Спосіб нанесення електродугових покриттів
Номер патенту: 43984
Опубліковано: 10.09.2009
Автори: Дубовий Олександр Миколайович, Жданов Олександр Олександрович, Янковець Татьяна Анатоліївна, Карпеченко Антон Анатолійович


Формула / Реферат
Спосіб нанесення електродугових покриттів, що включає процес формування металевих покриттів шляхом розплавлення дротів-електродів електричною дугою і розпиленням розплавленого металу у бік поверхні, що напилюється, з подальшою термообробкою для зняття залишкових напружень, який відрізняється тим, що напилені електродугові покриття нагрівають до температур в інтервалі 400-1000 °С, витримують протягом 0,5-10 хвилин з наступним охолодженням на повітрі.
Текст
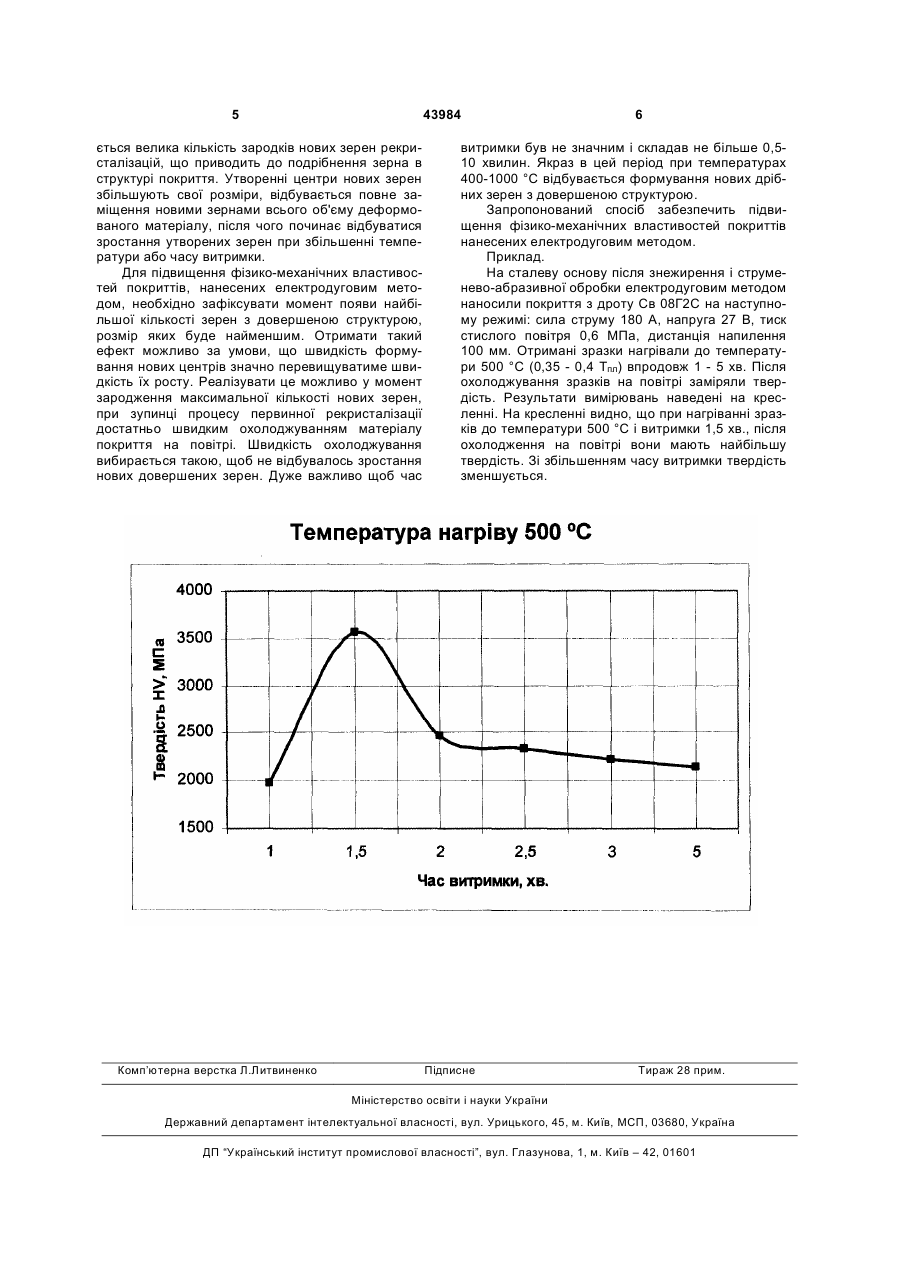
Спосіб нанесення електродугових покриттів, що включає процес формування металевих покриттів шляхом розплавлення дротів-електродів електричною дугою і розпиленням розплавленого металу у бік поверхні, що напилюється, з подальшою термообробкою для зняття залишкових напружень, який відрізняється тим, що напилені електродугові покриття нагрівають до температур в інтервалі 400-1000 °С, витримують протягом 0,510 хвилин з наступним охолодженням на повітрі. (19) (21) u200903877 (22) 21.04.2009 (24) 10.09.2009 (46) 10.09.2009, Бюл.№ 17, 2009 р. (72) ДУБОВИЙ ОЛЕКСАНДР МИКОЛАЙОВИЧ, КАРПЕЧЕНКО АНТОН АНАТОЛІЙОВИЧ, ЯНКОВЕЦЬ ТАТЬЯНА АНАТОЛІЇВНА, ЖДАНОВ ОЛЕКСАНДР ОЛЕКСАНДРОВИЧ (73) НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ КОРАБЛЕБУДУВАННЯ ІМЕНІ АДМІРАЛА МАКАРОВА 3 практиці відомо декілька методів високотемпературного зміцнення напилених покриттів: спікання, просочення, оплавлення, пластична деформація. [Анциферов В.Η., Бобров Г.В., Дружинин Л.К. и др. Порошковая металлургия и напыленные покрытия. М.: Металлургия, 1987. 792 с.]. Вище перераховані способи високотемпературної зміцнюючої обробки приводять до подорожчання покриттів у зв'язку із застосуванням додаткового устаткування і підвищенням енерговитрат. Високотемпературну зміцнюючу обробку важко проводити для виробів, що мають складну конфігурацію. За прототип був обраний спосіб нанесення електродугових покриттів з наступною температурною обробкою, що приводить до підвищення фізико-механічних властивостей покриттів шляхом зняття залишкових напружень. Залишкові або внутрішні напруження в твердому тілі прийнято класифікувати за тими обсягами, в яких вони врівноважуються: напруження І роду властиві макрооб'ємам тіла; напруження II роду виникають при локальній неоднорідності деформації окремих зерен, частина яких може виявитися розтягнутими, а частина - стислими; напруження III роду діють в межах окремих зерен і є наслідком неоднакової відстані між атомами ґратки. Із-за особливостей формування покриттів при напиленні в них діють напруження всіх видів. Зазвичай покриття руйнуються під дією напружень І роду, а межа руйнування проходить між частинками, оскільки зв'язки між ними ослаблені. Напруження II і III роду врівноважуються в об'ємі частинок, що закристалізувалися. Рівень цих напружень буде високим, оскільки пов'язаний з ударом, деформацією, надзвичайно швидкою і нерівномірною кристалізацією та іншими інтенсивними процесами взаємодії напилюваних частинок. Дуже короткий час взаємодії і охолодження не дозволяє релаксувати напруження як в самих частинках, так і по межі між ними в період утворення покриття. Тому високий рівень залишкових напружень в покриттях зберігається після напилення і охолоджування покриттів. Для зняття залишкових напружень зазвичай проводять обробку при загальному нагріві виробу з покриттям до температури 600 - 700 °С. При менших температурах процес релаксації протікає не достатньо активно. [Анциферов В.