Піч електронно-променевого переплаву
Номер патенту: 38014
Опубліковано: 15.05.2001
Автори: Смітюх Григорій Євдокимович, Цибань Ігор Володимирович, Семенов Генадій Степанович, ДЕРЕЧА Олександр Якович, Чайка Микола Васильович
Формула / Реферат
Піч електронно-променевого переплаву, яка містить: вакуумну плавильну камеру та пристиковані до неї камеру зливка з механізмом витягування, кришку з електронними гарматами, камерою завантаження шихти, яка переплавляється, та механізмом подачі шихти, вузлом плавлення, рафінування та кристалізації, який відрізняється тим, що камера завантаження містить два чи більше змінних живильника з лопатою, що розташовані на візку і мають можливість пересування по ньому за допомогою рухливої балки та двох консольне закріплених на ній штанг, які, укріплені і на бокових стінках живильника, а рухома балка зв'язана з кареткою ланцюгового механізму подачі шихти за допомогою важільного фіксатора, замкненого при пересуванні живильника та розімкненого в положенні, в якому штовхач на каретці механізму подачі шихти спарений з лопатою через паз в задний стінці живильника.
Текст
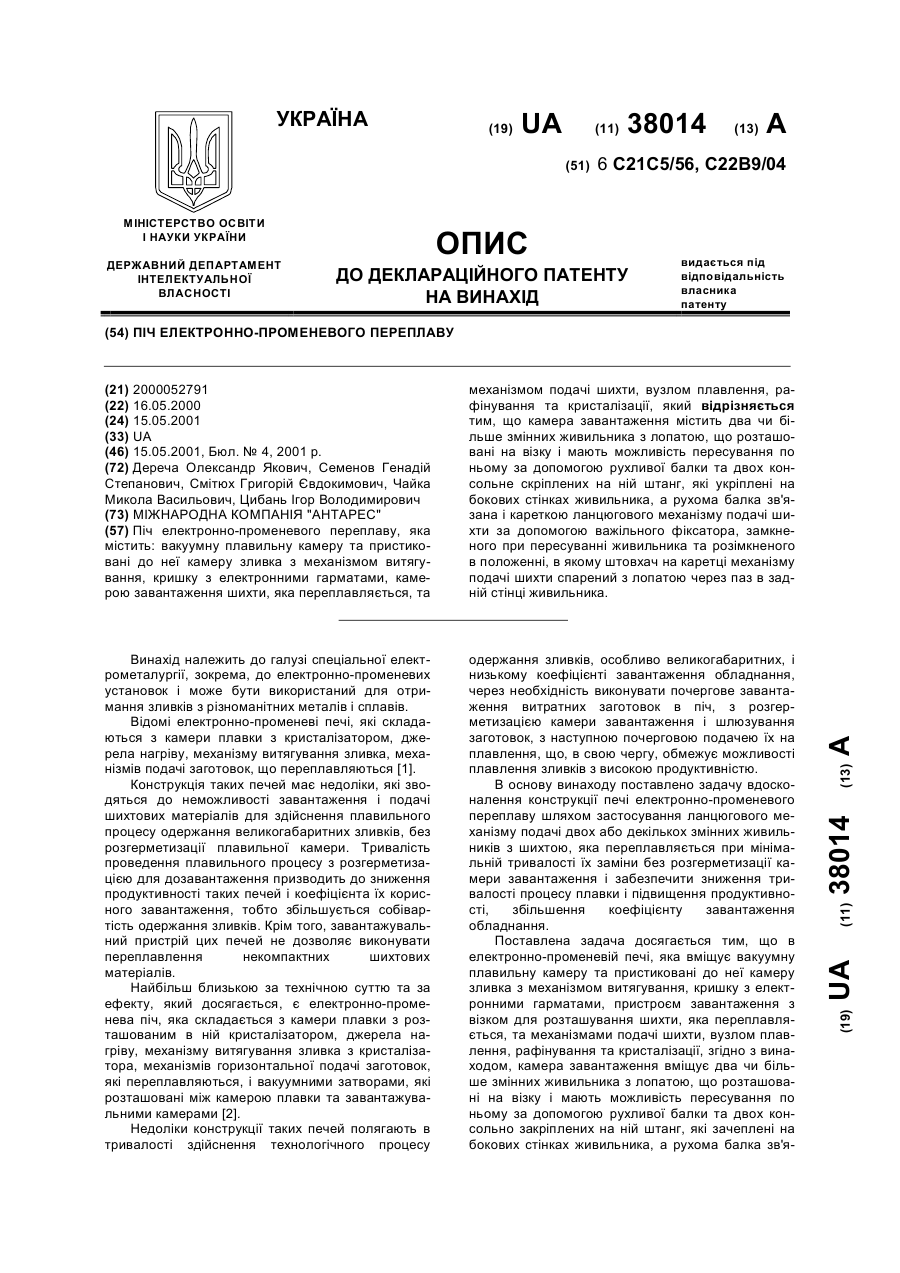
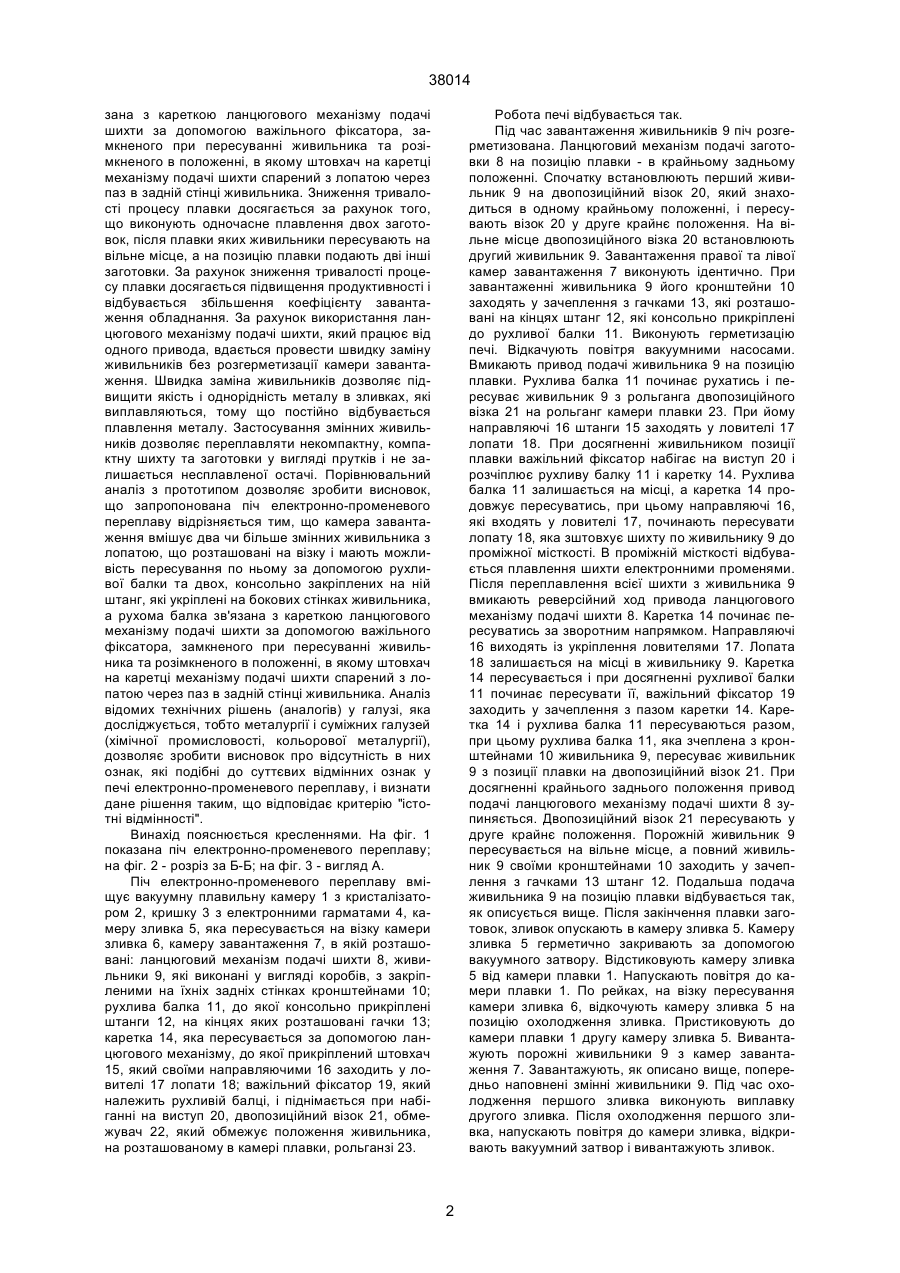
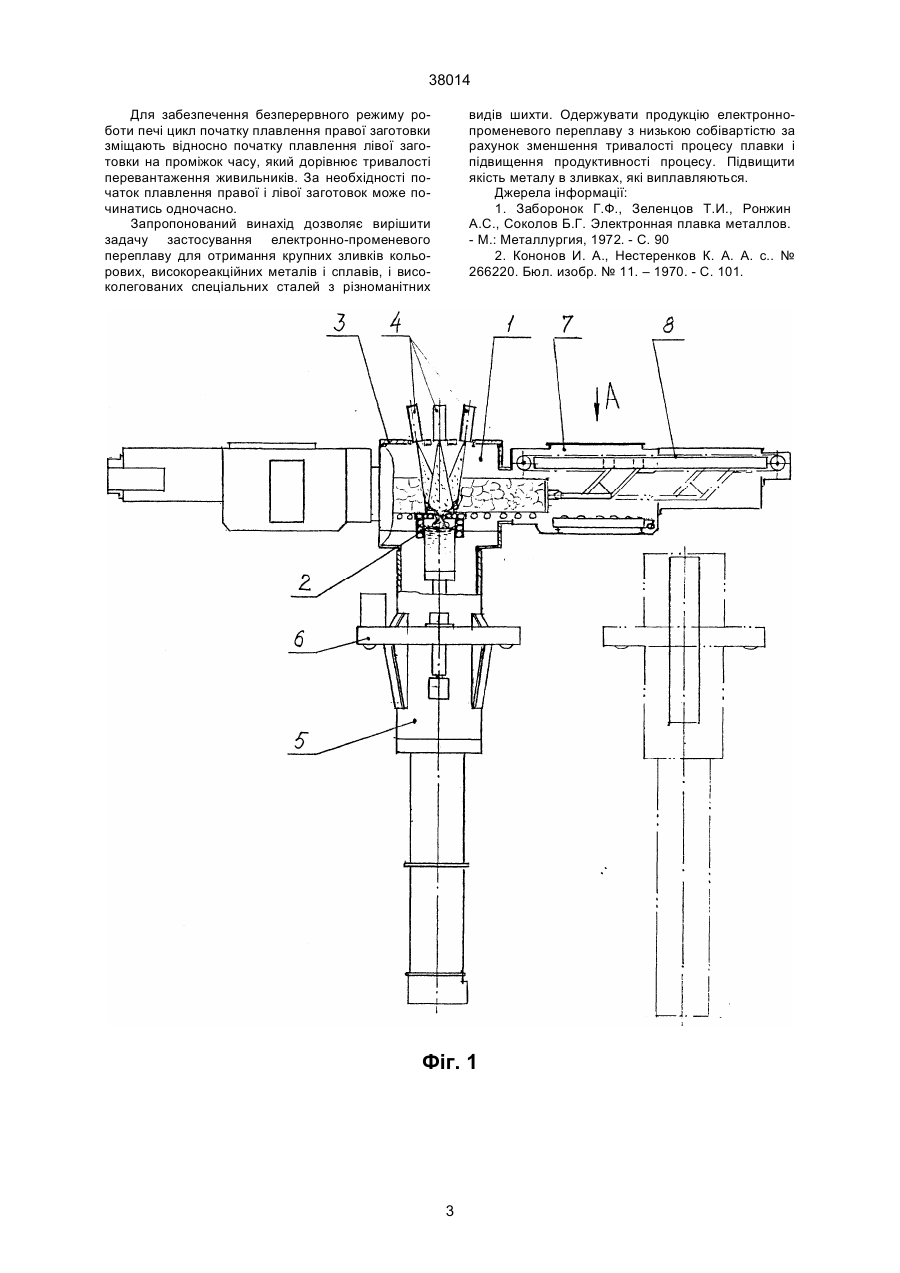
Піч електронно-променевого переплаву, яка містить: вакуумну плавильну камеру та пристиковані до неї камеру зливка з механізмом витягування, кришку з електронними гарматами, камерою завантаження шихти, яка переплавляється, та 38014 зана з кареткою ланцюгового механізму подачі шихти за допомогою важільного фіксатора, замкненого при пересуванні живильника та розімкненого в положенні, в якому штовхач на каретці механізму подачі шихти спарений з лопатою