Спосіб шліфування
Номер патенту: 12999
Опубліковано: 15.03.2006
Автори: Якимов Олександр Васильович, Якимова Ольга Олександрівна, Якимов Олексій Олександрович, Ларшин Василь Петрович, Дмитріева Світлана Юріївна
Формула / Реферат
Спосіб шліфування з періодичними зворотно-поступальними рухами шліфувального круга і заготівки, який відрізняється тим, що при кожній зміні напрямку переміщення заготівки змінюють напрямок обертання шліфувального круга, забезпечуючи зустрічне шліфування.
Текст
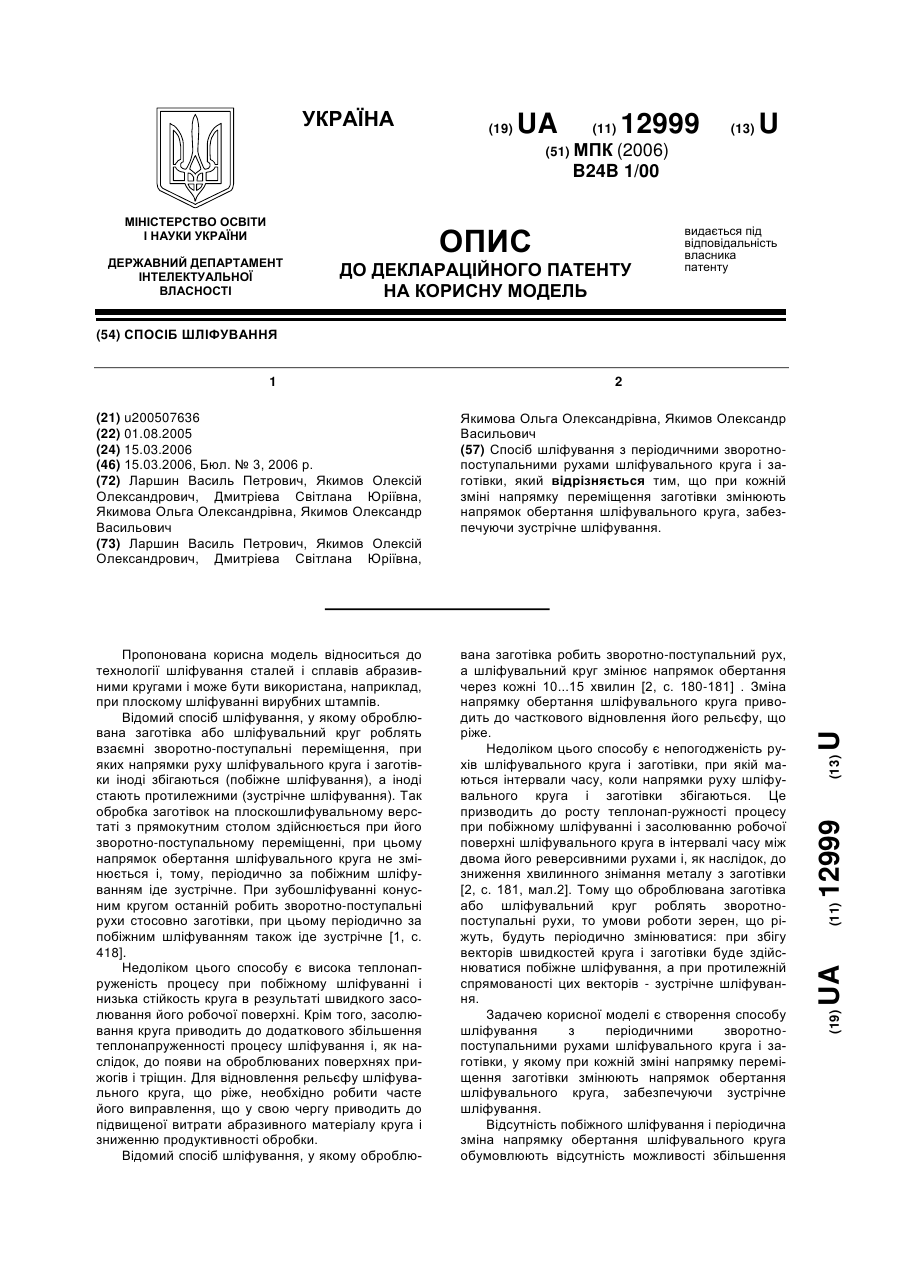
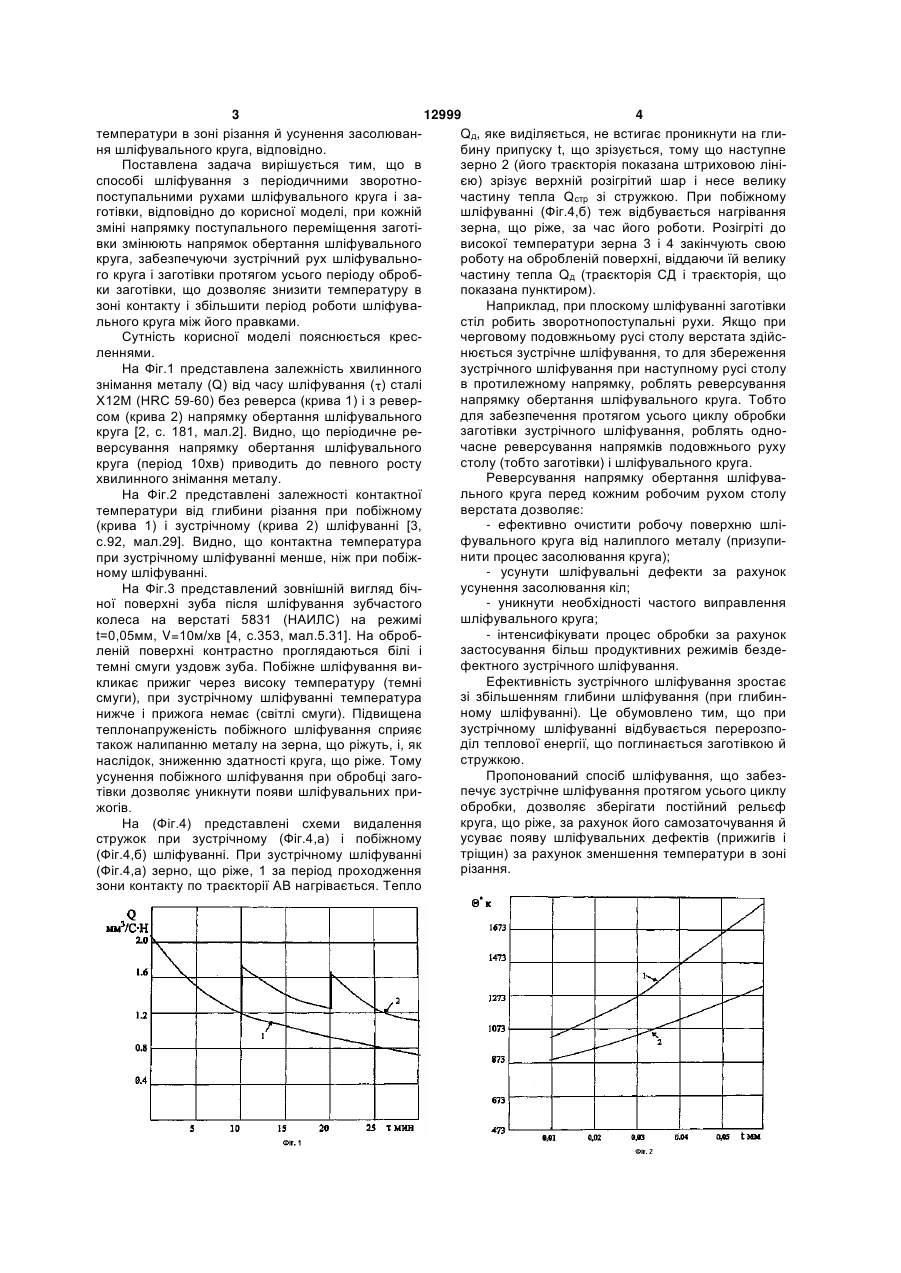
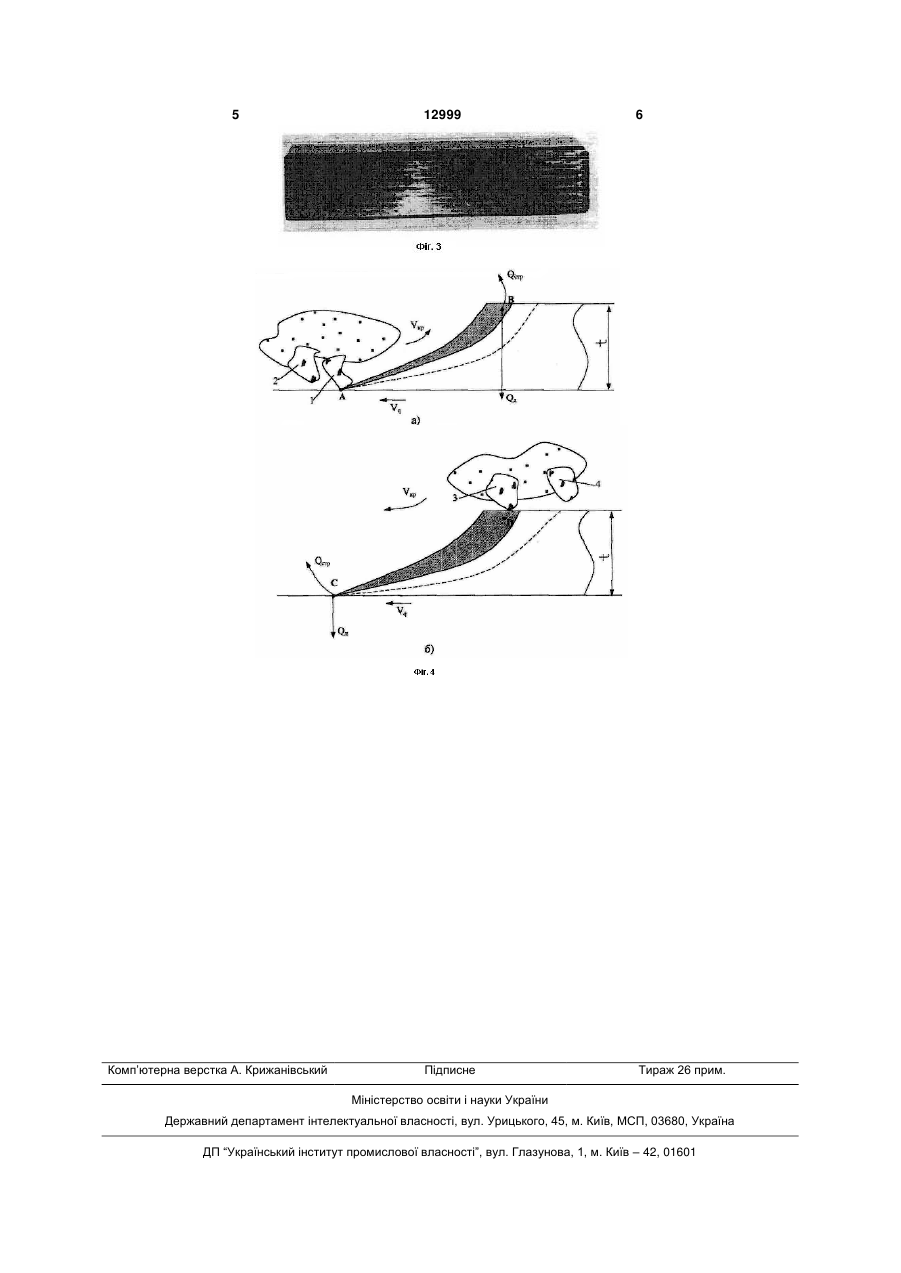
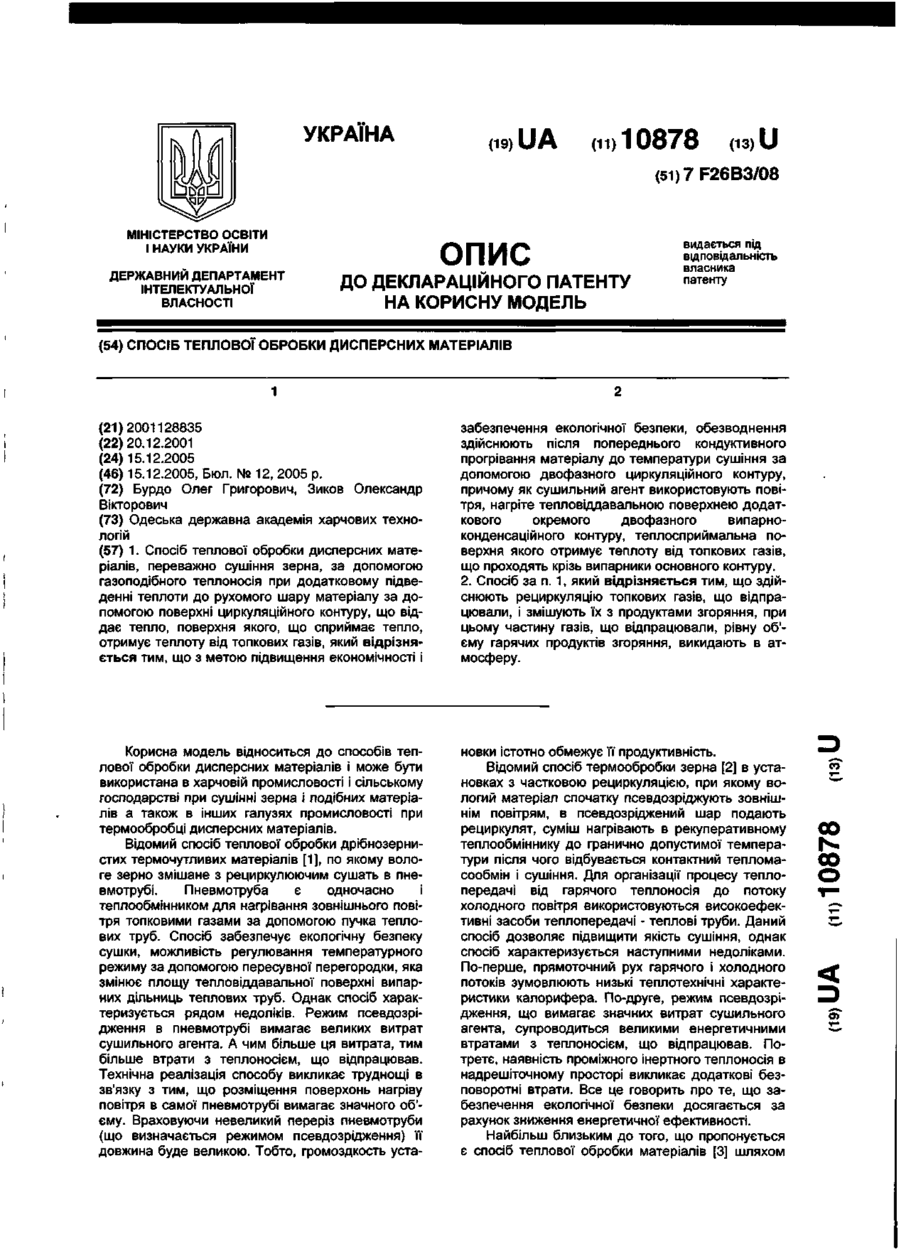
Спосіб шліфування з періодичними зворотнопоступальними рухами шліфувального круга і заготівки, який відрізняється тим, що при кожній зміні напрямку переміщення заготівки змінюють напрямок обертання шліфувального круга, забезпечуючи зустрічне шліфування. (19) (21) u200507636 (22) 01.08.2005 (24) 15.03.2006 (46) 15.03.2006, Бюл. № 3, 2006 р. (72) Ларшин Василь Петрович, Якимов Олексій Олександрович, Дмитріева Світлана Юріївна, Якимова Ольга Олександрівна, Якимов Олександр Васильович (73) Ларшин Василь Петрович, Якимов Олексій Олександрович, Дмитріева Світлана Юріївна, 3 12999 4 температури в зоні різання й усунення засолюванQд, яке виділяється, не встигає проникнути на глиня шліфувального круга, відповідно. бину припуску t, що зрізується, тому що наступне Поставлена задача вирішується тим, що в зерно 2 (його траєкторія показана штриховою лініспособі шліфування з періодичними зворотноєю) зрізує верхній розігрітий шар і несе велику поступальними рухами шліфувального круга і зачастину тепла Qстр зі стружкою. При побіжному готівки, відповідно до корисної моделі, при кожній шліфуванні (Фіг.4,б) теж відбувається нагрівання зміні напрямку поступального переміщення заготізерна, що ріже, за час його роботи. Розігріті до вки змінюють напрямок обертання шліфувального високої температури зерна 3 і 4 закінчують свою круга, забезпечуючи зустрічний рух шліфувальнороботу на обробленій поверхні, віддаючи їй велику го круга і заготівки протягом усього періоду обробчастину тепла Qд (траєкторія СД і траєкторія, що ки заготівки, що дозволяє знизити температуру в показана пунктиром). зоні контакту і збільшити період роботи шліфуваНаприклад, при плоскому шліфуванні заготівки льного круга між його правками. стіл робить зворотнопоступальні рухи. Якщо при Сутність корисної моделі пояснюється кресчерговому подовжньому русі столу верстата здійсленнями. нюється зустрічне шліфування, то для збереження На Фіг.1 представлена залежність хвилинного зустрічного шліфування при наступному русі столу в протилежному напрямку, роблять реверсування знімання металу (Q) від часу шліфування ( ) сталі напрямку обертання шліфувального круга. Тобто Х12М (HRC 59-60) без реверса (крива 1) і з ревердля забезпечення протягом усього циклу обробки сом (крива 2) напрямку обертання шліфувального заготівки зустрічного шліфування, роблять однокруга [2, с. 181, мал.2]. Видно, що періодичне речасне реверсування напрямків подовжнього руху версування напрямку обертання шліфувального столу (тобто заготівки) і шліфувального круга. круга (період 10хв) приводить до певного росту Реверсування напрямку обертання шліфувахвилинного знімання металу. льного круга перед кожним робочим рухом столу На Фіг.2 представлені залежності контактної верстата дозволяє: температури від глибини різання при побіжному - ефективно очистити робочу поверхню шлі(крива 1) і зустрічному (крива 2) шліфуванні [3, фувального круга від налиплого металу (призупис.92, мал.29]. Видно, що контактна температура нити процес засолювання круга); при зустрічному шліфуванні менше, ніж при побіж- усунути шліфувальні дефекти за рахунок ному шліфуванні. усунення засолювання кіл; На Фіг.3 представлений зовнішній вигляд біч- уникнути необхідності частого виправлення ної поверхні зуба після шліфування зубчастого шліфувального круга; колеса на верстаті 5831 (НАИЛС) на режимі - інтенсифікувати процес обробки за рахунок t=0,05мм, V=10м/хв [4, с.353, мал.5.31]. На обробзастосування більш продуктивних режимів безделеній поверхні контрастно проглядаються білі і фектного зустрічного шліфування. темні смуги уздовж зуба. Побіжне шліфування виЕфективність зустрічного шліфування зростає кликає прижиг через високу температуру (темні зі збільшенням глибини шліфування (при глибинсмуги), при зустрічному шліфуванні температура ному шліфуванні). Це обумовлено тим, що при нижче і прижога немає (світлі смуги). Підвищена зустрічному шліфуванні відбувається перерозпотеплонапруженість побіжного шліфування сприяє діл теплової енергії, що поглинається заготівкою й також налипанню металу на зерна, що ріжуть, і, як стружкою. наслідок, зниженню здатності круга, що ріже. Тому Пропонований спосіб шліфування, що забезусунення побіжного шліфування при обробці загопечує зустрічне шліфування протягом усього циклу тівки дозволяє уникнути появи шліфувальних приобробки, дозволяє зберігати постійний рельєф жогів. круга, що ріже, за рахунок його самозаточування й На (Фіг.4) представлені схеми видалення усуває появу шліфувальних дефектів (прижигів і стружок при зустрічному (Фіг.4,а) і побіжному тріщин) за рахунок зменшення температури в зоні (Фіг.4,б) шліфуванні. При зустрічному шліфуванні різання. (Фіг.4,а) зерно, що ріже, 1 за період проходження зони контакту по траєкторії АВ нагрівається. Тепло 5 Комп’ютерна верстка А. Крижанівський 12999 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding
Автори англійськоюLarshyn Vasyl Petrovych, Yakimov Oleksandr Vasyliovych
Назва патенту російськоюСпособ шлифовки
Автори російськоюЛаршин Василий Петрович, Якимов Александр Васильевич
МПК / Мітки
МПК: B24B 1/00
Мітки: спосіб, шліфування
