Лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку
Формула / Реферат
1. Лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку, що містить встановлені в технологічній послідовності і сполучені транспортними засобами приймальні бункери під відходи переробки сталеплавильного шлаку, дозатори під тверді і рідкі цільові компоненти, змішувач, пристрій для формування брикетів і пресування, знімно-укладальні механізми і засоби, що складаються з навантажувачів з піддонами для брикетів і пристрій для теплової обробки брикетів, яка відрізняється тим, що вона забезпечена пристроєм розділення товарних брикетів від нетоварних брикетів по ступеню вмісту в них заліза, мірними бункерами-дозаторами, встановленими між приймальними бункерами, змішувачем і накопичувальною транспортною лінією, при цьому пристрій розділення товарних брикетів від нетоварних по ступеню вмісту в них заліза виконаний у вигляді встановлених один за іншим конвеєрів із залишенням між ними проміжку, над яким встановлений залізовіддільник, при цьому один з конвеєрів сполучений з механізмом знімно-укладання брикетів, інший конвеєр сполучений з транспортним засобом виводу з технологічного процесу товарних брикетів, проміжок між конвеєрами сполучений з транспортним засобом виводу з технологічного процесу нетоварних брикетів, пристрій для теплової обробки брикетів виконаний у вигляді n-періодично працюючих ізотермічних камер із замкнутою рекупераційною системою відведень теплоносія, при цьому дозатор під цільовий рідкий компонент виконаний у вигляді мірної накопичувальної ємності і має додаткове з'єднання з відведеннями теплоносія замкнутої рекупераційної системи відведень.
2. Лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку по п. 1, яка відрізняється тим, що мірні бункери-дозатори сполучені транспортними засобами з приймальними бункерами і накопичувальною транспортною лінією із змішувачем.
Текст
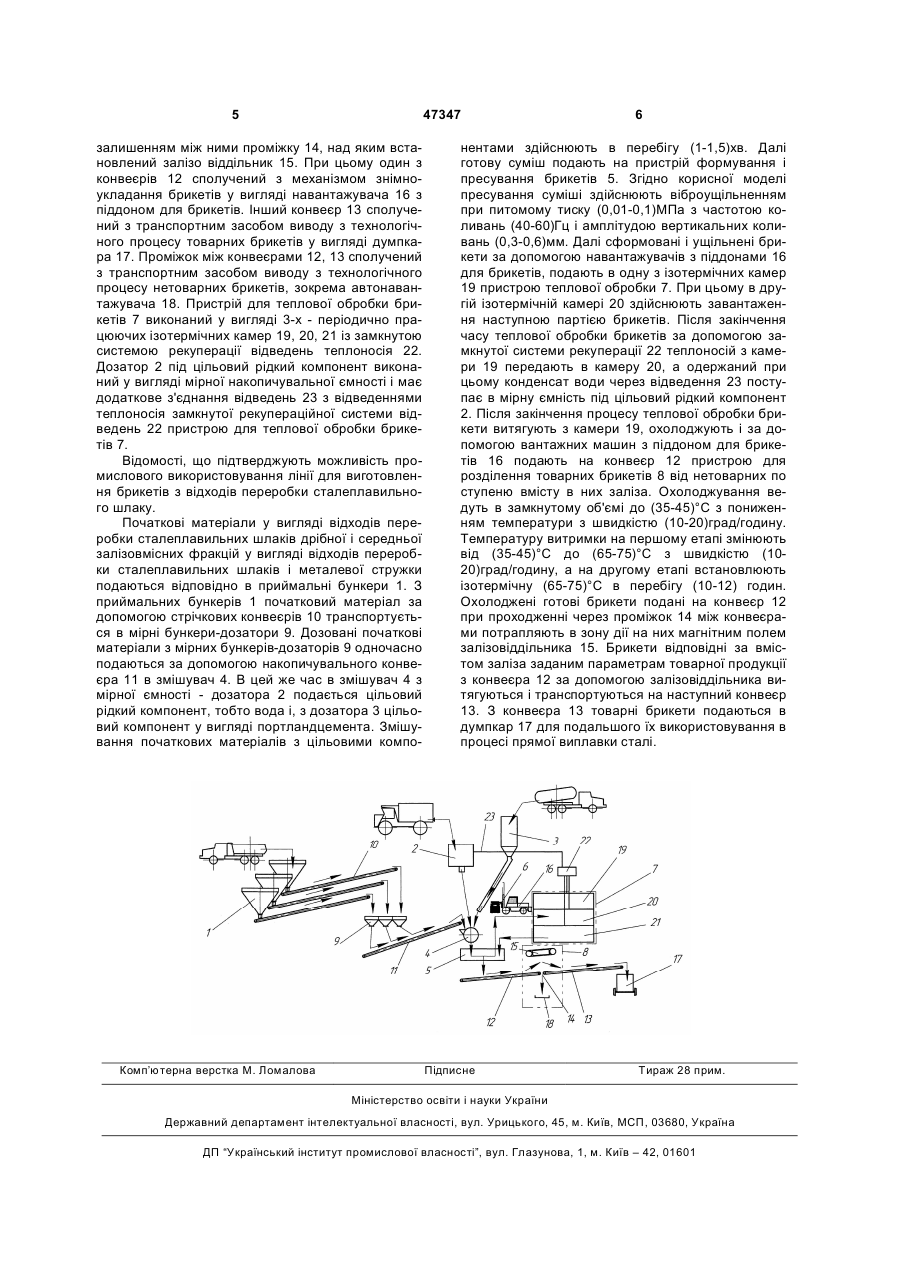
1. Лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку, що містить встановлені в технологічній послідовності і сполучені транспортними засобами приймальні бункери під відходи переробки сталеплавильного шлаку, дозатори під тверді і рідкі цільові компоненти, змішувач, пристрій для формування брикетів і пресування, знімно-укладальні механізми і засоби, що складаються з навантажувачів з піддонами для брикетів і пристрій для теплової обробки брикетів, яка відрізняється тим, що вона забезпечена пристроєм розділення товарних брикетів від нетоварних брикетів по ступеню вмісту в них заліза, мірними бункерами-дозаторами, встановленими між приймальними бункерами, змішувачем і накопичувальною транспортною лінією, при цьому пристрій розділення товарних брикетів від нетоварних по ступеню вмісту в них заліза виконаний у вигляді U 2 (19) 1 3 строєм теплової обробки, тобто з автоклавом. Обумовлено це тим, що між пристроєм теплової обробки і пресовим механізмом відсутній проміжний вузол, який компенсував би не синхронність їх роботи. Внаслідок чого щонайменший збій в лінії пресування приводить до зупинки пристрою теплової обробки і, навпаки, зупинка пристрою теплової обробки приводить до вимушеної зупинки лінії пресування. Таким чином, вся лінія в цілому ненадійна і непродуктивна і вимагає забезпечення синхронності функціонування всіх механізмів лінії в цілому. Найближчим аналогом до корисної моделі, що заявляється, по сукупності ознак і очікуваному технічному результату є лінія, яка направлена