Спосіб керування процесом шліфування
Номер патенту: 43793
Опубліковано: 25.08.2009
Автори: Цикун Олександр Костянтинович, Демидюк Олександр Дмитрович, Марчук Віктор Іванович

Формула / Реферат
Спосіб керування процесом шліфування, що включає контроль за величиною припуску, який знімається в процесі шліфування, який відрізняється тим, що в системі контролю формують сигнал акустичної емісії, а перетворювач цього сигналу встановлюють з розрахунку найкоротшого шляху проходження сигналу між перетворювачем та опорою шліфування.
Текст
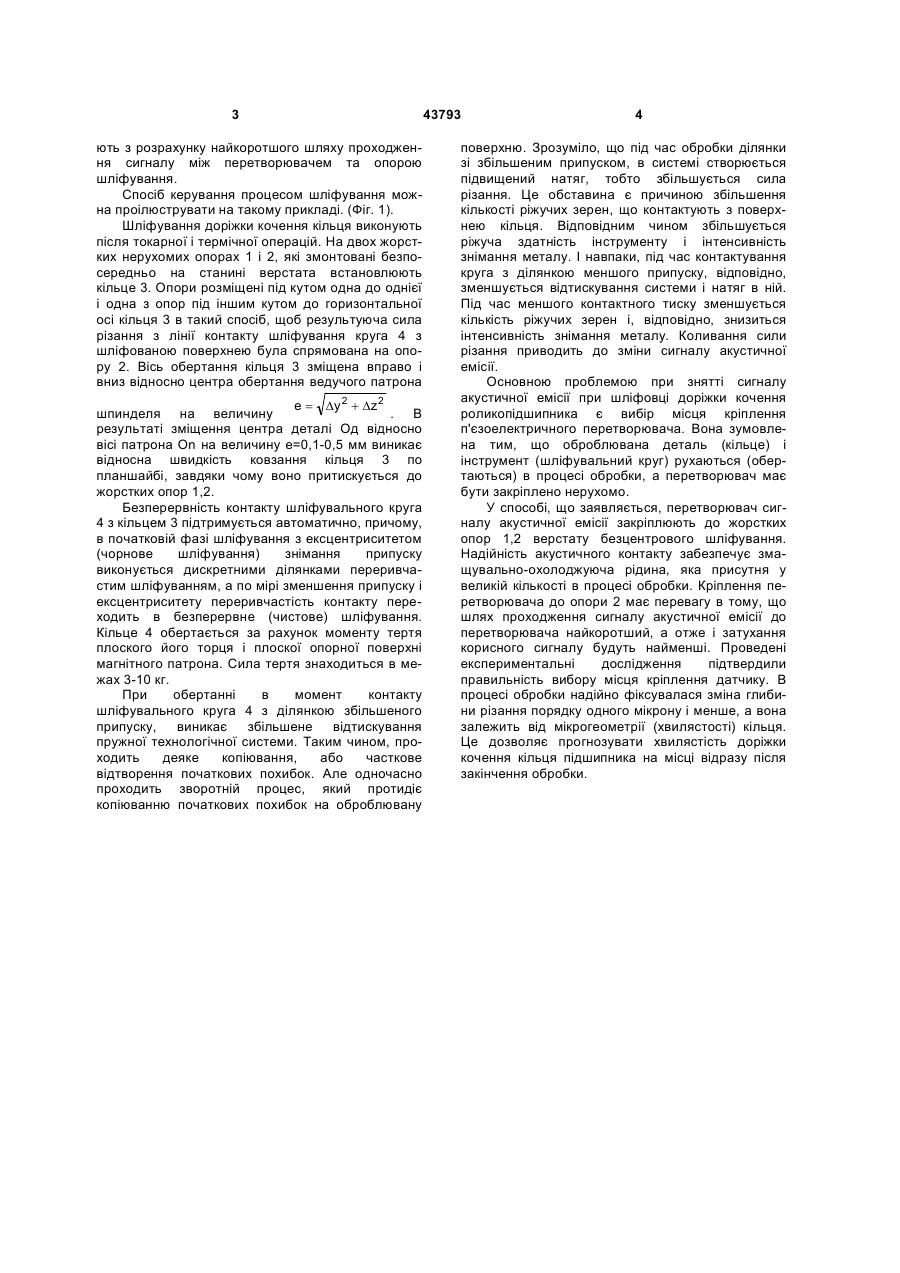
Спосіб керування процесом шліфування, що включає контроль за величиною припуску, який знімається в процесі шліфування, який відрізняється тим, що в системі контролю формують сигнал акустичної емісії, а перетворювач цього сигналу встановлюють з розрахунку найкоротшого шляху проходження сигналу між перетворювачем та опорою шліфування. (19) (21) u200904613 (22) 08.05.2009 (24) 25.08.2009 (46) 25.08.2009, Бюл.№ 16, 2009 р. (72) МАРЧУК ВІКТОР ІВАНОВИЧ, ЦИКУН ОЛЕКСАНДР КОСТЯНТИНОВИЧ, ДЕМИДЮК ОЛЕКСАНДР ДМИТРОВИЧ (73) ЛУЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ 3 ють з розрахунку найкоротшого шляху проходження сигналу між перетворювачем та опорою шліфування. Спосіб керування процесом шліфування можна проілюструвати на такому прикладі. (Фіг. 1). Шліфування доріжки кочення кільця виконують після токарної і термічної операцій. На двох жорстких нерухомих опорах 1 і 2, які змонтовані безпосередньо на станині верстата встановлюють кільце 3. Опори розміщені під кутом одна до однієї і одна з опор під іншим кутом до горизонтальної осі кільця 3 в такий спосіб, щоб результуюча сила різання з лінії контакту шліфування круга 4 з шліфованою поверхнею була спрямована на опору 2. Вісь обертання кільця 3 зміщена вправо і вниз відносно центра обертання ведучого патрона e = Dy 2 + Dz 2 . В шпинделя на величину результаті зміщення центра деталі Од відносно вісі патрона On на величину е=0,1-0,5 мм виникає відносна швидкість ковзання кільця 3 по планшайбі, завдяки чому воно притискується до жорстких опор 1,2. Безперервність контакту шліфувального круга 4 з кільцем 3 підтримується автоматично, причому, в початковій фазі шліфування з ексцентриситетом (чорнове шліфування) знімання припуску виконується дискретними ділянками переривчастим шліфуванням, а по мірі зменшення припуску і ексцентриситету переривчастість контакту переходить в безперервне (чистове) шліфування. Кільце 4 обертається за рахунок моменту тертя плоского його торця і плоскої опорної поверхні магнітного патрона. Сила тертя знаходиться в межах 3-10 кг. При