Спосіб електронно-променевого наплавлення
Номер патенту: 46128
Опубліковано: 15.05.2002
Автори: Кучук-Яценко Сергій Іванович, ТРИГУБ Микола Петрович, Патон Борис Євгенович, ДЕРЕЧА Олександр Якович
Формула / Реферат
1. Спосіб електронно-променевого наплавлення, що включає формування зони оплавлення на поверхні виробу електронним променем з лінійною розгорткою двох або декількох паралельних ліній, подачу матеріалу, який наплавляють, в зону оплавлення першої лінії розгортки і переміщення виробу, який відрізняється тим, що матеріал, який наплавляється, присаджують на поверхню виробу при досягненні температури поверхні (0,90...0,95)Тпл,
де Тпл - температура плавлення матеріалу виробу, К,
і ущільнюють прокаткою з наступним проплавленням на всю його товщину, при цьому виріб після наплавки переміщують між валками.
2. Спосіб електронно-променевого наплавлення по п. 1, який відрізняється тим, що матеріал, який наплавляють, присаджують у вигляді гранул або стрічки.
Текст
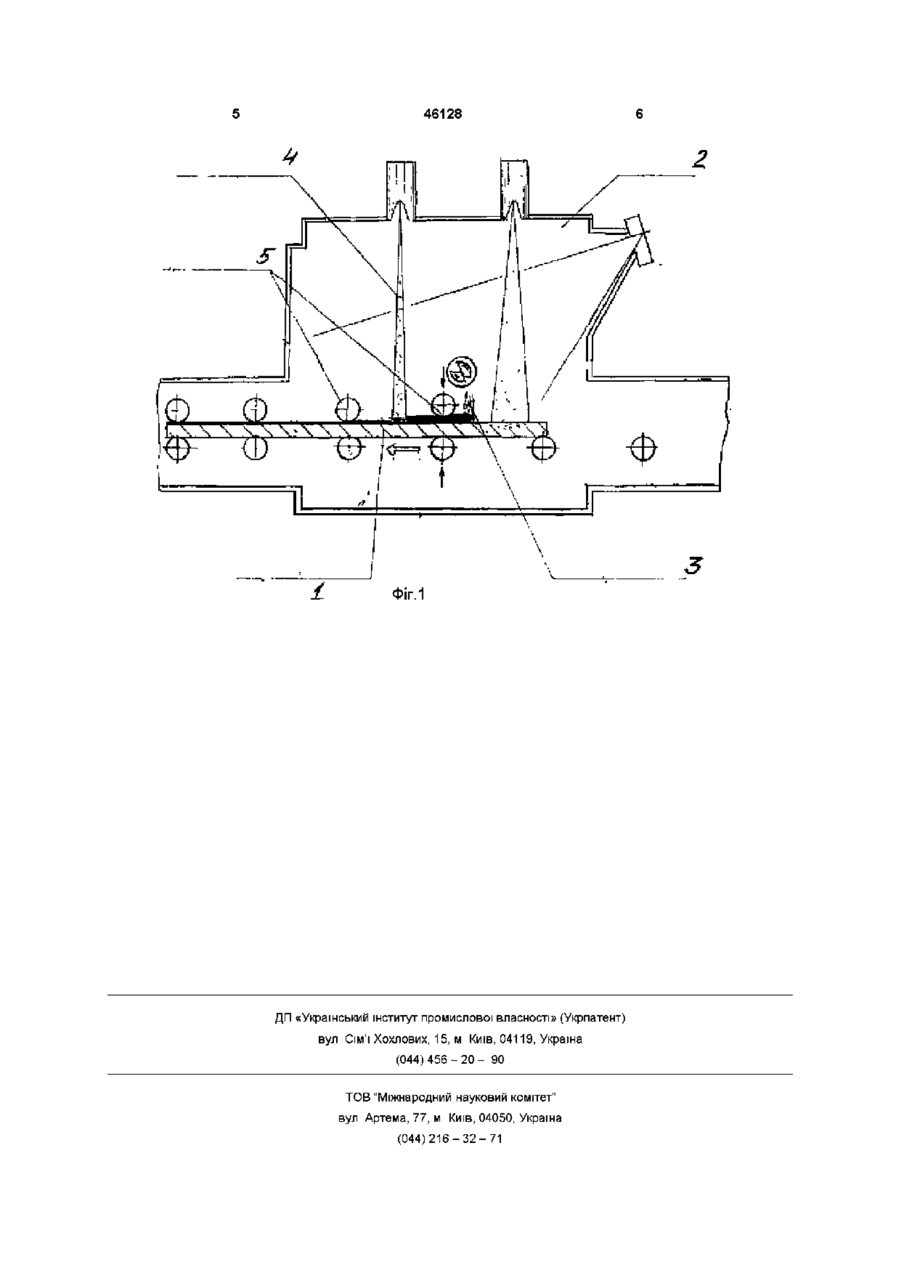
1 Спосіб електронно-променевого наплавлення, що включає формування зони оплавлення на поверхні виробу електронним променем з ЛІНІЙНОЮ розгорткою двох або декількох паралель Винахід відноситься до області спеціальної електрометалургії, зокрема до способу ведення наплавки виробів електронним променем Відомий спосіб електронно-променевої наплавки, при якому матеріал, який наплавляється /порошок/, вдувається в ванну розплавленого металу, або наноситься попередньо на поверхню виробу в вигляді пасти і розплавляється електронним променем [1] Відомий також спосіб наплавки електронним променем, суть якого полягає в подачі суцільного або порошкового дроту, роздільний нагрів і плавлення основного і присадкового матеріалу [1] Такі способи мають низьку продуктивність процесу наплавки, відносно малу товщину шару, який наплавляється, підвищені вимоги до поверхні виробу та присадкового матеріалу, які потребують попередньої підготовки Найбільш близьким по технічній суті є спосіб електронно-променевої наплавки, при якому на поверхні виробу формують зону обплавлення електронним променем з ЛІНІЙНОЮ розгорткою двох або декількох паралельних ЛІНІЙ, подачу порошкового матеріалу, який наплавляється, в зону першої лінії розгортки і переміщення виробу [2] Недоліки вказаного способу полягають в нестабільності електричного і технологічного режимів проведення процесу наплавки внаслідок "ви них ЛІНІЙ, подачу матеріалу, який наплавляють, в зону оплавлення першої лінії розгортки і переміщення виробу, який відрізняється тим, що матеріал, який наплавляється, присаджують на поверхню виробу при досягненні температури поверхні (0,90 0,95)Тпл, де Тпл - температура плавлення матеріалу виробу, К, і ущільнюють прокаткою з наступним проплавленням на всю його товщину, при цьому виріб після наплавки переміщують між валками 2 Спосіб електронно-променевого наплавлення по п 1, який відрізняється тим, що матеріал, який наплавляють, присаджують у вигляді гранул або стрічки дування частинок порошкового матеріалу, який наплавляється, при його надходженні на поверхню виробу Це призводить до частих електричних розрядів джерела нагріву, зниження швидкості наплавки і підвищення витрат матеріалу, який наплавляється При цьому важко забезпечити рівномірність розподілення порошкового матеріалу, який наплавляється, по поверхні виробу, що знижує якість наплавки Процес наплавки габаритних і тонкостінних