Пристрій для нанесення покрить
Номер патенту: 35003
Опубліковано: 15.03.2001
Автори: Смірнов Ігор Володимирович, Шатинський Віктор Федорович
Формула / Реферат
Пристрій для нанесення покрить, який містить ванну з нагрівальною системою, відрізняється тим, що ванна виконана у вигляді трубчастого контуру за формою еліпсоїда, що має відводи для завантаження та розвантаження виробів, а також відвід для додання технологічного середовища для одержання покрить та розміщення змінної пластини з металу покриття, при цьому всередині контуру розміщена система для транспортування деталей, яка виконана у вигляді сходів з тросу з перемичками, що являють собою порожнисті перфоровані еліпсоїди.
Текст
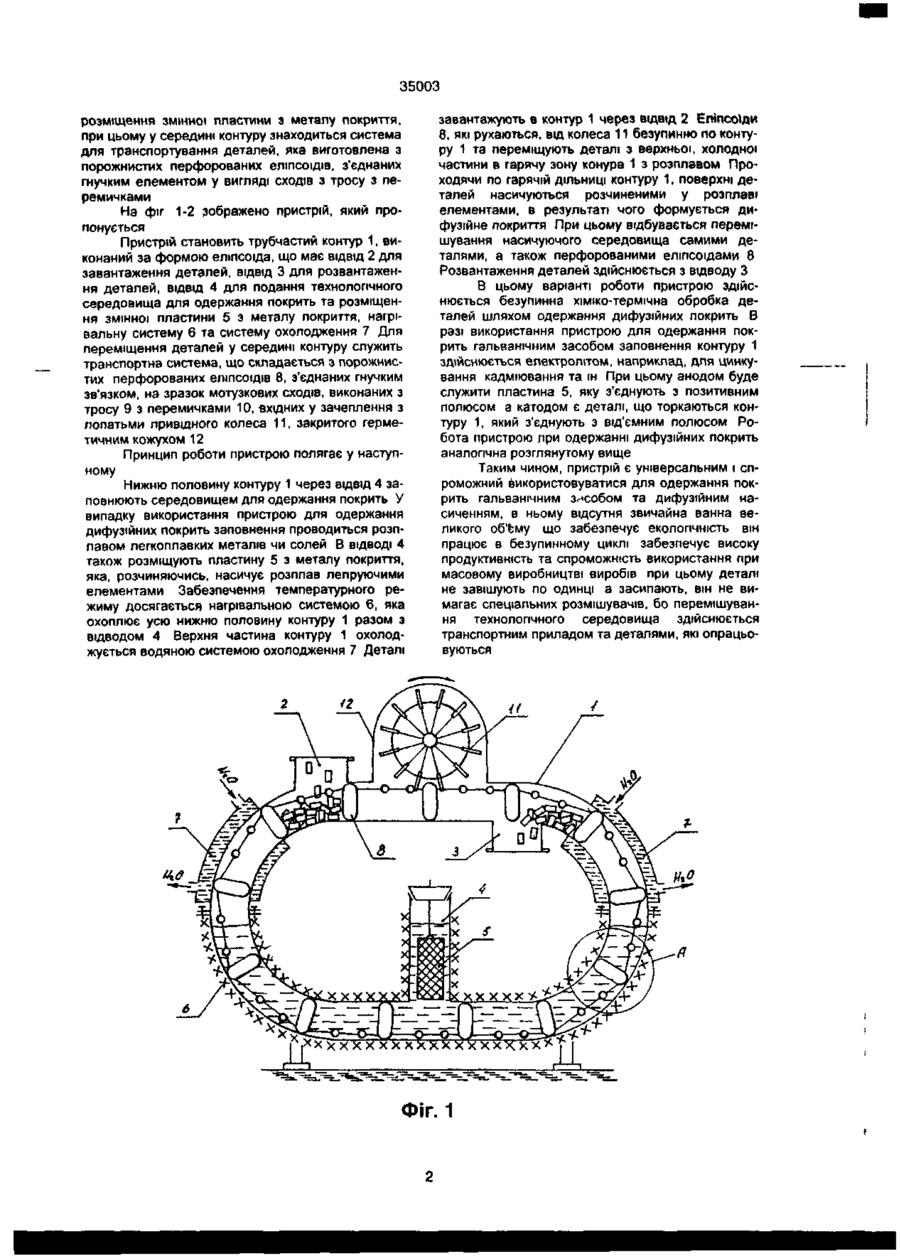
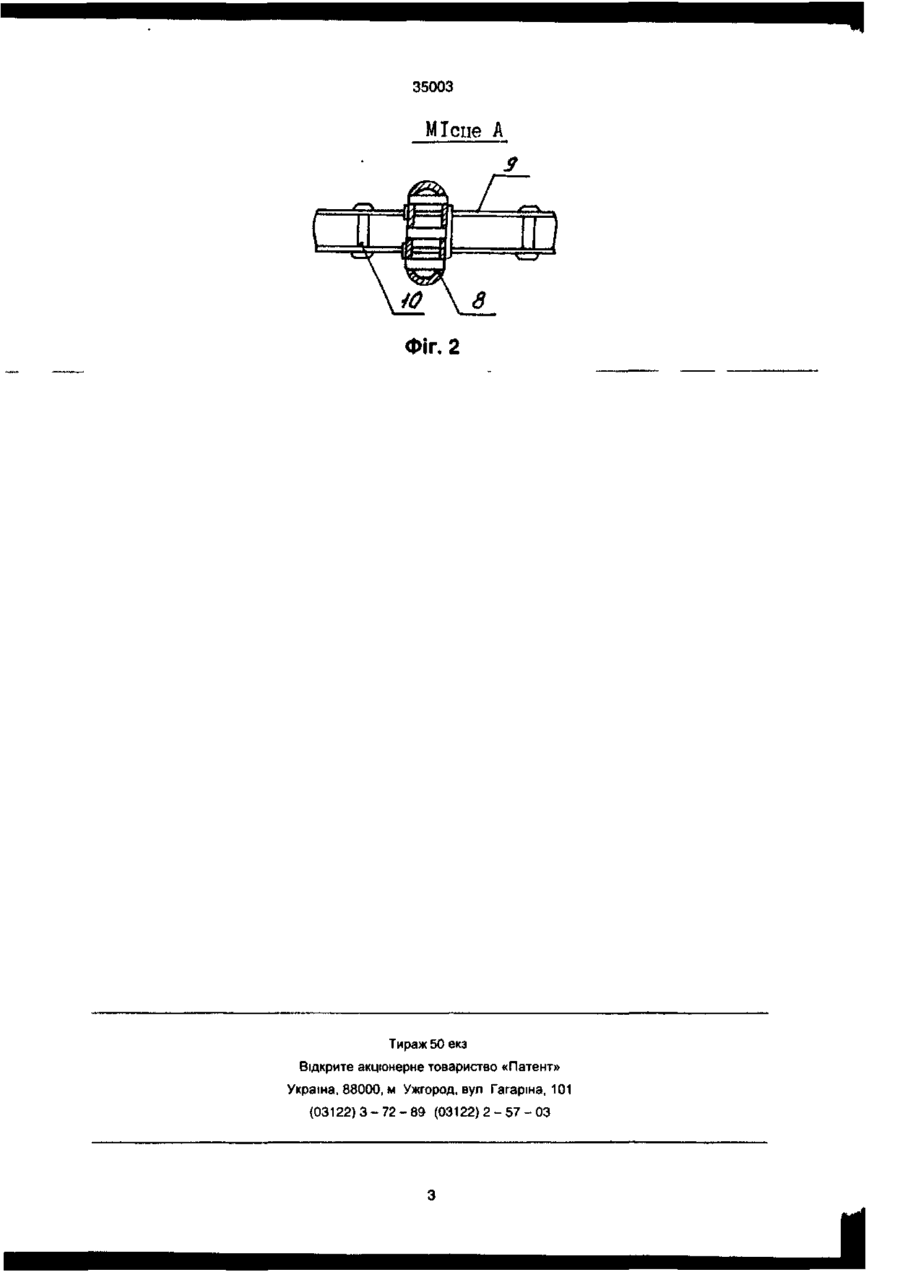
Пристрій для нанесення покрить, який містить ванну з нагрівальною системою, відрізняється тим що ванна виконана у вигляді трубчастого контуру за формою еліпсоїда, що має відводи для завантаження та розвантаження виробів, а також ВІДВІД для додання технологічного середовища для одержання покрить та розміщення змінної пластини з металу покриття, при цьому всередині контуру розміщена система для транспортування деталей яка виконана у вигляді сходів з тросу з перемичками що являють собою порожнисті перфоровані еліпсоїди Винахід належить до галузі хіміко-термічної обробки металів та сплавів і може бути використаним для одержання покрить різноманітного призначення (захисних, зносостійких, декоративних) різноманітними засобами на дрібних деталях, кріпильних виробах та ін при масовому виробництві в при ладо-, машинобудуванні та при виготовленні ювелірних виробів Відомо про пристрій на зразок обертових колокольних ванн, що застосовуються для одержання покрить гальванічним засобом на метизних деталях (болти, гайки, дрібні пружини та ш ), наприклад, при кадміюванні або цинкуванні (Кудрявцев Н Г Электролитические покрытия - М Химия, 