через паз в задній стінці живильника. Зниження тривалості процесу плавки досягається за рахунок того, що виконують одночасне плавлення двох заготовок, після плавки яких живильники пересувають на вільне місце, а на позицію плавки подають дві інші заготовки. За рахунок зниження тривалості процесу плавки досягається підвищення продуктивності і відбувається збільшення коефіцієнту завантаження обладнання. За рахунок використання ланцюгового механізму подачі шихти, який працює від одного привода, вдається провести швидку заміну живильників без розгерметизації камери завантаження. Швидка заміна живильників дозволяє підвищити якість і однорідність металу в зливках, які виплавляються, тому що постійно відбувається плавлення металу. Застосування змінних живильників дозволяє переплавляти некомпактну, компактну шихту та заготовки у вигляді прутків і не залишається несплавленої остачі. Порівнювальний аналіз з прототипом дозволяє зробити висновок, що запропонована піч електронно-променевого переплаву відрізняється тим, що камера завантаження вмішує два чи більше змінних живильника з лопатою, що розташовані на візку і мають можливість пересування по ньому за допомогою рухливої балки та двох, консольно закріплених на ній штанг, які укріплені на бокових стінках живильника, а рухома балка зв'язана з кареткою ланцюгового механізму подачі шихти за допомогою важільного фіксатора, замкненого при пересуванні живильника та розімкненого в положенні, в якому штовхач на каретці механізму подачі шихти спарений з лопатою через паз в задній стінці живильника. Аналіз відомих технічних рішень (аналогів) у галузі, яка досліджується, тобто металургії і суміжних галузей (хімічної