Спосіб детонаційного нанесення покриттів
Номер патенту: 4038
Опубліковано: 27.12.1994
Автори: Шмирьова Тетяна Петрівна, Гришин Володимир Сергійович, Проволоцький Олександр Євдокимович, Мухин Олексій Павлович
Формула / Реферат
Способ детонационного нанесения покрытий, включающий послойное напыление порошка материала покрытия,отличающийся тем, что напыление слоев чередуют со струйно-абразивной обработкой абразивом, твердость которого меньше, чем твердость материала покрытия, при соотношении толщины напыляемых слоев к диаметру частицы абразива 0,4-0,7.
Текст
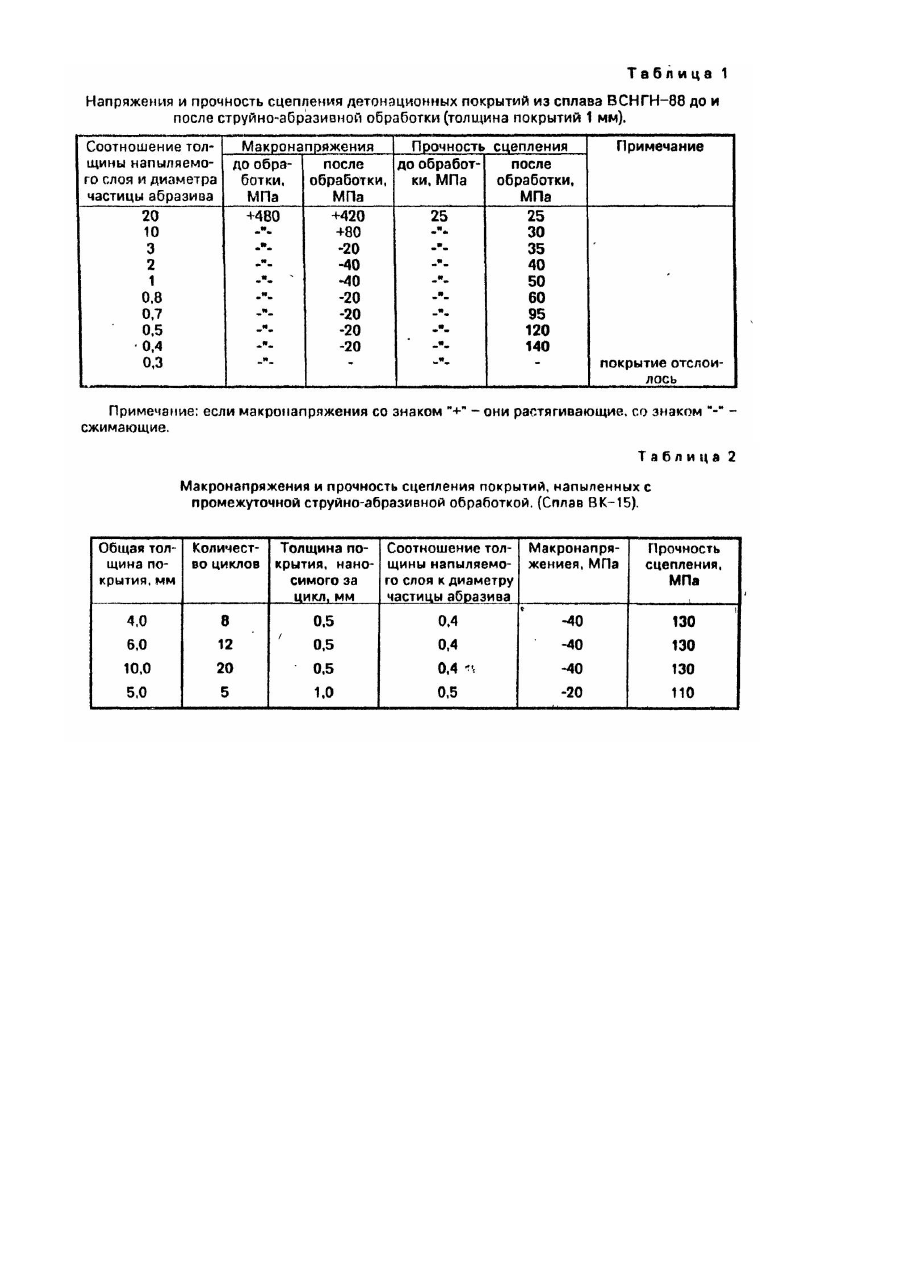
Изобретение относится к области металлургии, в частности, к способам нанесения металлических покрытий. Известен способ детонационного нанесения покрытий, обеспечивающий получение покрытий толщиной до 1 мм при практически полном отсутствии макронапряжений. Это достигается путем чередования при напылении гранулометрического состава порошка. Недостаток способа заключается в том, что хорошее качество покрытия получено авторами только для порошков на основе Ni и Со, т.е. способ применим для ограниченного круга материалов. Кроме того, необходимость чередования различных фракций порошка при напылении затрудняет применение способа в промышленности (гранулометрический состав выпускаемых порошков регламентирован ГОСТом и не всегда возможно подобрать требуемые фракции). Задачей изобретения является усовершенствование способа детонационного нанесения покрытий путем уменьшения остаточных растягивающих макронапряжений на значительной глубине подложки, что позволяет получить покрытия большой толщины с высокой адгезией к подложке. Поставленная задача решается тем, что в способе детонационного нанесения покрытий, включающем послойное напыление порошка материала покрытия, согласно изобретению, напыление слоев чередуют со струйно-абразивной обработкой абразивом, твердость которого меньше, чем твердость материала покрытия, при соотношении толщины напыляемых слоев к диаметру частицы абразива 0,4-0,7. Твердость абразива должна быть меньше твердости покрытия для того, чтобы стр уйно-абразивная обработка не приводила к абразивному износу покрытия - уменьшению его толщины за счет воздействия абразива. Соотношение толщины покрытия h и диаметра частицы абразива σ играет следующую роль. При струйно-абразивной обработке глубина воздействия на металл составляет ~ 1/3 диаметра частицы абразива. При обработке покрытия на такой глубине создаются сжимающие напряжения, которые компенсируют растягивающие напряжения, существующие в покрытии, и уменьшают уровень искажений кристаллической решетки, фактически снимают макронапряжения. При h/d 0,7, то глубина воздействия абразива недостаточно велика (< 1/2 глубины напыленного слоя) и существенного уменьшения остаточных макронапряжений не происходит. Чередование напыления и струйно-абразивной обработки обеспечивает последовательное снижение остаточных растягивающих макронапряжений при увеличении общей толщины покрытия. Одноразовая обработка поверхности уже полностью нанесенного покрытия позволяет компенсировать макронапряжения только в поверхностной зоне, что при большой толщине покрытия малоэффективно, т.