1979) Недоліком наданих пристроїв є низька продуктивність в зв'язку з періодичністю ди по схемі завантаження - витримка для одержання покриття зупинка та витяг виробів з ванни, продуктивність залежить від об'єму ванни колокольного типу, при цьому такі пристрої призначені тільки для одержання покрить гальванічним засобом Відомо про пристрій для одержання дифузійних покрить (Пристрій для нанесення дифузійних покрить на металевих виробах А с СРСР № 1469903 від 01 12 88 та Пристрій для нанесення дифузійних покрить А с СРСР № 1560615 від 03 01 90) Недоліком таких пристроїв є також періодичність ди, що не дозволяє наносити дифузійні покриття на деталі масового виробництва, продуктивність залежить від об'єму ванни, при цьому вони не дозволяють використовувати гальванічний засіб нанесення покрить Найбільш близьким до запропонованого по технічній суттєвості та досягаемому ефекту є пристрій для одержання дифузійних покрить що складається з вертикальної ванни та окремих ванн, які з'єднуються з вертикальною двома горизонтальними каналами в верхній та нижній частинах, при цьому в центральній камері встановлено механізм перемішування (Засіб одержання дифузійних багатокомпонентних покрить на виробах та пристрій для його здійснення А с СРСР № 1264591 від 09 02 93) Недоліками пристрою, прийнятого за прототип є періодичний технологічний цикл, який є малопродуктивним, залежність КІЛЬКОСТІ деталей, шо опрацьовуються, від об'єму ванни, при цьому збільшення об'єму створює ускладнення в конструктивному рішенні нееколопчність та неуніверсальність, бо пристрій призначено тільки для нанесення дифузійних покрить Завданням винаходу є створення пристрою для нанесення покрить, що за своїм конструктивним рішенням дозволяє одержувати покриття гальванічним та дифузійними засобами із рідких середовищ, працюючи у безупинному технологічному циклі та забезпечує високу продуктивність при невеликому об'ємі реакційної ванни, що