Код посилання
<a href="https://ua.patents.su/3-12999-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович
МПК: B24B 1/00
Мітки: кругом, некруглих, циліндричних, поверхонь, циліндричним, шліфування, спосіб
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ніколенко Олег Миколайович
МПК: B24B 5/00
Мітки: шліфування, випуклих, обертання, криволінійних, поверхонь, спосіб
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Бєлов Сергій Геннадійович, Молчанов Олександр Дмитрієвич, Гусєв Володимир Владиленович, Вяльцев Микола Васильович
МПК: B24B 9/06
Мітки: поверхонь, плоских, шліфування, спосіб
Формула / Реферат:
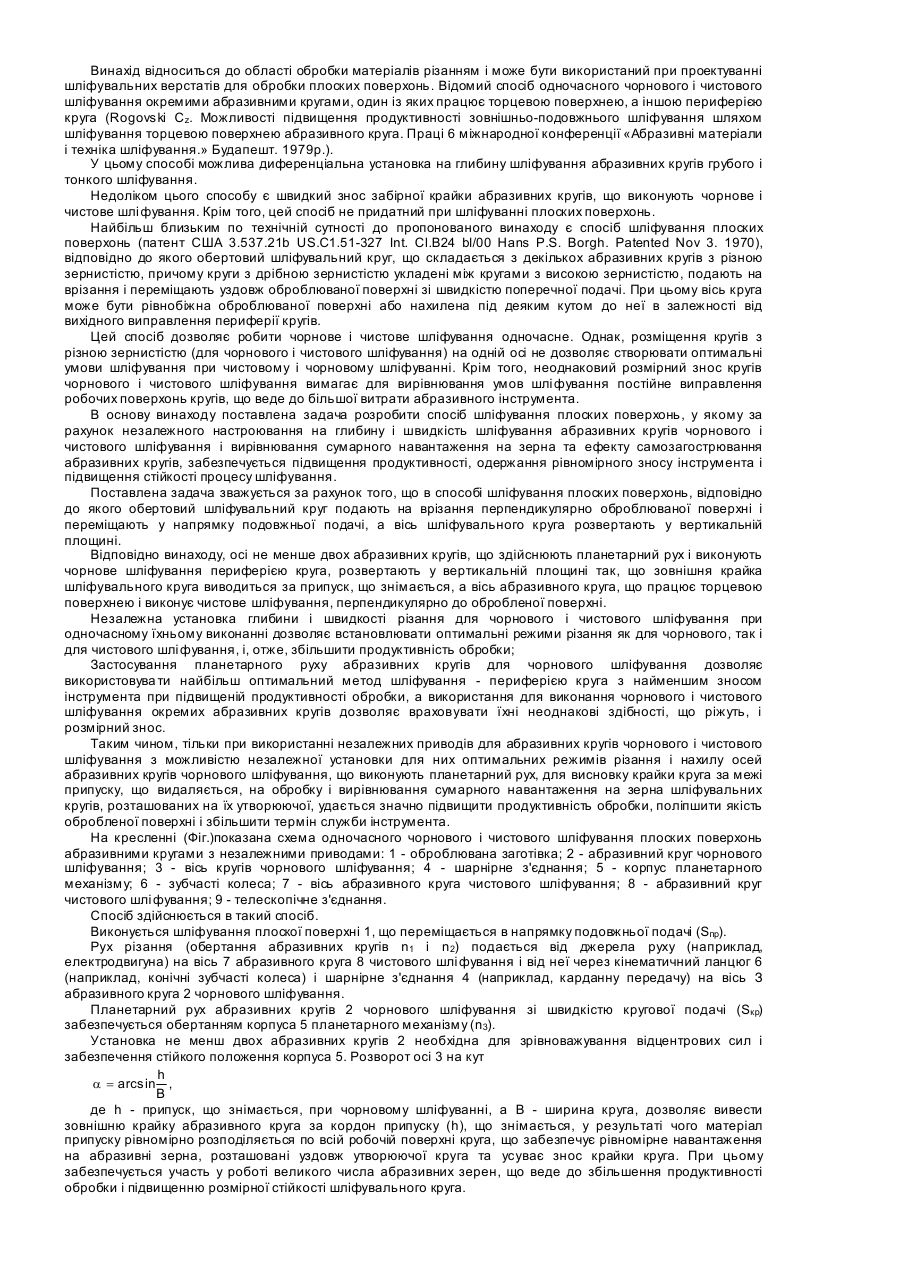
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування гвинтової канавки гайки кочення
Номер патенту: 11740
Опубліковано: 16.01.2006
Автори: Кальченко Володимир Віталійович, Жадан Олександр Васильович
МПК: B24B 19/02
Мітки: шліфування, спосіб, канавки, гайки, гвинтової, кочення
Формула / Реферат:
