Аераційно-динамічний піскосип
Номер патенту: 40091
Опубліковано: 16.07.2001
Автори: Гущин Володимир Михайлович, Яковлєв Олексій Володимирович, Мандрік Євген Андрійович

Формула / Реферат
1. Аераційно-динамічний піскосип для виготовлення оболонкових форм за моделями, що виплавляються або розчиняються, який складається з вертикально встановленого конусного корпусу та циліндричної повітряної камери, відділеної від корпусу аераційною перегородкою та з'єднаної трубопроводом з джерелом стисненого повітря, яке, проходячи крізь аераційну перегородку, аерує робочу суміш піску та хлористого амонію - обсипний матеріал і доводить її до "кипіння", який відрізняється тим, що обсипаюча робоча суміш переводиться у стан кругообігу відбиранням її за допомогою інжекційно-нагнітального пристрою з нижньої частини піскосипу та передаванням її по піскопроводу у верхню частину ємкості піскосипу, для чого нижню циліндричну частину піскосипу над аераційною перегородкою виконано у вигляді змішувальної камери, з'єднаної з джерелом стисненого повітря трубопроводом співвісно з розвантажувальним отвором піскопроводу, причому другий кінець повітряного трубопроводу у вигляді сопла розміщено у отворі розвантажувального патрубка з постійним зазором.
2. Аераційно-динамічний піскосип за п.1, який відрізняється тим, що аераційну перегородку між повітряною та змішувальною камерами виконано у вигляді круглої металевої пластини діаметром по внутрішньому розміру повітряної камери та товщиною 10 мм, у якій з кроком 50х50 мм вмонтовано безліч сопел для подавання стисненого повітря у товщу обсипного матеріалу та аерування останнього.
3. Аераційно-динамічний піскосип за п.1, який відрізняється тим, що трубопровід у змішувальній камері виконано у вигляді циліндричної спіралі з перфорацією її поверхні.
Текст
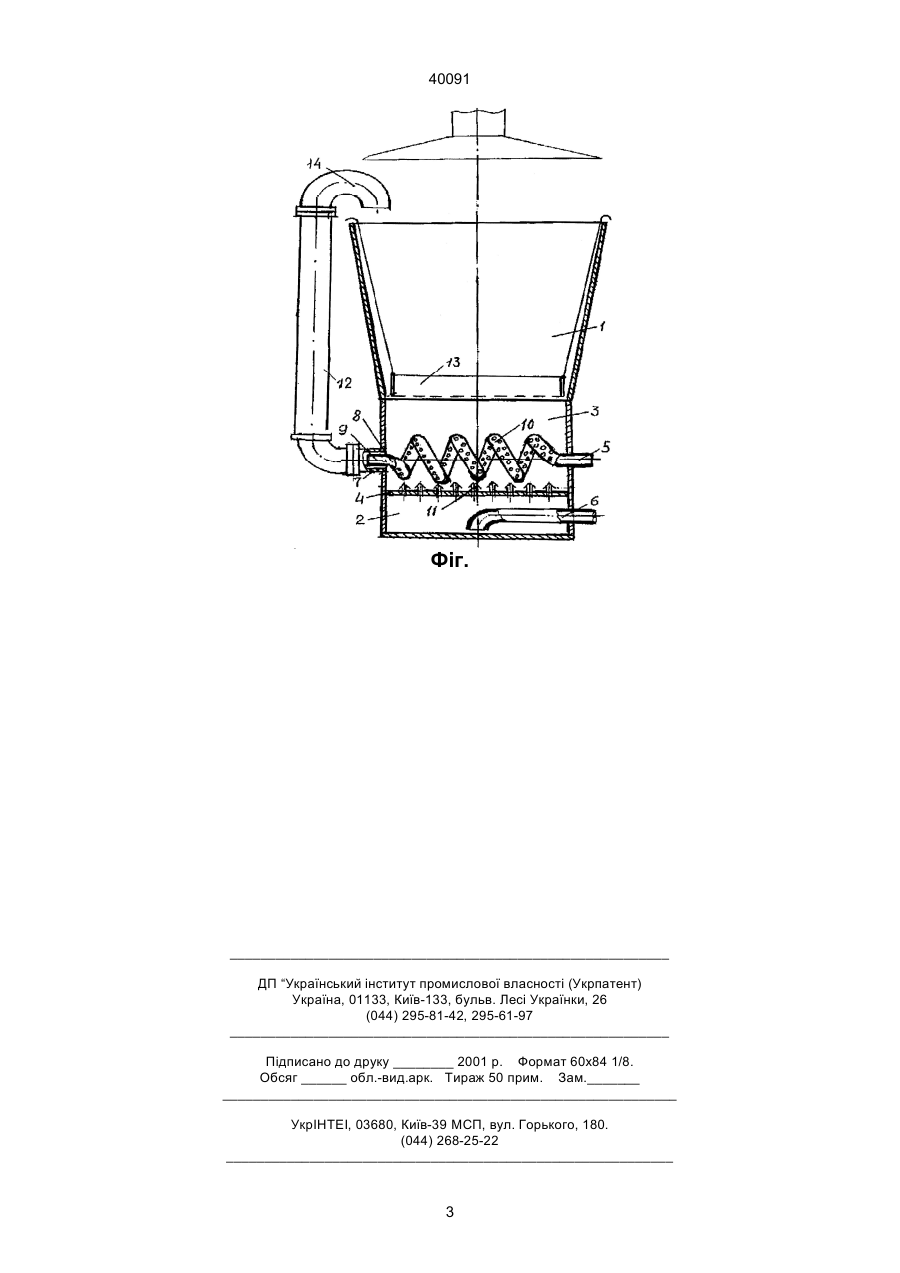
1. Аераційно-динамічний піскосип для виготовлення оболонкових форм за моделями, що виплавляються або розчиняються, який складається з вертикально встановленого конусного корпусу та циліндричної повітряної камери, відділеної від корпусу аераційною перегородкою та з'єднаної трубопроводом з джерелом стисненого повітря, яке, проходячи крізь аераційну перегородку, аерує робочу суміш піску та хлористого амонію - обсипний матеріал і доводить її до "кипіння", який відрізняється тим, що обсипаюча робоча суміш переводиться у стан кругообігу відбиранням її за допомогою інжекційно-нагнітального пристрою з нижньої частини піскосипу та передаванням її по піскопро А (54) АЕРАЦІЙНО-ДИНАМІЧНИЙ ПІСКОСИП 40091 ме це знижує ефективність використання такого піскосипу. Аерація суміші у піскосипі не забезпечує усереднення складу компонентів і, насамперед, постійності кількості амонію у обсязі суміші через практичну відсутність спрямованості потоку компонентів у напрямку моделі. Таким чином, труднощі з масопереносом речовин у такому піскосипі знижують продуктивність