на реалізацію способу виготовлення брикетів з відходів переробки сталеплавильних шлаків по заявці України на корисну модель №200905068, МПК С04В28/08, С22В1/24, дата подачі заявки 22.05.2009р., що містить встановлені в технологічній послідовності і сполучені транспортними засобами приймальні бункери під відходи переробки сталеплавильного шлаку, дозатори під тверді і рідкі цільові компоненти, змішувач, пристрій для формування брикетів і пресування, механізми знімно-укладань і засоби, що складаються з пересувних візків з піддонами для брикетів і пристрій для теплової обробки брикетів. Причиною, перешкоджаючою досягненню технічного результату, що полягає в збільшенні продуктивності, є те, що в приведеній лінії, яка направлена на реалізацію способу виготовлення брикетів з відходів переробки сталеплавильних шлаків, недостатньо відпрацьована система синхронності функціонування всіх механізмів лінії в цілому. У основу корисної моделі поставлена задача удосконалити лінію для виготовлення брикетів шляхом зміни особливостей конструктивного рішення, забезпечити синхронність функціонування всіх механізмів лінії, і за рахунок цього збільшити продуктивність і якість виробництва брикетів. Задача вирішена тим, що лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку, що містить встановлені в технологічній послідовності і сполучені транспортними засобами приймальні бункери під відходи переробки сталеплавильного шлаку, дозатори під тверді і рідкі цільові компоненти, змішувач, пристрій для формування брикетів і пресування, знімноукладальні механізми і засоби, що складаються з навантажувачів з піддонами для брикетів і пристрій для теплової обробки брикетів, згідно корисної моделі, вона забезпечена пристроєм розділення товарних брикетів від нетоварних брикетів по ступеню вмісту в них заліза, мірними бункерамидозаторами встановленими між приймальними бункерами змішувачем і накопичувальною транспортною лінією, при цьому пристрій розділення товарних брикетів від нетоварних по ступеню вмісту в них заліза виконаний у вигляді, встановлених один за іншим конвеєрів із залишенням між ними проміжку, над яким встановлений залізо віддільник, при цьому один з конвеєрів сполучений з механізмом знімно-укладання брикетів, інший конве 47347 4 єр сполучений з транспортним засобом виводу з технологічного процесу товарних брикетів, проміжок між конвеєрами сполучений з транспортним засобом виводу з технологічного процесу нетоварних брикетів, пристрій для теплової обробки брикетів виконаний у вигляді n-періодично працюючих ізотермічних камер із замкнутою системою рекуперації відведень теплоносія, при цьому дозатор під цільовий рідкий компонент виконаний у вигляді мірної накопичувальної ємності і має додаткове з'єднання з відведеннями теплоносія замкнутої рекупераційної системи відведень. При цьому мірні бункери-дозатори сполучені транспортними засобами з приймальними бункерами і накопичувальною транспортною лінією із змішувачем. Завдяки тому, що лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку забезпечена пристроєм розділення товарних брикетів від нетоварних брикетів по ступеню вмісту в них заліза, мірними бункерами-дозаторами встановленими між приймальними бункерами змішувачем і накопичувальною транспортною лінією, а пристрій для теплової обробки брикетів виконаний у вигляді n-періодично працюючих ізотермічних камер із замкнутою системою рекуперації відведень теплоносія, забезпечена синхронність функціонування