Спосіб газотермічного напилення
Номер патенту: 4542
Опубліковано: 28.12.1994
Автори: Борисов Юрій Сергійович, Мурашов Анатолій Петрович, Коржик Володимир Миколайович, Фіалко Наталія Михайлівна, Чернишов Олександр Володимирович
Формула / Реферат
Способ газотермического напыления, преимущественно аморфизирующихся материалов, включающий создание спутного потока газа или жидкости, истекающего из насадка под углом к направлению газопорошкового потока, отличающийся тем, что напыление осуществляют с использованием насадка, образующая которого описывается выражением:
![]()
а объемный расход спутного потока и дистанцию напыления выбирают из следующих интервалов:
![]()
![]() ,
,
где ![]() - текущее значение радиуса насадка.
- текущее значение радиуса насадка.
![]() - текущее значение расстояния от среза сопла.
- текущее значение расстояния от среза сопла.
![]() - длина насадка,
- длина насадка,
![]() - минимальный внутренний радиус насадка.
- минимальный внутренний радиус насадка.
![]() - максимальный внутренний радиус насадка,
- максимальный внутренний радиус насадка,
![]() - угол истечения газопорошковой струи,
- угол истечения газопорошковой струи,
![]() - объемный расход газопорошковой струи,
- объемный расход газопорошковой струи,
![]() - объемный расход спутного потока,
- объемный расход спутного потока,
![]() - скорость звука в газопорошковом потоке,
- скорость звука в газопорошковом потоке,
![]() - отношение избыточных давлений спутного и газопорошкового потоков.
- отношение избыточных давлений спутного и газопорошкового потоков.
Текст
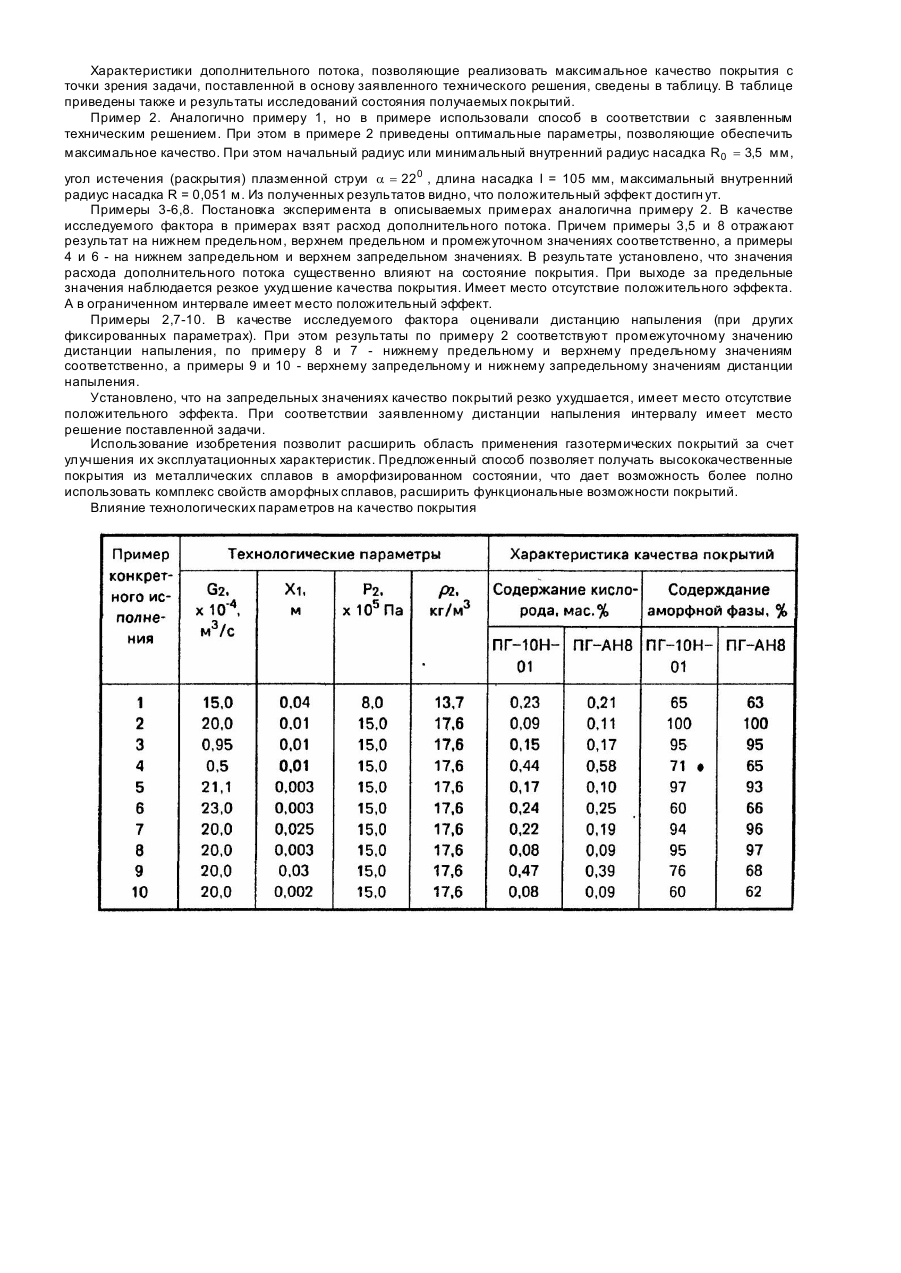
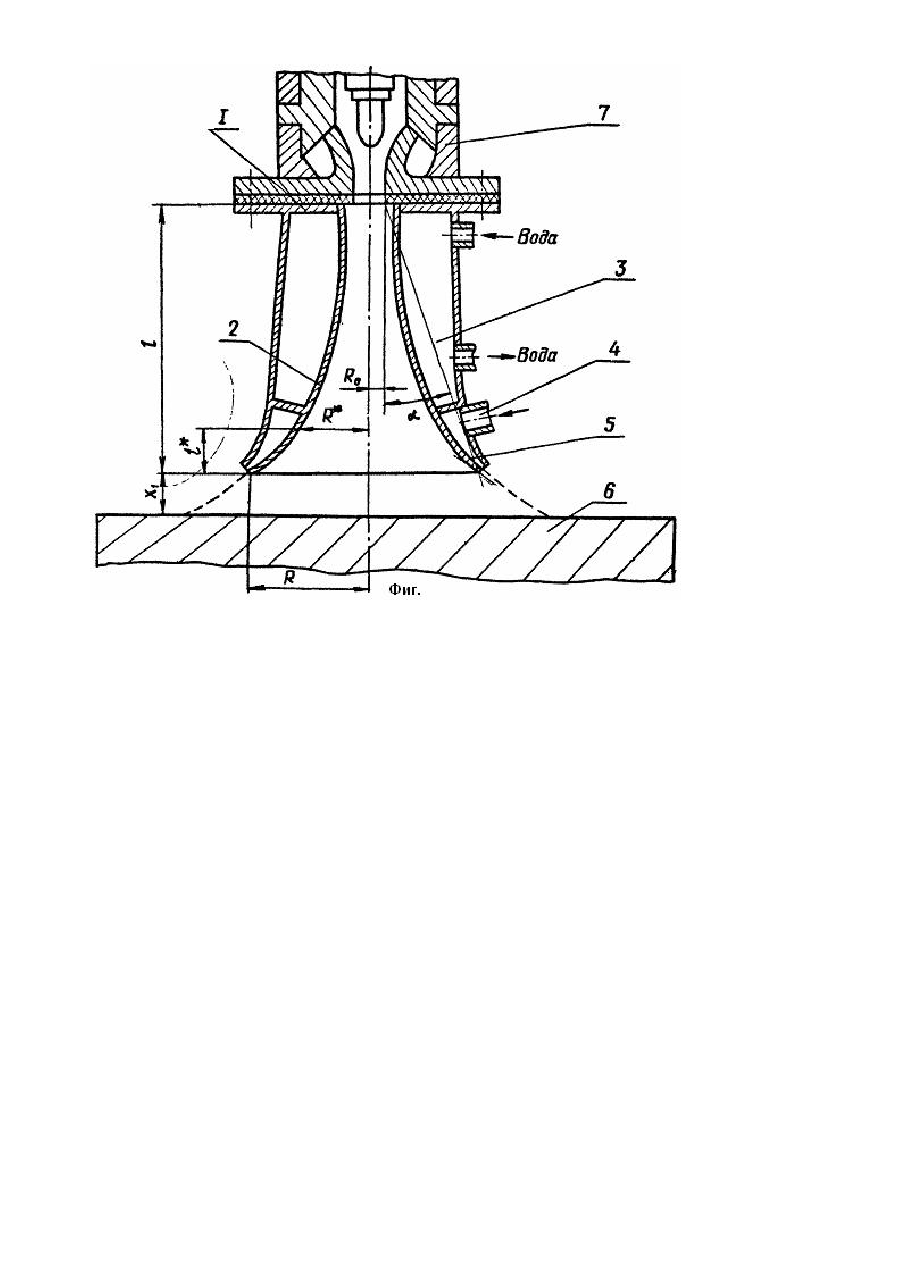
Изобретение относится к области металлургии, более конкретно к нанесению покрытий газотермическими методами, в частности плазменным напылением, и может быть использовано в металлургии, машиностроении, авиационной промышленности и т.п. Одно из применений изобретения - получение аморфизированных покрытий, которые позволяют достичь нового сочетания повышенных механических, физических и химических свойств. В процессе нанесения газотермических покрытий имеет место ряд явлений, которые приводят к снижению его качества: взаимодействие напыляемого материала с компонентами атмосферы, нагрев покрытия газопорошковой струёй. Ввиду этого в покрытии присутствует значительное количество оксидов, растворенных газов, что приводит к изменению химического состава и эксплуатационных характеристик. Перегрев покрытия в процессе напыления приводит к значительным термическим напряжениям. Большинство известных способов напыления не обеспечивают комплексной защиты формируемого покрытия, не позволяют получать высококачественные