промисловості, кольорової металургії), дозволяє зробити висновок про відсутність в них ознак, які подібні до суттєвих відмінних ознак у печі електронно-променевого переплаву, і визнати дане рішення таким, що відповідає критерію "істотні відмінності". Винахід пояснюється кресленнями. На фіг. 1 показана піч електронно-променевого переплаву; на фіг. 2 - розріз за Б-Б; на фіг. 3 - вигляд А. Піч електронно-променевого переплаву вміщує вакуумну плавильну камеру 1 з кристалізатором 2, кришку 3 з електронними гарматами 4, камеру зливка 5, яка пересувається на візку камери зливка 6, камеру завантаження 7, в якій розташовані: ланцюговий механізм подачі шихти 8, живильники 9, які виконані у вигляді коробів, з закріпленими на їхніх задніх стінках кронштейнами 10; рухлива балка 11, до якої консольно прикріплені штанги 12, на кінцях яких розташовані гачки 13; каретка 14, яка пересувається за допомогою ланцюгового механізму, до якої прикріплений штовхач 15, який своїми направляючими 16 заходить у ловителі 17 лопати 18; важільний фіксатор 19, який належить рухливій балці, і піднімається при набіганні на виступ 20, двопозиційний візок 21, обмежувач 22, який обмежує положення живильника, на розташованому в камері плавки, рольганзі 23. Робота печі відбувається так. Під час завантаження живильників 9 піч розгерметизована. Ланцюговий механізм подачі заготовки 8 на позицію плавки - в крайньому задньому положенні. Спочатку встановлюють перший живильник 9 на двопозиційний візок 20, який знаходиться в одному крайньому положенні, і пересувають візок 20 у друге крайнє положення. На вільне місце двопозиційного візка 20 встановлюють другий живильник 9. Завантаження правої та лівої камер завантаження 