всіх механізмів лінії, і за рахунок цього є можливість збільшити продуктивність і якість виробництва брикетів. Суть корисної моделі пояснюється кресленням, на якому представлена лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку. Лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку містить встановлені в технологічній послідовності і сполучені транспортними засобами приймальні бункери 1 під відходи переробки сталеплавильного шлаку, дозатори під тверді 3 і рідкі 2 цільові компоненти, змішувач 4, пристрій для формування брикетів і пресування 5, знімно-укладальні механізми і засоби, що складаються з навантажувачів з піддонами для брикетів 6, пристрій для теплової обробки брикетів 7, пристрій розділення товарних брикетів від нетоварних брикетів по ступеню вмісту в них заліза 8, мірні бункери-дозатори 9, що встановлені між приймальними бункерами 1 і змішувачем 4 і накопичувальною транспортною лінією. Лінія переробки сталеплавильного шлаку містить три приймальні бункери 1 відповідно під відходи переробки сталеплавильних шлаків із вмістом заліза загального не менше 65%, середньої фракції із вмістом заліза загального не менше 65% і дрібної фракції із вмістом заліза загального не менше 65%. Як транспортні засоби для транспортування відходів переробки сталеплавильних шлаків з приймальних бункерів 1 в мірні бункери-дозатори 9 використовують стрічкові конвеєри 10. Як транспортні засоби для транспортування з мірних бункерівдозаторів 9 в змішувач 4 використовують накопичувальний стрічковий конвеєр 11. Пристрій розділення товарних брикетів від нетоварних по ступеню вмісту в них заліза 8 виконаний у вигляді, встановлених один за іншим конвеєрів 12, 13 із 5 47347 залишенням між ними проміжку 14, над яким встановлений залізо віддільник 15. При цьому один з конвеєрів 12 сполучений з механізмом знімноукладання брикетів у вигляді навантажувача 16 з піддоном для брикетів. Інший конвеєр 13 сполучений з транспортним засобом виводу з технологічного процесу товарних брикетів у вигляді думпкара 17. Проміжок між конвеєрами 12, 13 сполучений з транспортним засобом виводу з технологічного процесу нетоварних брикетів, зокрема автонавантажувача 18. Пристрій для теплової обробки брикетів 7 виконаний у вигляді 3-х - періодично працюючих ізотермічних камер 19, 20, 21 із замкнутою системою рекуперації відведень теплоносія 22. Дозатор 2 під цільовий рідкий компонент виконаний у вигляді мірної накопичувальної ємності і має додаткове з'єднання відведень 23 з відведеннями теплоносія замкнутої рекупераційної системи відведень 22 пристрою для теплової обробки брикетів 7. Відомості, що підтверджують можливість промислового використовування лінії для виготовлення брикетів з відходів переробки сталеплавильного шлаку. Початкові матеріали у вигляді відходів переробки сталеплавильних шлаків дрібної і середньої залізовмісних фракцій у вигляді відходів переробки сталеплавильних шлаків і металевої стружки подаються відповідно в приймальні бункери 1. З приймальних бункерів 1 початковий матеріал за допомогою стрічкових конвеєрів 10 транспортується в мірні бункери-дозатори 9. Дозовані початкові матеріали з мірних бункерів-дозаторів 9 одночасно подаються за допомогою накопичувального конвеєра 11 в змішувач 4. В цей же час в змішувач 4 з мірної ємності - дозатора 2 подається цільовий рідкий компонент, тобто вода і, з дозатора 3 цільовий компонент у вигляді портландцемента. Змішування початкових матеріалів з цільовими компо