технології. В основу винаходу поставлена задача забезпечення стабільності та постійності складу компонентів робочої суміші для виготовлення якісних оболонкових ливарних форм. Поставленої задачі можна досягнути, якщо аеровану суміш піску та амонію (робоча суміш) перевести у стан кругооберту, використовуючи явище потоку фізичних та технологічних середовищ у динамічних процесах, шляхом безперервного відбирання робочої суміші з нижньої частини піскосипу і передавання цієї суміші по трубопроводу у його верхню частину. Поставлена задача досягається тим, що аераційно-динамічний піскосип для виготовлення оболонкових форм за моделями, що виплавляються або розчиняються, складається з вертикально встановленого конусного корпусу та циліндричної повітряної камери, відділеної від корпусу аераційною перегородкою та з'єднаної трубопроводом з джерелом стисненого повітря, яке, проходячи крізь аераційну перегородку, аерує робочу суміш піску та хлористого амонію - обсипний матеріал і доводить її до "кипіння", а обсипаюча робоча суміш переводиться у стан кругообігу відбиранням її за допомогою інжекційно-нагнітального пристрою з нижньої частини піскосипу та передаванням її по піскопроводу у верхню частину ємкості піскосипу, для чого нижню циліндричну частину піскосипу над аераційною перегородкою виконано у вигляді змішувальної камери, з'єднаної з джерелом стисненого повітря трубопроводом співвісно з розвантажувальним отвором піскопроводу, причому другий кінець повітряного трубопроводу у вигляді сопла розміщено у отворі розвантажувального патрубка з постійним зазором. Поставлена задача досягається також тим, що аераційно-динамічний піскосип може мати аераційну перегородку між повітряною та змішувальною камерами виконано у вигляді круглої металевої пластини діаметром по внутрішньому розміру повітряної камери та товщиною 10 мм, у якій з кроком 50х50 мм вмонтовано безліч сопел для подавання стисненого повітря у товщу обсипного матеріалу та аерування останнього. Поставлена задача досягається також ще тим, що в аераційно-динамічному піскосипі трубопровід у змішувальній камері може бути виконано у вигляді циліндричної спіралі з перфорацією її поверхні. На фігурі приведено схему піскосипу аераційно-динамічного типу (модель АДП-М), за допомогою якого реалізується поставлена задача. Піскосип АДП-М складається з конусного корпусу 1, повітряної 2 та змішувальної камери 3, які розділені аеруючою перегородкою 4, патрубка 5, трубопроводу 6, розвантажувальний патрубок 7, сопла перфорованого трубопроводу 8, центрального каналу 9, перфорованого трубопроводу 10, сопла 11, піскопроводу 12, сита 13 і верхнього патрубка 14. До повітряної камери 2 стиснене повітря подається трубопроводом 6, який через спеціальні сопла 11, аеруючу перегородку 4 подається у товщу піску, аеруючи його (пісок "кипить"). Змішувальна камера 3 через патрубок 7 з'єднана з трубопроводом 12, другий кінець якого