Η., Бобров Г.В., Дружинин Л.К. и др. Порошковая металлургия и напыленные покрытия. М.: Металлургия, 1987. 792 с.]. При заданих температурних режимах окрім зняття залишкових напружень протікають процеси рекристалізації, що приводить до утворення і зростання зерен з більш довершеною структурою розміром близько 1 мкм і більше. Це приводить до зниження фізико-механічних властивостей покриттів. В основу корисної моделі поставлено завдання підвищення фізико-механічних властивостей покриттів нанесених електродуговим методом. Поставлене завдання реалізується за рахунок способу нанесення електродугових покриттів, що включає процес формування металевих покриттів шляхом розплавлення дротів-електродів електри 43984 4 чною дугою і розпиленням розплавленого металу у бік поверхні, що напилюється, з подальшою термообробкою для зняття залишкових напружень, при цьому напилені електродугові покриття нагрівають до температур в інтервалі 400 -1000°С, витримують протягом 0,5-10 хвилин з наступним охолодженням на повітрі. Внаслідок такої термічної обробки напилених електродугових покриттів забезпечується зняття внутрішніх напружень і подрібнення зерна в структурі покриття, що приводить до підвищення твердості оброблених покриттів і зниження коефіцієнта теплопровідності. Процес формування металевих покриттів електродуговим методом відбувається в специфічних умовах. Плавлення дротів-електродів здійснюється електричною дугою, яка досягає температури 6000 °С. Розплавлений метал при сильному перегріві (Тплавлення £ Тметала £ Ткипіння) за рахунок зменшення поверхневої енергії і дії газового струменя відривається від торців дротів-електродів, диспергується і формується у двохфазний струмінь. Повністю розплавлені краплі металу (для вуглецевих сталей діаметром 30...50 мкм, для інших металів 10... 100 мкм) поблизу поверхні напилення мають швидкість 50-150 м/с, що приводить при зіткненні з основою до великих ступенів їх деформації (приблизно 80 - 95 %). Розплавлені частинки деформуються і набувають форми лусок із співвідношенням товщини до діаметру 1:15...1:20, про що свідчить чітко виражена шарувата структура покриттів. Як відомо, великі ступені деформації (більше 70 - 80 %) призводять до подрібнення зерен в результаті ковзання, яке відбувається на великі відстані. При нагріві пластично деформованого металу відбувається процес усунення внутрішніх напружень і слідів наклепу, який складається з двох стадій: повернення і рекристалізації. Формування нових зерен рекристалізації відбувається на ділянках з найбільшою щільністю дислокацій, в першу чергу на межах зерен. Чим вище ступінь деформації, тим більше формується центрів рекристалізації, а розмір сформованих центрів залежить від їх кількості. Звідси витікає, що в результаті нанесення металевих покриттів електродуговим методом відбувається сильна деформація частинок розплавленого металу і подрібнення зерен. При подальшому нагріванні покриттів до температур 400- 1000 °С, що відповідає