7 виконують ідентично. При завантаженні живильника 9 його кронштейни 10 заходять у зачеплення з гачками 13, які розташовані на кінцях штанг 12, які консольно прикріплені до рухливої балки 11. Виконують герметизацію печі. Відкачують повітря вакуумними насосами. Вмикають привод подачі живильника 9 на позицію плавки. Рухлива балка 11 починає рухатись і пересуває живильник 9 з рольганга двопозиційного візка 21 на рольганг камери плавки 23. При йому направляючі 16 штанги 15 заходять у ловителі 17 лопати 18. При досягненні живильником позиції плавки важільний фіксатор набігає на виступ 20 і розчіплює рухливу балку 11 і каретку 14. Рухлива балка 11 залишається на місці, а каретка 14 продовжує пересуватись, при цьому направляючі 16, які входять у ловителі 17, починають пересувати лопату 18, яка зштовхує шихту по живильнику 9 до проміжної місткості. В проміжній місткості відбувається плавлення шихти електронними променями. Після переплавлення всієї шихти з живильника 9 вмикають реверсійний ход привода ланцюгового механізму подачі шихти 8. Каретка 14 починає пересуватись за зворотним напрямком. Направляючі 16 виходять із укріплення ловителями 17. Лопата 18 залишається на місці в живильнику 9. Каретка 14 пересувається і при досягненні рухливої балки 11 починає пересувати її, важільний фіксатор 19 заходить у зачеплення з пазом каретки 14. Каретка 14 і рухлива балка 11 пересуваються разом, при цьому рухлива балка 11, яка зчеплена з кронштейнами 10 живильника 9, пересуває живильник 9 з позиції плавки на двопозиційний візок 21. При досягненні крайнього заднього положення привод подачі ланцюгового механізму подачі шихти 8 зупиняється. Двопозиційний візок 21 пересувають у