аморфизированные покрытия. Наиболее близким по технической сущности и достигаемому результату к заявленному техническому решению является способ газотермического напыления, преимущественно аморфизирующихся материалов, включающий создание спутного потока газа или жидкости, истекающего из насадка под углом к направлению газопорошкового потока [1]. Недостатками известного способа является то, что при напылении обеспечивается сжатие газопорошковой струи с увеличением вероятности взаимного термического влияния частиц друг на друга в процессе формирования покрытия. Это, в свою очередь, приводит к росту термических напряжений в покрытии и неблагоприятно сказывается при напылении покрытий с низкой термической стабильностью, например, при формировании покрытий с аморфной структурой, что не позволяет использовать их уникальные свойства. В основу изобретения поставлена задача усовершенствования способа газотермического напыления путем преобразования пространственно-временной структуры газопорошкового потока, что обеспечивает повышение количества аморфной фазы в формируемом покрытии и за счет этого - улучшение качества покрытий (по пористости, прочности сцепления с основой, однородности и т.д.), а также их эксплуатационных характеристик (износостойкости, коррозионной стойкости и т.д.). Поставленная задача решается тем, что в способе газотермического напыления, преимущественно аморфизирующихся материалов, включающем создание спутного потока газа или жидкости, истекающего из насадка под углом к направлению газопорошкового потока, согласно изобретению, напыление осуществляют с использованием насадка, образующая которого описывается выражением R* = R 0 + tg a × ei*/ R0 -R а объемный расход вещества спутного потока и дистанцию напыления выбирают из следующих интервалов, соответственно: 0,15 × G1 - 0,33 × a × R 2 / l 1,5 × G 2 . × l / a × R - 0,5 × R , где R * - текущее значение радиуса насадка; I* - текущее значение расстояния от среза сопла; I - длина насадка; R0 - минимальный внутренний радиус насадка; R - максимальный внутренний радиус насадка; a - угол истечения газопорошковой струи; G 1 - объемный расход газопорошковой струи; G 2 - объемный расход спутного потока; a - скорость звука в газопорошковом потоке; l - отношение избыточных давлений спутного и газопорошкового потоков. На чертеже представлена принципиальная схема способа (конструктивное исполнение насадка) с указанием необходимых размерностей и обозначений. Обозначения на фиг. 1: І - длина насадка, Χ1 - дистанция напыления, R0 - минимальный радиус насадка, R * - текущее значение радиуса насадка, I* - текущее значение длины насадка, R - максимальный радиус насадка, a -угол