виробів може супроводжуватись їх короблениям в результаті напружень і деформацій, В основу винаходу поставлена задача підвищення ефективності процесу електроннопроменевої наплавки, а саме продуктивності, виходу придатного і якості наплавки Поставлена задача вирішується таким чином, що у відомому способі електронно-променевої наплавки, суть якого полягає в формуванні зони обплавлення на поверхні виробу електронним променем з ЛІНІЙНОЮ розгорткою двох або декількох паралельних ЛІНІЙ , подачі порошкового матеріалу, який наплавляється, в зону першої лінії розгортки і переміщення виробу, матеріал, який наплавляється, присаджують на поверхню виробу при досягненні температури /0,90 0,95/ Тпл (Тпл температура плавлення матеріалу виробу, К) і q 00 (О 46128 ти і нагрівають поверхню виробу ЛІНІЙНОЮ розгортущільнюють прокаткою з наступним проплавленкою електронного променя 4 /по ширині листа/ ням на всю його товщину, при цьому виріб після При досягненні температури в діапазоні наплавки переміщують між валками, а матеріал, /0,90 0,95/ Тпл на поверхню виробу присаджують який наплавляється, присаджують у вигляді гранул матеріал, що наплавляється у вигляді порошку та або стрічки гранул з бункера шнековим постачальником або Порівняльний аналіз рішення, яке заявляєтьстрічку в бухті Виріб привідними валками переміся, з прототипом показує, що спосіб який заявлящують горизонтально і разом з присадженим мається, відрізняється від відомого тим, що матеріал, теріалом подають між прокатними валками 5 до який наплавляється, присаджують при досягненні яких прикладається зусилля Зусилля прокатки температури /0,90 0,95/ Тпл на поверхні виробу і контролюють для одержання потрібної ЩІЛЬНОСТІ ущільнюють з подальшим його проплавленням на присадкового матерілу і досягнення гарантованого всю його товщину, при цьому виріб після наплавки з'єднання компонентів наплавки Потім генерують переміщують між валками, а матеріал, який нарозгортку електронного променя паралельну лінії плавляється, подають у вигляді гранул або стрічпрокатки, збільшують потужність нагрівання і проки Таким чином спосіб, що заявляється, відповіплавляють матеріал, що наплавляється, на всю дає критерію винаходу "новизна" його глибину Виріб після наплавки переміщують Аналіз відомих технічних рішень /аналогів/ в між валками в яких відбувається правка з одночадосліджуваній області - спеціальній електрометасним охолодженням до температури при якій колургії, суміжних областях /зварювання/ дозволяроблен-ня неможливе ють зробити висновок про відсутність в них ознак з суттєвими ВІДМІННИМИ ознаками в способі, що заПриклад являється і визнати рішення, яке заявляється, таЕлектронно-променева наплавка листа із ким ,що відповідає критерію "суттєві ВІДМІНИ" конструкційної сталі 09ГЕС зносостійким матеріалом "стеліт" відбувалася в установці типу УЕ-121 Присадка матеріалу, який наплавляється, на Установка містить три електронні гармати аксіальповерхню виробу при досягненні її температури в ного типу "ЕПА-300" і споряджена прокатними інтервалі /0,90 0,95/Тпл забезпечує високу якість /обжимними/ і направляючими валками Робочий наплавки При цій температурі відбувається видавакуум в камері плавки складав 0,133 0,066Па лення забруднень, окалини і дефектів в поверхнеТовщина оброблюваного листа 10 мм, при габаривому шарі виробу, а наступна прокатка з матеріатах листа 1000 х 2000мм, а товщина шару наплавлом, який наплавляється, приводить до