Спосіб шліфування гвинтової канавки гайки кочення обертовим абразивним кругом, заправленим по профілю оброблюваної канавки, який при знятті припуску одночасно рухається у радіальному напрямку, у площині, що проходить через осі обертання деталі і круга, та повертається, який відрізняється тим, що при шліфуванні внутрішньої гвинтової канавки гайки кочення і при профілюванні круга його повертають на кут
Спосіб шліфування
Номер патенту: 11678
Опубліковано: 16.01.2006
Автори: Сойченко Лілія Анатоліївна, Пестунов Володимир Михайлович
МПК: B23B 47/00
Мітки: шліфування, спосіб
Формула / Реферат:
Спосіб шліфування, при якому в процесі формоутворення заготовці і інструменту надають повний цикл рухів і холостих переміщень, а жорсткість технологічної системи в напрямку утворення розміру поступінчато змінюють, причому врізання шліфувального круга в заготовку обмежують жорстким упором, який відрізняється тим, що в кожному з послідовно виконуваних елементів циклу визначають параметр оптимального управління, а в процесі виконання циклу...
Попередній патент: Автомотриса монтажно-відновлювальна
Наступний патент: Спосіб лікування і профілактики алкогольної та наркозалежності
Випадковий патент: Спосіб оцінки ефективності і противірусної терапії хронічного гломерулонефриту, асоційованого з герпевірусною інфекцією