Комп’ютерна верстка М. Ломалова 6 нентами здійснюють в перебігу (1-1,5)хв. Далі готову суміш подають на пристрій формування і пресування брикетів 5. Згідно корисної моделі пресування суміші здійснюють віброущільненням при питомому тиску (0,01-0,1)МПа з частотою коливань (40-60)Гц і амплітудою вертикальних коливань (0,3-0,6)мм. Далі сформовані і ущільнені брикети за допомогою навантажувачів з піддонами 16 для брикетів, подають в одну з ізотермічних камер 19 пристрою теплової обробки 7. При цьому в другій ізотермічній камері 20 здійснюють завантаження наступною партією брикетів. Після закінчення часу теплової обробки брикетів за допомогою замкнутої системи рекуперації 22 теплоносій з камери 19 передають в камеру 20, а одержаний при цьому конденсат води через відведення 23 поступає в мірну ємність під цільовий рідкий компонент 2. Після закінчення процесу теплової обробки брикети витягують з камери 19, охолоджують і за допомогою вантажних машин з піддоном для брикетів 16 подають на конвеєр 12 пристрою для розділення товарних брикетів 8 від нетоварних по ступеню вмісту в них заліза. Охолоджування ведуть в замкнутому об'ємі до (35-45)°С з пониженням температури з швидкістю (10-20)град/годину. Температуру витримки на першому етапі змінюють від (35-45)°С до (65-75)°С з швидкістю (1020)град/годину, а на другому етапі встановлюють ізотермічну (65-75)°С в перебігу (10-12) годин. Охолоджені готові брикети подані на конвеєр 12 при проходженні через проміжок 14 між конвеєрами потрапляють в зону дії на них магнітним полем залізовіддільника 15. Брикети відповідні за вмістом заліза заданим параметрам товарної продукції з конвеєра 12 за допомогою залізовіддільника витягуються і транспортуються на наступний конвеєр 13. З конвеєра 13 товарні брикети подаються в думпкар 17 для подальшого їх використовування в процесі прямої виплавки сталі. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of briquettes from processing waste of steel-smelting slag
Автори англійськоюPavlushyn Oleksandr Hryhorovych
Назва патенту російськоюЛиния для изготовления брикетов из отходов переработки сталеплавильного шлака
Автори російськоюПавлушин Александр Григорьевич
МПК / Мітки
МПК: C22B 1/14, C22B 7/04, B28B 13/00
Мітки: сталеплавильного, брикетів, виготовлення, лінія, відходів, переробки, шлаку
Код посилання
<a href="https://ua.patents.su/3-47347-liniya-dlya-vigotovlennya-briketiv-z-vidkhodiv-pererobki-staleplavilnogo-shlaku.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення брикетів з відходів переробки сталеплавильного шлаку</a>
Лінія для виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал
Номер патенту: 82460
Опубліковано: 10.04.2008
Автори: Бичков Сергій Васильович, Шишняк Юрій Трохимович, Крівченко Юрій Сергійович, Лякса Андрій Володимирович, Степанов Максим Федотович
МПК: B03B 7/00, C22B 1/242, C22B 3/02
Мітки: окислений, матеріал, відходів, металургійного, промислових, залізовмісний, брикетів, основі, містять, лінія, виробництва, виготовлення
Формула / Реферат:
1. Лінія для виготовлення брикетів для металургійного виробництва на основі промислових відходів, які містять окислений залізовмісний матеріал, яка складається з встановлених з можливістю взаємодії системи видобування окисленого залізовмісного матеріалу з промислових відходів і системи формування брикетів, що містить ємності для прийому сировини і сполучного, змішувач та пристрій формування брикетів, зв'язані між собою механізмами подання,...