заведено до верхньої частини ємності 1 піскосипу. Патрубок 5 служить для подання стисненого повітря у змішувальну камеру 3 через перфорацію трубопроводу 10, який має вигляд спіралі. Сопло 8, яке має центральний канал 9 та яким подається стиснене повітря до вихідного патрубку 7, частково перекриває отвір цього патрубку, створюючи у цьому вузлі піскосипу інжекційнонагнітальний режим руху повітря. На поверхні одного або декількох витків спіралі перфорованого трубопроводу 10 ближче до патрубка 7 перфорацію виконано тільки з боку цього патрубку для збільшення нагнітального ефекту, на інших - по всій поверхні трубопроводу 10. Принцип роботи піскосипу полягає в том, що піском заповнюють конусну частину піскосипу, додають 3,5...4,0 мас.% порошку амонію. Стиснене повітря з повітряної камери 2 через сопла 11 аерує пісок у змішувальній камері 3 та ємності 1, при цьому проходить змішування піску з амонієм. Одночасно пісок подається до патрубку 7. Потік стисненого повітря, проходячи по трубопроводу 10 та через перфорацію його поверхні, доповнює аерацію робочої суміші, а проходячи через перфорацію витків, які розташовані ближче до патрубку 7, та через центральний канал 9 сопла 8 стиснене повітря придає спрямованість потоку аерованого матеріалу, який потім по трубопроводу 12 (піскопроводу) переміщується у верхню частину ємності 1 піскосипу. З цього моменту починають виготовляти оболонкову форму, занурюючи модельний блок з обмазкою на його поверхні у робочу суміш піску та амонію, який знаходиться у стані аераційно-динамічного потоку. Основним при цьому є те, що у таких умовах забезпечується постійне утримання заданої кількості амонію навколо моделей. Це забезпечує стабільність виготовлення якісних оболонкових форм, а сам кругооберт матеріалу дає змогу оперативно відбирати пробу для проведення контролю його складу до рівня, коли зниження кількості амонію у суміші до 3% потребує доведення його до 4% і відповідно пропорційного збільшення кількості піску. Для відбирання згустків - затвердівших крапель обмазки, які, як лишок, стікають з поверхні моделі у обсипний матеріал (суміш піску та амонію) у нижню частину конусної ємності піскосипу встановлюють сито 13 на підоймах, на яке збираються ці згустки. Для забезпечення вільного вилучення цього сита з ємності 1 верхній патрубок 14 піскопроводу 12 виконано поворотним. Джерела інформації 1. Литье по выплавляемым моделям / Под ред. Я.И. Шкленника, В.А. Озерова. – М.: Машиностроение, 1984. – 408 с. 2. Першин П.С. Технология точного литья. – М.: Машгиз, 1953. – 135 с. 2 40091 Фіг. __________________________________________________________ ДП “Український інститут промислової власності (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюInjection-dynamic sander
Автори англійськоюMandrik Yevhen Andriiovych, Huschyn Volodymyr Mykhailovych, Yakovliev Oleksii Volodymyrovych
Назва патенту російськоюАэрационно-динамический пескосып