истечения плазменной струи. Соотношения, приведенные в отличительной части формулы изобретения, получены на основе анализа и систематизации экспериментальных данных, которые были получены в процессе оптимизации технологических и конструкционных параметров. В примерах конкретного исполнения изменяли расход дополнительной струи, расстояние от торца насадка до напыляемой поверхности. Пример 1. В качестве базы для сравнения использовали способ в соответствии с описанием прототипа. На установке УПУ-ЗД с плазмотроном ПП-25 фиксировали насадку с цилиндрическим газодинамическим профилем длиной 120 мм, начальным радиусом R0 = 0,0035 м и значениями радиусов кольцевого сопла: R = 0,043 м, R =0,048 1 м, где R - максимальный радиус кольцевого сопла. Контроль изменения параметров проводили с 1 помощью датчиков температуры и давления, установленных в магистралях подачи расходуемых газов, измерение плотности проводили при помощи пьезометров постоянного объема. Для напыления использовали следующие порошки аморфизирующи хся сплавов: ПГ-10Н-01, ПГ-АН8 фракции 0/50. Содержание кислорода в покрытии определяли на газоанализаторе фирмы "Леко", объемное содержание аморфной фазы - при помощи дифрактометра Дрон 2,0. В качестве плазмообразующего газа применяли аргон со следующими параметрами: G1 = 5 х10-4 м 3/с, а = 319,3 м/с, r 1 =1,717 кг/м 3, P1 = 105 Па, Характеристики дополнительного потока, позволяющие реализовать максимальное качество покрытия с точки зрения задачи, поставленной в основу заявленного технического решения, сведены в таблицу. В таблице приведены также и результаты исследований состояния получаемых покрытий. Пример 2. Аналогично примеру 1, но в примере использовали способ в соответствии с заявленным техническим решением. При этом в примере 2 приведены оптимальные параметры, позволяющие обеспечить максимальное качество. При этом начальный радиус или минимальный внутренний радиус насадка R0 = 3,5 мм, угол истечения (раскрытия) плазменной струи a = 220 , длина насадка I = 105 мм, максимальный внутренний радиус насадка R = 0,051 м. Из полученных результатов видно, что положительный эффект достигн ут. Примеры 3-6,8. Постановка эксперимента в описываемых примерах аналогична примеру 2. В качестве исследуемого фактора в примерах взят расход дополнительного потока. Причем примеры 3,5 и 8 отражают результат на нижнем предельном, верхнем предельном и промежуточном значениях соответственно, а примеры 4 и 6 - на нижнем запредельном и верхнем запредельном значениях. В результате установлено, что значения расхода дополнительного потока существенно влияют на состояние покрытия. При выходе за предельные значения наблюдается резкое