температурному порогу рекристалізації, відбувається формування нових більш дрібних зародків первинної рекристалізації з більш довершеною структурою. Такі фізико-механічні властивості як твердість і теплопровідність істотно залежать від розміру зерен. Тому одним із способів поліпшення цих показників є зменшення розмірів зерен, яке досягається появою нових з більш довершеною структурою дрібних зерен рекристалізації в деформованому матеріалі. При нагріванні напиленого електродуговим методом покриття до температури початку рекристалізації матеріалу покриття, у деформованому матеріалі покриття, починає відбуватися процес первинної рекристалізації. Завдяки великій кількості дислокацій і меж деформованих зерен утворю 5 43984 ється велика кількість зародків нових зерен рекристалізацій, що приводить до подрібнення зерна в структурі покриття. Утворенні центри нових зерен збільшують свої розміри, відбувається повне заміщення новими зернами всього об'єму деформованого матеріалу, після чого починає відбуватися зростання утворених зерен при збільшенні температури або часу витримки. Для підвищення фізико-механічних властивостей покриттів, нанесених електродуговим методом, необхідно зафіксувати момент появи найбільшої кількості зерен з довершеною структурою, розмір яких буде найменшим. Отримати такий ефект можливо за умови, що швидкість формування нових центрів значно перевищуватиме швидкість їх росту. Реалізувати це можливо у момент зародження максимальної кількості нових зерен, при зупинці процесу первинної рекристалізації достатньо швидким охолоджуванням матеріалу покриття на повітрі. Швидкість охолоджування вибирається такою, щоб не відбувалось зростання нових довершених зерен. Дуже важливо щоб час Комп’ютерна верстка Л.Литвиненко 6 витримки був не значним і складав не більше 0,510 хвилин. Якраз в цей період при температурах 400-1000 °С відбувається формування нових дрібних зерен з довершеною структурою. Запропонований спосіб забезпечить підвищення фізико-механічних властивостей покриттів нанесених електродуговим методом. Приклад. На сталеву основу після знежирення і струменево-абразивної обробки електродуговим методом наносили покриття з дроту Св 08Г2С на наступному режимі: сила струму 180 А, напруга 27 В, тиск стислого повітря 0,6 МПа, дистанція напилення 100 мм. Отримані зразки нагрівали до температури 500 °С (0,35 - 0,4 Тпл) впродовж 1 - 5 хв. Після охолоджування зразків на повітрі заміряли твердість. Результати вимірювань наведені на кресленні. На кресленні видно, що при нагріванні зразків до температури 500 °С і витримки 1,5 хв., після охолодження на повітрі вони мають найбільшу твердість. Зі збільшенням часу витримки твердість зменшується. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of electroarc coatings
Автори англійськоюDubovyi Oleksandr Mykolaiovych, Karpechenko Anton Anatoliovych, Yankovets Tatiana Anatoliivna, Zhdanov Oleksandr Oleksandrovych
Назва патенту російськоюСпособ нанесения электродуговых покрытий
Автори російськоюДубовый Александр Николаевич, Карпеченко Антон Анатольевич, Янеовец Татьяна Анатольевна, Жданов Александр Александрович
МПК / Мітки
МПК: C23C 4/00
Мітки: спосіб, покриттів, нанесення, електродугових
Код посилання
<a href="https://ua.patents.su/3-43984-sposib-nanesennya-elektrodugovikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення електродугових покриттів</a>