Автори російськоюМандрик Евгений Андреевич, Гущин Владимир Михайлович, Яковлев Алексей Владимирович
МПК / Мітки
МПК: B22C 23/00, B22C 1/00
Мітки: аераційно-динамічний, піскосип
Код посилання
<a href="https://ua.patents.su/3-40091-aeracijjno-dinamichnijj-piskosip.html" target="_blank" rel="follow" title="База патентів України">Аераційно-динамічний піскосип</a>
Динамічний віброгасник
Номер патенту: 7069
Опубліковано: 31.03.1995
Автори: Лях Михайло Михайлович, Дозорцев Олександр Володимирович
МПК: F16F 15/00, F16F 6/00
Мітки: динамічний, віброгасник
Формула / Реферат:
Динамічний віброгасник, що складається із корпусу, виготовленого з зовнішньої та внутрішньої труб, в кільцевому просторі якого розміщені робочі порожнини, який відрізняється тим, що пристрій оснащений діафрагмами з розпірними втулками по осі корпусу, які створили секційні камери, при цьому кожна камера заповнена інерційною масою.
Пристрій для очищення корпусу судна
Номер патенту: 31528
Опубліковано: 15.12.2000
Автор: Іванушкін Валерій Миколайович
МПК: B24C 7/00, B63B 59/00, B24C 3/00
Мітки: корпусу, пристрій, очищення, судна
Формула / Реферат:
1. Пристрій для очищення корпусу судна, який містить бункер для абразивного матеріалу, трубопровід абразивної суміші, генератор абразивного струменю, що включає циліндричний корпус з порожнинами охолодження, у якому розташовано камеру згоряння паливо-повітряної суміші, до якої на вході генератора підведені форсунки подання палива, на виході генератора встановлено вихідне сопло, трубопровід абразивної суміші уведено у генератор абразивного...
Динамічний змішувач

Номер патенту: 35888
Опубліковано: 16.04.2001
Автори: Сівецький Володимир Іванович, Рябініна Олена Дмитріівна, Мотін Анатолій Миколайович, Рябінін Дмитро Дмитрович
МПК: B29B 7/38
Мітки: динамічний, змішувач
Формула / Реферат:
1. Динамічний змішувач, що містить корпус з порожниною, в якій установлений вал, а з корпусом з'єднані чашоподібні змішувальні елементи з наскрізними отворами, в зазорах між якими розташовані чашоподібні змішувальні елементи з наскрізними отворами, що установлені на валу, який відрізняється тим, що змішувач споряджений дисками з наскрізними отворами, які закріплені на корпусі, валу і чашоподібних змішувальних елементах, до того ж диски,...
Динамічний повітряний сепаратор
Номер патенту: 11094
Опубліковано: 25.12.1996
Автор: Франц Пешл
МПК: B02C 23/12, B02C 15/00
Мітки: сепаратор, повітряній, динамічний
Формула / Реферат:
(57) 1. Динамический воздушный сепаратор для установки над валковыми мельницами с восходящим потоком газа с измельчаемы мматериалом, который имеет установленный в корпусе с образованием цилиндрической кольцевой полости полый ротор с вертикальными сепараторными планками, поменьшей мере один аэродинамический выход газового потока с тонко размолотым материалом и, по меньшей мере, один расположенный под ротором трубопровод для возврата грубо...