ухудшение качества покрытия. Имеет место отсутствие положительного эффекта. А в ограниченном интервале имеет место положительный эффект. Примеры 2,7-10. В качестве исследуемого фактора оценивали дистанцию напыления (при других фиксированных параметрах). При этом результаты по примеру 2 соответствуют промежуточному значению дистанции напыления, по примеру 8 и 7 - нижнему предельному и верхнему предельному значениям соответственно, а примеры 9 и 10 - верхнему запредельному и нижнему запредельному значениям дистанции напыления. Установлено, что на запредельных значениях качество покрытий резко ухудшается, имеет место отсутствие положительного эффекта. При соответствии заявленному дистанции напыления интервалу имеет место решение поставленной задачи. Использование изобретения позволит расширить область применения газотермических покрытий за счет улучшения их эксплуатационных характеристик. Предложенный способ позволяет получать высококачественные покрытия из металлических сплавов в аморфизированном состоянии, что дает возможность более полно использовать комплекс свойств аморфных сплавов, расширить функциональные возможности покрытий. Влияние технологических параметров на качество покрытия
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of gas-thermal spraying
Автори англійськоюMurashov Anatolii Petrovych, Korzhyk Volodymyr Mykolaiovych, Chernyshov Oleksandr Volodymyrovych, Borysov Yurii Serhiiovych
Назва патенту російськоюСпособ газотермического напыления
Автори російськоюМурашов Анатолий Петрович, Коржик Владимир Николаевич, Чернышев Александр Владимирович, Борисов Юрий Сергеевич
МПК / Мітки
МПК: C23C 4/00
Мітки: напилення, газотермічного, спосіб
Код посилання
<a href="https://ua.patents.su/3-4542-sposib-gazotermichnogo-napilennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб газотермічного напилення</a>
Спосіб та пристрій для газотермічного напилення покриттів
Номер патенту: 4541
Опубліковано: 28.12.1994
Автори: Фіалко Наталія Михайлівна, Стухляк Петро Данилович, Мурашов Анатолій Петрович, Коржик Володимир Миколайович, Борисов Юрій Сергійович, Чернишов Олександр Володимирович
МПК: B23K 10/00, B05B 7/02
Мітки: пристрій, напилення, спосіб, газотермічного, покриттів
Формула / Реферат:
1. Способ газотермического напыления покрытий, при котором по периферии газопорошковой плазменной струи подают охлаждающую жидкость, отличающийся тем, что охлаждающую жидкость подают без завихрения под давлением, превышающим давление в газопорошковой плазменной струе.2. Способ по п. 1, отличающийся тем, что избыточное давление жидкости не превышает 0,55 МПа.3. Способ по пп. 1, 2, отличающийся тем, что напыление производят при...