друге крайнє положення. Порожній живильник 9 пересувається на вільне місце, а повний живильник 9 своїми кронштейнами 10 заходить у зачеплення з гачками 13 штанг 12. Подальша подача живильника 9 на позицію плавки відбувається так, як описується вище. Після закінчення плавки заготовок, зливок опускають в камеру зливка 5. Камеру зливка 5 герметично закривають за допомогою вакуумного затвору. Відстиковують камеру зливка 5 від камери плавки 1. Напускають повітря до камери плавки 1. По рейках, на візку пересування камери зливка 6, відкочують камеру зливка 5 на позицію охолодження зливка. Пристиковують до камери плавки 1 другу камеру зливка 5. Вивантажують порожні живильники 9 з камер завантаження 7. Завантажують, як описано вище, попередньо наповнені змінні живильники 9. Під час охолодження першого зливка виконують виплавку другого зливка. Після охолодження першого зливка, напускають повітря до камери зливка, відкривають вакуумний затвор і вивантажують зливок. 2 38014 Для забезпечення безперервного режиму роботи печі цикл початку плавлення правої заготовки зміщають відносно початку плавлення лівої заготовки на проміжок часу, який дорівнює тривалості перевантаження живильників. За необхідності початок плавлення правої і лівої заготовок може починатись одночасно. Запропонований винахід дозволяє вирішити задачу застосування електронно-променевого переплаву для отримання крупних зливків кольорових, високореакційних металів і сплавів, і високолегованих спеціальних сталей з різноманітних видів шихти. Одержувати продукцію електроннопроменевого переплаву з низькою собівартістю за рахунок зменшення тривалості процесу плавки і підвищення продуктивності процесу. Підвищити якість металу в зливках, які виплавляються. Джерела інформації: 1. Заборонок Г.