Спосіб нанесення дискретних зносостійких покриттів
Номер патенту: 33410
Опубліковано: 15.02.2001
Автори: Ляшенко Борис Артемович, Єрмолаєв Володимир Васильович
МПК: C23C 4/02
Мітки: спосіб, дискретних, зносостійких, нанесення, покриттів
Текст:
...окремого фрагменту покриття під час роботи деталі навіть па відкритому повітрі виникають ;они контактної коровії через різницю величин електродних потенціалів матеріалів покриття і основи й наявності агресивного еередоішша. Тому мають місце випадки, коли при контактних навантаженнях в умовах фретінг-корозії до вичерпання прогнозованого строку експлуатації - ресурсу, покриття руйнується. R основу передбачуваного винаходу покладене завдання...
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Бьорнс Стівен Майкл, Менчетті Джон Уілліам
МПК: C23C 14/00, C23C 16/00, B05C 13/00
Мітки: установці, нанесення, пристосування, модульного, використання, установка, пристрій, деталі, покриттів, спосіб, типу
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Спосіб одержання композиційних електродугових покриттів
Номер патенту: 19967
Опубліковано: 15.01.2007
Автори: Мажейко Олександр Йосипович, Студент Михайло Михайлович, Похмурський Василь Іванович, Маркович Сергій Іванович
МПК: C23C 4/00
Мітки: спосіб, одержання, композиційних, покриттів, електродугових
Формула / Реферат:
Спосіб одержання композиційних електродугових покриттів, який включає електродугове розпилення двох різнорідних електродних матеріалів, який відрізняється тим, що одним із електродних дротів вибирають маловуглецеву м'яку сталь, твердість якої не перевищує 1500 МПа, а другим вибирають порошковий дріт системи легування Fe-Cr-B-C.
Порошковий дріт для одержання зносостійких електродугових покриттів
Номер патенту: 40721
Опубліковано: 27.04.2009
Автори: Дзьоба Юрій Васильович, Сидорак Іван Йосипович, Похмурський Василь Іванович, Студент Михайло Михайлович
МПК: B32B 15/00, C23C 4/00, B22F 7/00
Мітки: електродугових, одержання, порошковий, покриттів, дріт, зносостійких
Формула / Реферат:
Порошковий дріт для одержання зносостійких електродугових покриттів, що містить стальну оболонку та порошкову шихту, який відрізняється тим, що порошкова шихта містить порошки боровмісної лігатури 40-70 % мас. та алюмінію 30-60 % мас.
Спосіб нанесення зносостійких покриттів
Номер патенту: 84770
Опубліковано: 25.11.2008
Автори: Кравчук Андрій Валентинович, Волкогон Володимир Михайлович, Бобер Михайло Вікторович, Аврамчук Світлана Костянтинівна, Сорока Олена Борисівна, Кліманов Олександр Сергійович, Антонюк Віктор Степанович
Мітки: нанесення, покриттів, спосіб, зносостійких
Формула / Реферат:
Спосіб нанесення зносостійких покриттів, який включає формування струмопровідних покриттів електричним розрядом щонайменше одним електродом, виконаним з матеріалу, який вибирають із матеріалів з різними фізико-механічними властивостями та складом легуючих елементів для забезпечення фізико-механічних характеристик поверхні, який відрізняється тим, що попередньо легуючий матеріал покриття у вигляді порошку закріплюють на листову діелектричну...
Попередній патент: Спосіб приготування цементобетонної суміші
Наступний патент: Акумуляторна батарея підвищеної надійності
Випадковий патент: Пристрій для відбирання проб лляної трести з рулонів