Динамічний гасник коливань
Номер патенту: 890
Опубліковано: 15.12.1993
Автор: Кагановський Леонід Овсійович
МПК: F16F 15/02
Мітки: динамічний, коливань, гасник
Формула / Реферат:
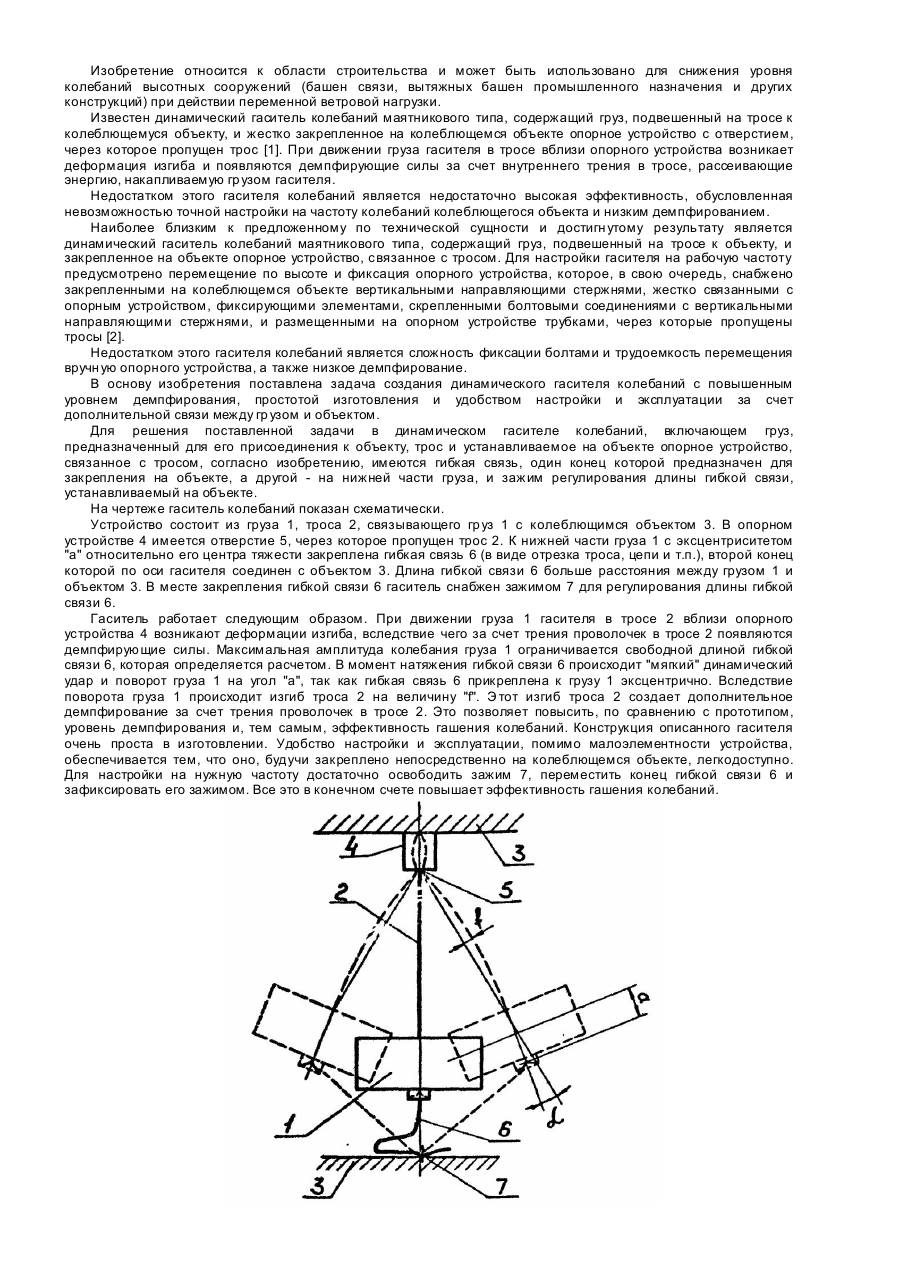
Динамический гаситель колебаний маятникового типа, содержащий груз, предназначенный для его присоединения к объекту, трос и устанавливаемое на объекте опорное устройство, связанное с тросом, отличающийся тем, что он снабжен гибкой связью, один конец которой предназначен для закрепления на объекте, а другой - на нижней части груза, и зажимом регулирования длины гибкой связи, устанавливаемым на объекте.
Попередній патент: Спосіб вирощування цукрових буряків
Наступний патент: Композиційний матеріал
Випадковий патент: Комбінований агрегат для приготування і роздавання кормів