з'єднання ки - 6мм Швидкість наплавки складала 150 кг/год, компонентів наплавки за рахунок часткового обдовготривалість процесу наплавки - 1год Юхв, плавлення або високотемпературної дифузії Крім або 2,0год з підготовчими операціями Потужність, того, відбувається рівномірне розподілення, ущіяка витрачається, на нагрівання і плавлення льнення і дегазація матеріалу, який наплавляєть300кВт Процес наплавки листа відбувався за ся, що гарантує при наступному обплавленні ододин прохід Температура по верхні листа в зоні накову товщину наплавленого шару і стабільність наплавки підтримувалась електронним нагрівом в технологічного процесу без відключень джерела інтервалі 1380 20 С, і контролювалась оптичним нагріву пірометром Зусилля прокатки складало 70МПа Переміщення готового виробу після наплавки між привідними валками, що охолоджуються, виріОхолодження листа після наплавки відбуваловнює його, а також ускорює охолодження його в ся в камері між валками на протязі ЗОхв Потім вакуумі проводять розгерметизацію установки і вивантажують лист Вихід придатного складає 97,0 - 98,0% Поряд з порошковим присадковим матеріапо матеріалу, який наплавляється лом, метод дозволяє вводити матеріал, який наплавляється, в вигляді гранул або стрічки і досягаПроцес наплавки проводять у ВІДПОВІДНОСТІ З ти при цьому високої швидкості наплавки описом, викладеним в заявці Процес проходить Процес електронно-променевої наплавки постабільно, безперервно, з достатньо високою прояснюється кресленням, де на фіг 1 показана схема дуктивністю, що і гарантує високу якість наплавки технологічного процесу наплавки виробів плоскої Лвтература форми /листа/ і здійснюється наступним чином 1 Справочник по наплавке И А толстое, Виріб 1 розміщують на привідні валки в плавильній Е А Короткое Челябинск, Металлургия, 1990 -С камері 2 електронно-променевої установки і зава215-224 нтажують матеріал 3,що наплавляється, в бункер 2 Патент России 02118243 от 17 12 93г МКИ з подаючим пристроєм Після герметизації камери 15/00 установку вакуумують до досягнення робочого вакууму Включають живлення електронної гарма 46128 ФІГ.1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюPaton Borys Yevhenovych, Kuchuk-Yatsenko Serhii Ivanovych, Tryhub Mykola Petrovych, Derecha Oleksandr Yakovych
Автори російськоюПатон Борис Евгеньевич, Кучук-Яценко Сергей Иванович, Тригуб Николай Петрович, ДЕРЕЧА Александр Яковлевич
МПК / Мітки
МПК: B23K 15/00, C22B 9/22, C22B 9/04
Мітки: наплавлення, електронно-променевого, спосіб
Код посилання
<a href="https://ua.patents.su/3-46128-sposib-elektronno-promenevogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевого наплавлення</a>
Спосіб електронно-променевого одержання покриттів, вільних від лідерів
Номер патенту: 32758
Опубліковано: 15.04.2002
Автори: Белявін Олександр Федорович, Топал Валерій Іванович, Братусь Василій Яковлевич
МПК: C23C 14/30
Мітки: покриттів, одержання, вільних, лідерів, спосіб, електронно-променевого
Формула / Реферат:
1. Спосіб електронно-променевого одержання покриттів, вільних від лідерів, який включає електронно-променеве нагрівання зливка матеріалу покриття, його випаровування і подальше фізичне осадження парового потоку на нагрітій основі у вакуумі, який відрізняється тим, що випаровують зливок і осаджують паровий потік при температурах осадження Тосадж., швидкостях подачі зливка Vзл. і швидкості осадження парового потоку Vосадж., які вибирають у...
