patents.su/3-39145-sposib-prosochennya-oriehntovanikh-voloknistikh-napovnyuvachiv-epoksidnimi-zvyazuyuchimi.html" target="_blank" rel="follow" title="База патентів України">Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими</a>
Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів полімерними зв’язуючими
Номер патенту: 38919
Опубліковано: 26.01.2009
Автор: Колосов Олександр Євгенович
МПК: B05C 3/00
Мітки: просочення, пристрій, полімерними, наповнювачів, дослідження, оптичного, кінетики, зв'язуючими, поздовжного, волокнистих
Формула / Реферат:
1. Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів, переважно джгутового типу, полімерними зв'язуючими, що містить датчик натягнення наповнювача, теплообмінну камеру зі штуцерами для подачі і зливу теплоносія, два фіксуючих елементи для розташування між ними зразка, джерела освітлення і реєструючий пристрій з шкалою вимірювання рівня просочення, який відрізняється тим, що теплообмінна камера...
Спосіб приготування полімерної композиції для просочення волокнистих матеріалів
Номер патенту: 43697
Опубліковано: 17.12.2001
Автори: Колосов Олександр Євгенович, Федоткін Ігор Михайлович, Кудряченко Віктор Володимирович
МПК: C08L 63/00, C08J 3/28
Мітки: волокнистих, полімерної, матеріалів, просочення, приготування, композиції, спосіб
Формула / Реферат:
Спосіб приготування полімерної композиції для просочення волокнистих материалів шляхом змішування компонентів композиції у складі епоксидної основи і амінного отверджувача, на які здійснюють об'ємний вплив поздовжніми низькочастотними ультразвуковими коливаннями, який відрізняється тим, що перед змішуванням компонентів здійснюють об'ємний вплив на епоксидну основу при частоті 16-24 кГц, амплітуді 10-30 мкм, інтенсивності 4-10 Вт/см2,...
Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв’язуючими
Номер патенту: 43268
Опубліковано: 15.11.2001
Автори: Колосов Олександр Євгенович, Федоткін Ігор Михайлович, Кудряченко Віктор Володимирович
МПК: G01N 33/36, G01N 15/08
Мітки: тканих, зв'язуючими, полімерними, спосіб, матеріалів, процесу, волокнистих, дослідження, просочення
Формула / Реферат:
1. Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв'язуючими, що полягає в деформуванні зразка матеріалу, що просочується, шляхом його розтягнення, подачі на поверхню матеріалу зверху дози полімерного звязуючого і подальшої реєстрації міри просочення по значенню світлоперепускання зразка, що просочується, при освітленні його поверхні з боку нанесення полімерного зв’язуючого світлом, який відрізняється тим, що...
Спосіб визначення максимальної висоти капілярного підйому при просоченні орієнтованих волокнистих наповнювачів
Номер патенту: 38225
Опубліковано: 25.12.2008
Автор: Колосов Олександр Євгенович
МПК: G01N 33/44, B05C 3/02, G01N 33/24
Мітки: волокнистих, максимально, капілярного, орієнтованих, спосіб, висоті, наповнювачів, просоченні, визначення, підйому
Формула / Реферат:
Спосіб визначення максимальної висоти капілярного підйому при просоченні орієнтованих волокнистих наповнювачів, переважно джгутового типу, в'язкими полімерними зв'язуючими, що включає розміщення зразка в установці при фіксованому зусиллі його натягнення і занурення основи зразка у просочувальну ванну, вимірювання величин густини, крайового кута змочування і коефіцієнта поверхневого натягнення зв'язуючого, який відрізняється тим, що...
Спосіб визначення ефективного радіуса пор орієнтованих волокнистих наповнювачів у залежності від зусилля натягнення наповнювача при просочуванні
Номер патенту: 82975
Опубліковано: 26.05.2008
Автор: Колосов Олександр Євгенович
МПК: G01N 15/08, G01N 33/36
Мітки: пор, залежності, просочуванні, радіуса, ефективного, наповнювача, волокнистих, визначення, наповнювачів, орієнтованих, натягнення, спосіб, зусилля
Формула / Реферат:
1. Спосіб визначення ефективного радіуса пор орієнтованих волокнистих наповнювачів у залежності від зусилля натягнення наповнювача при просочуванні, який полягає у тому, що пористе середовище у вигляді армуючих наповнювачів з регулярною структурою просочують полімерною рідиною, будують експериментальні кінетичні криві просочування, а саме залежність висоти просочування або підйому просочувальної рідини уздовж волокнистого наповнювача (h) у...
Попередній патент: Пристрій для руйнування монолітних об’єктів гідророзривом
Наступний патент: Спосіб ультразвукового виготовлення препрегу на основі епоксидних зв’язуючих і волокнистих наповнювачів
Випадковий патент: Спосіб діагностики розвитку остеопорозу