е. не достигается технический результат - получение покрытий большой толщины с высокой адгезией к подложке. Проводили детонационное напыление порошков сплавов ВК-15 и ВСНГН-88 (фракции 60-100 мкм) на полированные пластины из стали 45. Напыление проводили при помощи детонационной установки с длиной ствола 1500 мм, внутренним диаметром 25 мм, глубина подачи порошка 1300 мм, расход его за цикл 80 мг, расстояние от среза ствола до подложки - 150 мм. Напыление вели при полном заполнении ствола, при соотношении в детонирующей смеси С2Н2/О2 = 0.9. Струйно-абразивную обработку проводили при давлении струи 0,5 МПа, угле атаки 30°, концентрации абразивных частиц 20% по массе, длине струи 50мм в течение 1 мин. Абразив - полиэтиленовые шарики различного диаметра. Исследование макронапряжений проводили на рентгеновском дифрактометре ДРОН-2 в железном излучении, исследования по прочности сцепления - на универсальной испытательной машине FU-10000eZ по шти фтовой методике. Результаты исследований макронапряжений и прочности сцепления представлены в таблицах 1 и 2. Как видно из результатов, представленных в таблицах 1 и 2, при соотношении толщины покрытия к диаметру частицы абразива 0,4-0,7 способ обеспечивает нанесение покрытий из исследованных сплавов толщиной до 10 мм, с пониженным уровнем макронапряжений и высокой адгезией к подложке.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for detonation coating application
Автори англійськоюShmyriova Tetiana Petrivna, Mukhyn Oleksii Pavlovych, Provolotskyi Oleksandr Yevdokymovych, Hryshyn Volodymyr Serhiiovych
Назва патенту російськоюСпособ детонационного нанесения покрытий
Автори російськоюШмирева Татьяна Петровна, Мухин Алексей Павлович, Проволоцкий Алесандр Евдокимович, Гришин Владимир Сергеевич
МПК / Мітки
МПК: C23C 4/00
Мітки: спосіб, покриттів, детонаційного, нанесення
Код посилання
<a href="https://ua.patents.su/2-4038-sposib-detonacijjnogo-nanesennya-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб детонаційного нанесення покриттів</a>
Спосіб нанесення покриттів

Номер патенту: 2947
Опубліковано: 26.12.1994
Автори: Цикало Сергій Михайлович, Лінський Микола Федорович, Барановський Анатолій Михайлович
Мітки: нанесення, покриттів, спосіб
Формула / Реферат:
Способ нанесения покрытий плазменным напылением порошкообразного металлического материала, включающий введение в плазменную струю газовой взвеси порошкообразного металлического материала и подачу его на подложку, отличающийся тем, что газовую взвесь порошкообразного материала вводят в плазменную струю со сверхзвуковой скоростью.