обертанні в момент контакту шліфувального круга 4 з ділянкою збільшеного припуску, виникає збільшене відтискування пружної технологічної системи. Таким чином, проходить деяке копіювання, або часткове відтворення початкових похибок. Але одночасно проходить зворотній процес, який протидіє копіюванню початкових похибок на оброблювану 43793 4 поверхню. Зрозуміло, що під час обробки ділянки зі збільшеним припуском, в системі створюється підвищений натяг, тобто збільшується сила різання. Це обставина є причиною збільшення кількості ріжучих зерен, що контактують з поверхнею кільця. Відповідним чином збільшується ріжуча здатність інструменту і інтенсивність знімання металу. І навпаки, під час контактування круга з ділянкою меншого припуску, відповідно, зменшується відтискування системи і натяг в ній. Під час меншого контактного тиску зменшується кількість ріжучих зерен і, відповідно, знизиться інтенсивність знімання металу. Коливання сили різання приводить до зміни сигналу акустичної емісії. Основною проблемою при знятті сигналу акустичної емісії при шліфовці доріжки кочення роликопідшипника є вибір місця кріплення п'єзоелектричного перетворювача. Вона зумовлена тим, що оброблювана деталь (кільце) і інструмент (шліфувальний круг) рухаються (обертаються) в процесі обробки, а перетворювач має бути закріплено нерухомо. У способі, що заявляється, перетворювач сигналу акустичної емісії закріплюють до жорстких опор 1,2 верстату безцентрового шліфування. Надійність акустичного контакту забезпечує змащувально-охолоджуюча рідина, яка присутня у великій кількості в процесі обробки. Кріплення перетворювача до опори 2 має перевагу в тому, що шлях проходження сигналу акустичної емісії до перетворювача найкоротший, а отже і затухання корисного сигналу будуть найменші. Проведені експериментальні дослідження підтвердили правильність вибору місця кріплення датчику. В процесі обробки надійно фіксувалася зміна глибини різання порядку одного мікрону і менше, а вона залежить від мікрогеометрії (хвилястості) кільця. Це дозволяє прогнозувати хвилястість доріжки кочення кільця підшипника на місці відразу після закінчення обробки. 5 Комп’ютерна верстка Д. Шеверун 43793 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of process of grinding
Автори англійськоюMarchuk Viktor Ivanovych, Tsykun Oleksandr Kostiantynovych, Demydiuk Oleksandr Dmytrovych
Назва патенту російськоюСпособ управления процессом шлифования
Автори російськоюМарчук Виктор Иванович, Цикун Александр Константинович, Демидюк Александр Дмитриевич
МПК / Мітки
МПК: B24B 53/00
Мітки: процесом, керування, шліфування, спосіб
Код посилання