Пристрій для газотермічного нанесення покриттів

Номер патенту: 3746
Опубліковано: 27.12.1994
Автори: Пехньо Михайло Іванович, Кошовий Володимир Вікторович, Голубець Володимир Михайлович, Цихан Олексій Іванович
МПК: B05B 7/16
Мітки: пристрій, газотермічного, нанесення, покриттів
Формула / Реферат:
Устройство для газотермического нанесения покрытий, содержащее ствол, состоящий из камеры сгорания и конечной секции ствола, систему подачи газов, порошковый питатель и воспламенитель горючей смеси газов, соединенный с блоком управления электроразрядами, отличающееся тем, что устройство снабжено дополнительными воспламенителями горючей смеси, размещенными в камере сгорания и в конечной секции ствола и соединенными с блоком управления...
Спосіб електродугового напилення металів
Номер патенту: 1182
Опубліковано: 30.12.1993
Автори: Петров Станіслав Володимирович, Рудой Андрій Павлович, Карп Ігор Миколайович
МПК: C23C 4/12
Мітки: металів, спосіб, напилення, електродугового
Формула / Реферат:
Способ электродугового напыления покрытий, преимущественно стальных, включающий подачу одного из расходуемых электродов соосно распыляющему газовому потоку и подачу второго расходуемого электрода под углом 20-80° к первому, регулирование производительности напыления изменением тока дуги и распыление расплавленного металла продуктами сгорания смеси углеводородов с воздухом, отличающийся тем, что коэффициент расхода воздуха на сжигание...
Спосіб нанесення покриттів

Номер патенту: 2947
Опубліковано: 26.12.1994
Автори: Лінський Микола Федорович, Барановський Анатолій Михайлович, Цикало Сергій Михайлович
Мітки: нанесення, покриттів, спосіб
Формула / Реферат:
Способ нанесения покрытий плазменным напылением порошкообразного металлического материала, включающий введение в плазменную струю газовой взвеси порошкообразного металлического материала и подачу его на подложку, отличающийся тем, что газовую взвесь порошкообразного материала вводят в плазменную струю со сверхзвуковой скоростью.
Спосіб детонаційного нанесення покриттів
Номер патенту: 4038
Опубліковано: 27.12.1994
Автори: Мухин Олексій Павлович, Проволоцький Олександр Євдокимович, Шмирьова Тетяна Петрівна, Гришин Володимир Сергійович
МПК: C23C 4/00
Мітки: нанесення, покриттів, спосіб, детонаційного
Формула / Реферат:
Способ детонационного нанесения покрытий, включающий послойное напыление порошка материала покрытия,отличающийся тем, что напыление слоев чередуют со струйно-абразивной обработкой абразивом, твердость которого меньше, чем твердость материала покрытия, при соотношении толщины напыляемых слоев к диаметру частицы абразива 0,4-0,7.
Попередній патент: Спосіб та пристрій для газотермічного напилення покриттів
Наступний патент: Клапан скидання тиску
Випадковий патент: Спосіб виявлення дендритних клітин тимусу та селезінки у лабораторних тварин