Композиційний дріт для нанесення покриттів
Номер патенту: 1803
Опубліковано: 25.10.1994
Автори: Міліченко Андрій Семенович, Матвійшин Євген Миколайович, Кононов Георгій Володимирович
МПК: C23C 4/10
Мітки: композиційний, дріт, нанесення, покриттів
Формула / Реферат:
Композиционная проволока для нанесення покрытий, выполненная из металлической оболочки и сердечника, содержащего окислы циркония, отличающаяся тем, что, с целью повышения технологичности проволоки, износостойкости, прочности сцепления и антифрикционных свойств покрытий, оболочка выполнена из никеля, а сердечник дополнительно содержит алюминий при следующем соотношении компонентов сердечника, мас.%:окислы...
Пристрій для газотермічного нанесення покриттів

Номер патенту: 3746
Опубліковано: 27.12.1994
Автори: Кошовий Володимир Вікторович, Голубець Володимир Михайлович, Пехньо Михайло Іванович, Цихан Олексій Іванович
МПК: B05B 7/16
Мітки: газотермічного, покриттів, нанесення, пристрій
Формула / Реферат:
Устройство для газотермического нанесения покрытий, содержащее ствол, состоящий из камеры сгорания и конечной секции ствола, систему подачи газов, порошковый питатель и воспламенитель горючей смеси газов, соединенный с блоком управления электроразрядами, отличающееся тем, что устройство снабжено дополнительными воспламенителями горючей смеси, размещенными в камере сгорания и в конечной секции ствола и соединенными с блоком управления...
Флюс для нанесення алюмоцинкових покриттів
Номер патенту: 1386
Опубліковано: 25.03.1994
Автори: Проскурін Євген Васильович, Власова Валентина Петрівна, Гладуш Василь Макарович, Сухомлін Андрій Іванович, Сидорова Наталія Миколаївна, Зехов Сергій Васильович, Мітніков Ілля Юхимович, Вербицька Альбіна Олександрівна, Норвилло Надія Юріївна
МПК: C23C 2/30
Мітки: нанесення, алюмоцинкових, флюс, покриттів
Формула / Реферат:
Флюс для нанесения алюмоцинковых покрытий на стальные изделия, содержащий хлористый цинк, хлористый натрий, хлористый литий и воду, отличающийся тем, что флюс дополнительно содержит карналлит и кислый сернокислый калий при следующем соотношении компонентов, г/л:
Пристрій для нанесення покриттів у вакуумі

Номер патенту: 2363
Опубліковано: 26.12.1994
Автори: Кривоніс Михайло Григорович, Береснєв Вячеслав Мартинович, Швець Олег Михайлович, Толок Володимир Тарасович, Лимар Володимир Пилипович, Гриценко Валерій Іванович
МПК: C23C 14/40
Мітки: покриттів, вакуумі, нанесення, пристрій
Формула / Реферат:
Устройство для нанесения покрытий в вакууме, содержащее рабочую камеру с размещенными в ней электродуговым испарителем и подложкодержателем, отличающееся тем, что в него введен ВЧ-генератор с согласующей системой, состоящей из конденсатора переменной емкости, соединенного с коаксиальным кабелем изменяемой длины, центральная жила которого соединена с подложкодержателем, а экран - с рабочей камерой.
Попередній патент: Спосіб отвердження окремих ділянок заготовки верху взуття та пристрій для його здійснення
Наступний патент: Спосіб ультразвукового контролю конічних різьбових з’єднань з упорними виступами
Випадковий патент: Пристрій для моделювання нейрона