Піч електронно-променевого переплаву
Номер патенту: 38014
Опубліковано: 15.05.2001
Автори: Чайка Микола Васильович, Цибань Ігор Володимирович, Смітюх Григорій Євдокимович, Семенов Генадій Степанович, ДЕРЕЧА Олександр Якович
Мітки: електронно-променевого, піч, переплаву
Формула / Реферат:
Піч електронно-променевого переплаву, яка містить: вакуумну плавильну камеру та пристиковані до неї камеру зливка з механізмом витягування, кришку з електронними гарматами, камерою завантаження шихти, яка переплавляється, та механізмом подачі шихти, вузлом плавлення, рафінування та кристалізації, який відрізняється тим, що камера завантаження містить два чи більше змінних живильника з лопатою, що розташовані на візку і мають можливість...
Спосіб електронно-променевого лиття
Номер патенту: 20887
Опубліковано: 07.10.1997
Автори: Жук Генадій Віліорович, Пап Петро Аркадійович, ТРИГУБ Микола Петрович
МПК: B22D 23/00
Мітки: електронно-променевого, спосіб, лиття
Формула / Реферат:
Способ электронно-лучевого литья, включающий плавление расходуемой заготовки электронным лучом в вакууме, формирование направленного потока высокодисперсных капель расплава за счет центробежного распыления жидкого металла с боковой поверхности цилиндрической заготовки, осаждение их на нагретую формообразующую поверхность и кристаллизацию капель на ней в слиток, заготовку детали или покрытие, отличающийся тем, что формообразующую поверхность...
Електронна гармата з лінійним термокатодом для електронно-променевого нагрівання
Номер патенту: 40664
Опубліковано: 15.08.2001
Автори: Гречанюк Микола Іванович, Кучеренко Павло Петрович, Дятлова Олена Костянтинівна, ПІЮК Євген Леонідович
МПК: H01J 29/48
Мітки: електронно-променевого, електронна, нагрівання, термокатодом, лінійним, гармата
Формула / Реферат:
Електронна гармата з лінійним термокатодом для електронно-променевого нагрівання, яка містить прискорювальний анод, з'єднаний високовольтними ізоляторами з катодним вузлом, до складу якого входять корпус, плоский ізолятор, змонтований в зазначеному корпусі, лінійний термокатод, встановлений в двох катодотримачах на корпусі, один з яких рухомий і з'єднаний з корпусом через плоский ізолятор за допомогою щонайменше двох струмопровідних пружин...
Спосіб електронно-променевого лиття диспергуванням
Номер патенту: 42792
Опубліковано: 15.11.2001
Автори: Пап Петро Аркадійович, Жук Генадій Віліорович, Патон Борис Євгенович, ТРИГУБ Микола Петрович
МПК: B22D 23/00
Мітки: спосіб, електронно-променевого, диспергуванням, лиття
Формула / Реферат:
Способ электронно-лучевого литья диспергированием, включающий плавление расходуемой заготовки электронным лучом в вакууме, образование потока капель расплава, перенос и равномерное распределение на нагретую формообразующую поверхность и кристаллизацию капель на ней в слиток, заготовку детали или покрытие, отличающийся тем, что формируют направленный поток высокодисперсных капель расплава за счет центробежного распыления жидкого металла с...
Попередній патент: Клапан радіатора та пристрій для його герметизації
Наступний патент: Спосіб і пристрій для видобутку сировини з побічних продуктів та залишкових речовин
Випадковий патент: Конусний наконечник для безтраншейного руйнування трубопроводів