Лінія для виготовлення залізовмісних брикетів на основі відходів металургійного виробництва
Номер патенту: 74459
Опубліковано: 15.12.2005
Автори: Банніков Юрій Григорович, Степанов Максим Федотович, Бичков Сергій Васильович, Шишняк Юрій Трохимович, Крівченко Юрій Сергійович
Мітки: основі, залізовмісних, лінія, виробництва, виготовлення, брикетів, металургійного, відходів
Формула / Реферат:
Лінія для виготовлення залізовмісних брикетів на основі відходів металургійного виробництва, що містить систему підготування шихти та формування брикету, яка має встановлені за ходом технологічного процесу ємності (8,9,11) для приймання сировини, коригуючих склад та сполучних добавок, зв'язані механізмами подання, дозування та транспортування зі змішувачем (24), з'єднаним з вібропресом (13), яка відрізняється тим, що вона містить...
Лінія для виготовлення залізовмісних брикетів на основі відходів металургійного виробництва
Номер патенту: 12540
Опубліковано: 15.02.2006
Автори: Крівченко Юрій Сергійович, Шишняк Юрій Трохимович, Бичков Сергій Васильович, Степанов Максим Федотович
МПК: C22B 1/00, C22B 3/00, C21C 5/00
Мітки: виготовлення, залізовмісних, лінія, відходів, виробництва, основі, металургійного, брикетів
Формула / Реферат:
1. Лінія для виготовлення залізовмісних брикетів на основі відходів металургійного виробництва, що містить систему підготування шихти та формування брикету (1), яка містить встановлені за ходом технологічного процесу ємності для приймання сировини (2) та сполучних добавок (3), зв'язані механізмами подавання, дозування та транспортування (29) зі змішувачем (4), з'єднаним з вібропресом (5), та взаємозв'язані систему видобування залізовмісного...
Лінія переробки токсичних, твердих побутових та нафтових відходів
Номер патенту: 24884
Опубліковано: 25.07.2007
Автор: Гуськов Олександр Георгійович
МПК: C10L 5/00
Мітки: токсичних, відходів, лінія, переробки, нафтових, твердих, побутових
Формула / Реферат:
Лінія переробки токсичних, твердих побутових та нафтових відходів, що включає розташовані у технологічній послідовності та зв'язані між собою транспортними засобами приймальний бункер відходів, магніт, подрібнювач, сепаратор, ємність та дозатор нафтових відходів і прес, яка відрізняється тим, що містить сепаратор, схід якого з'єднаний зі входом подрібнювача, а прохід з'єднаний зі входом преса, до якого також приєднаний трубопровід дозатора...
Шихта для виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал
Номер патенту: 82024
Опубліковано: 25.02.2008
Автори: Лякса Андрій Володимирович, Бичков Сергій Васильович, Крівченко Юрій Сергійович, Шишняк Юрій Трохимович, Степанов Максим Федотович
МПК: C22B 1/24, C22B 1/242, C21C 5/52, C22B 1/243, C22B 1/244, C21B 3/00
Мітки: промислових, виготовлення, шихта, основі, залізовмісний, відходів, металургійного, матеріал, окислений, виробництва, містять, брикетів
Формула / Реферат:
1. Шихта для виготовлення брикетів металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал, сполучне і воду, яка відрізняється тим, що як окислений залізовмісний матеріал шихта містить видобутий з відходів збагачення залізної руди залізорудний концентрат, який містить фракції від 0,1 мм до 10 мм, при наступному співвідношенні залізорудного концентрату і сполучного, мас. %: видобутий з...
Попередній патент: Спечений матеріал для електричних контакт-деталей
Наступний патент: Відмовостійкий блок акселерометрів
Випадковий патент: Спосіб прогнозування ефективності застосування ірбезартану