Ф., Зеленцов Т.И., Ронжин А.С., Соколов Б.Г. Электронная плавка металлов. - М.: Металлургия, 1972. - С. 90 2. Кононов И. А., Нестеренков К. А. А. с.. № 266220. Бюл. изобр. № 11. – 1970. - С. 101. Фіг. 1 3 38014 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюDerecha Oleksandr Yakovych, Semenov Hennadii Stepanovych, Smitiukh Hryhorii Yevdokymovych, Chaika Mykola Vasyliovych, Tsyban Ihor Volodymyrovych
Автори російськоюДЕРЕЧА Александр Яковлевич, Семенов Геннадий Степанович, Смитюх Григорий Евдокимович, Чайка Николай Васильевич, Цыбань Игорь Владимирович
МПК / Мітки
Мітки: переплаву, електронно-променевого, піч
Код посилання
<a href="https://ua.patents.su/4-38014-pich-elektronno-promenevogo-pereplavu.html" target="_blank" rel="follow" title="База патентів України">Піч електронно-променевого переплаву</a>
Пристрій для електронно-променевого зварювання
Номер патенту: 1994
Опубліковано: 20.12.1994
Автори: Порутчиков Віктор Якович, Нестеренков Володимир Михайлович, Небесний Станіслав Васильович, Рагозін Володимир Олександрович
МПК: B23K 15/00
Мітки: пристрій, зварювання, електронно-променевого
Формула / Реферат:
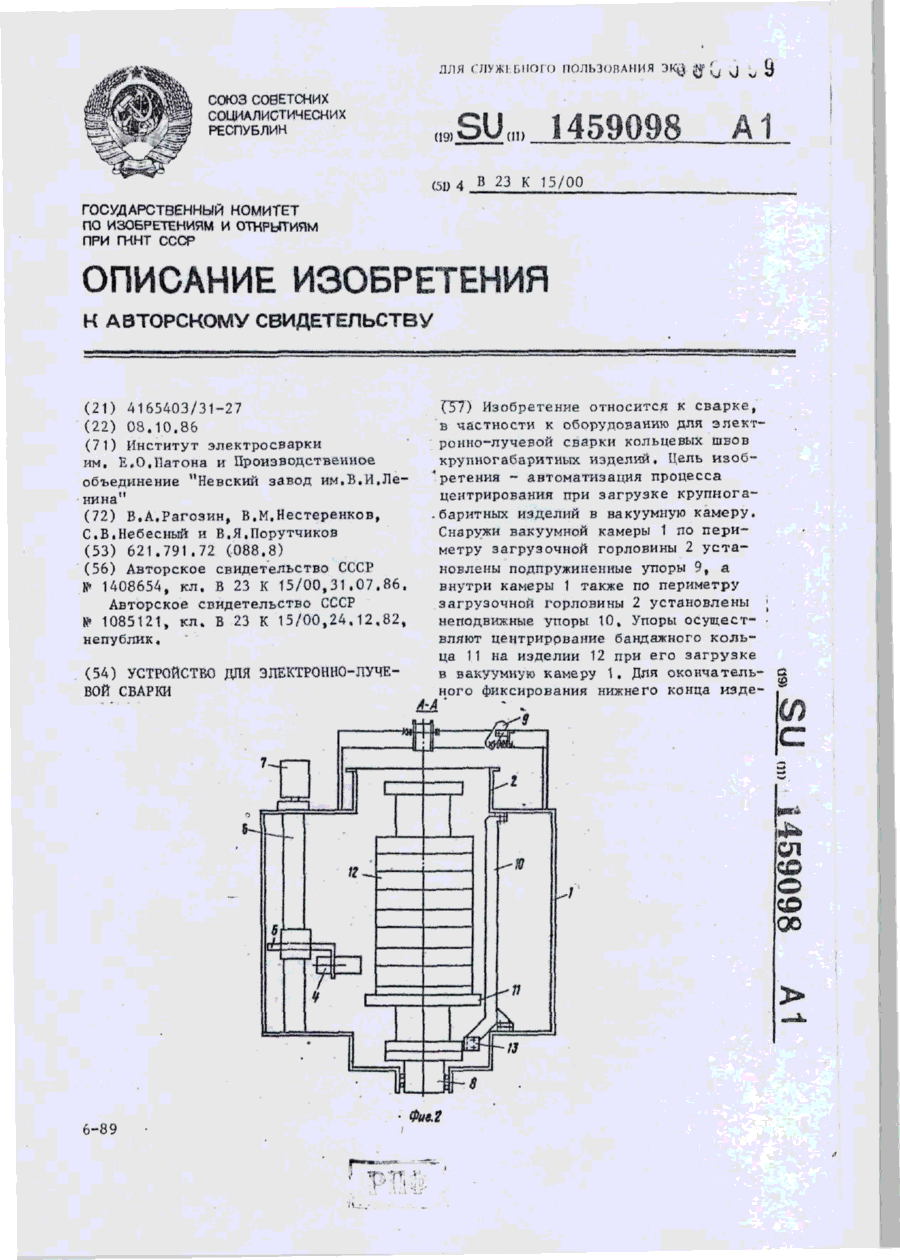
Устройство для электроннолучевой сварки, содержащее вакуумную камеру с загрузочной горловиной и крышкой, электроннолучевые пушки, смонтированные на горизонтальных направляющих, установленных на вертикальных станинах, вращатель изделия, отличающееся тем, что, с целью автоматизации процесса центрирования при загрузке крупногабаритных изделий в вакуумную камеру, оно снабжено сменными бандажными кольцами для изделия, тремя или более...