<a href="https://ua.patents.su/3-43793-sposib-keruvannya-procesom-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом шліфування</a>
Спосіб шліфування
Номер патенту: 12999
Опубліковано: 15.03.2006
Автори: Дмитріева Світлана Юріївна, Якимов Олексій Олександрович, Якимова Ольга Олександрівна, Якимов Олександр Васильович, Ларшин Василь Петрович
МПК: B24B 1/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування з періодичними зворотно-поступальними рухами шліфувального круга і заготівки, який відрізняється тим, що при кожній зміні напрямку переміщення заготівки змінюють напрямок обертання шліфувального круга, забезпечуючи зустрічне шліфування.
Спосіб шліфування гвинтової канавки гайки кочення
Номер патенту: 11740
Опубліковано: 16.01.2006
Автори: Кальченко Володимир Віталійович, Жадан Олександр Васильович
МПК: B24B 19/02
Мітки: гвинтової, спосіб, шліфування, гайки, канавки, кочення
Формула / Реферат:
Спосіб шліфування гвинтової канавки гайки кочення обертовим абразивним кругом, заправленим по профілю оброблюваної канавки, який при знятті припуску одночасно рухається у радіальному напрямку, у площині, що проходить через осі обертання деталі і круга, та повертається, який відрізняється тим, що при шліфуванні внутрішньої гвинтової канавки гайки кочення і при профілюванні круга його повертають на кут
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Вяльцев Микола Васильович, Молчанов Олександр Дмитрієвич, Бєлов Сергій Геннадійович, Гусєв Володимир Владиленович
МПК: B24B 9/06
Мітки: плоских, шліфування, поверхонь, спосіб
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович
МПК: B24B 1/00
Мітки: некруглих, спосіб, циліндричних, шліфування, кругом, поверхонь, циліндричним
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб автоматичного керування процесом обробки
Номер патенту: 26867
Опубліковано: 10.10.2007
Автори: Вислоух Сергій Петрович, Барабаш Ярослав Васильович
МПК: B23Q 17/22
Мітки: обробки, автоматичного, спосіб, процесом, керування
Формула / Реферат:
Спосіб автоматичного керування процесом обробки, що включає зміну режиму обробки за виміряними значеннями сил різання та температури в зоні обробки, який відрізняється тим, що додатково вимірюють зміну сили різання у часі, вібрації та перетворюють їх значення в енергетичний критерій, який визначають за формулою:де а - товщина зрізу, м; b - ширина...
Попередній патент: Канал вимірювання похилої дальності літальних апаратів з додатковим скануванням
Наступний патент: Спосіб запобігання випиранню підошви гірничих виробок
Випадковий патент: Колектор сонячної енергії та спосіб його виконання (варіанти)