Установка електронно-променевого рафінування та розливки металу у вакуумі
Номер патенту: 14828
Опубліковано: 18.02.1997
Автори: Жадкевич Михайло Львович, Ахонін Сергій Володимирович, ТРИГУБ Микола Петрович, ДЕРЕЧА Олександр Якович
Мітки: рафінування, електронно-променевого, розливки, вакуумі, металу, установка
Формула / Реферат:
Установка электронно-лучевого рафинирования и разливки металла в вакууме, включающая вакуумную рафинировочную камеру, в которой каскадно расположены, холодные поды, узлы подачи жидкого металла на холодный под и кристаллизации расплава, и электронно-лучевой нагреватель с расположенными на нем электронно-лучевыми пушками, отличающаяся тем, что узел кристаллизации расплава выполнен в виде двух изложниц, установленных на осях вращения, между...
Спосіб електронно-променевого переплавлення губчастого титану та установка для його здійснення
Номер патенту: 27069
Опубліковано: 28.02.2000
Автори: Чєрнов Владлєн Алєксандровіч, Тур Олександр Олексійович
МПК: C22B 34/12, C22B 9/22
Мітки: здійснення, електронно-променевого, титану, переплавлення, установка, спосіб, губчастого
Формула / Реферат:
1. Способ электронно-лучевого переплава губчатого титана, включающий изготовление расходуемого титанового контейнера, заполнение его губчатым титаном, подачу заполненного расходуемого контейнера в зону действия электронных лучей, нагрев и оплавление его торца над промежуточной емкостью, рафинирование металла в промежуточной емкости при постоянной мощности нагрева, слив жидкого металла в кристаллизатор и формирование в нем слитка, отличающийся...
Спосіб економічної плавки реакційних металів в електронно-променевій печі
Номер патенту: 36276
Опубліковано: 16.04.2001
Автори: Смітюх Григорій Євдокимович, ДЕРЕЧА Олександр Якович, Семенов Генадій Степанович, Чайка Микола Васильович
Мітки: економічно, печі, металів, електронно-променевий, спосіб, плавки, реакційних
Формула / Реферат:
Спосіб економічної плавки реакційних металів в електронно-променевій печі, який включає горизонтальну, з двох сторін назустріч, подачу в лотоках некомпактної шихти, нарізне плавлення кожної електронними променями в проміжну ємність і періодичний злив розплаву металу в кристалізатор, який відрізняється тим, що здійснюють одночасне плавлення шихти в єдину проміжну ємність, а передній фронт плавлення по ширині лотока формують під кутом a = 10±...
Спосіб електронно-променевого лиття
Номер патенту: 20887
Опубліковано: 07.10.1997
Автори: ТРИГУБ Микола Петрович, Жук Генадій Віліорович, Пап Петро Аркадійович
МПК: B22D 23/00
Мітки: спосіб, електронно-променевого, лиття
Формула / Реферат:
Способ электронно-лучевого литья, включающий плавление расходуемой заготовки электронным лучом в вакууме, формирование направленного потока высокодисперсных капель расплава за счет центробежного распыления жидкого металла с боковой поверхности цилиндрической заготовки, осаждение их на нагретую формообразующую поверхность и кристаллизацию капель на ней в слиток, заготовку детали или покрытие, отличающийся тем, что формообразующую поверхность...
Попередній патент: Пристрій для дугового зварювання
Наступний патент: Матриця для екструдування щільникових структур
Випадковий патент: Спосіб зневоднення концентрату мінерального шламу з збільшенням виробництва фільтраційного кеку