дозволяє уникнути екологічних проблем Поставлене завдання вирішується тим, що у пристрої для нанесення покрить, який містить ванну з нагрівальною системою, ванна виконана у вигляді трубчастого контуру за формою еліпсоїда, який має відводи для завантаження та розвантаження виробів, а також ВІДВІД ДЛЯ додання технологічного середовища для одержання покрить та ю со о> 35003 розміщення змінної пластини з металу покриття, при цьому у середині контуру знаходиться система для транспортування деталей, яка виготовлена з порожнистих перфорованих еліпсоїдів, з'єднаних гнучким елементом у вигляді сходів з тросу з перемичками На фіг 1-2 зображено пристрій, який пропонується Пристрій становить трубчастий контур 1, виконаний за формою еліпсоїда, що має ВІДВІД 2 для завантаження деталей, ВІДВІД 3 для розвантаження деталей, ВІДВІД 4 для подання технологічного середовища для одержання покрить та розміщення змінної пластини 5 з металу покриття, нагрівальну систему 6 та систему охолодження 7 Для переміщення деталей у середині контуру служить транспортна система, що складається з порожнистих перфорованих еліпсоїдів 8, з'єднаних гнучким зв'язком, на зразок мотузкових сходів, виконаних з тросу 9 з перемичками 10, вхідних у зачеплення з лопатьми привідного колеса 11, закритого герметичним кожухом 12 Принцип роботи пристрою полягає у наступному Нижню половину контуру 1 через ВІДВІД 4 заповнюють середовищем для одержання покрить У випадку використання пристрою для одержання дифузійних покрить заповнення проводиться розплавом легкоплавких металів чи солей В ВІДВОДІ 4 також розміщують пластину 5 з металу покриття, яка, розчиняючись, насичує розплав лепруючими елементами Забезпечення температурного режиму досягається нагрівальною системою 6, яка охоплює усю нижню половину контуру 1 разом з відводом 4 Верхня частина контуру 1 охолоджується водяною системою охолодження 7 Деталі завантажують в контур 1 через ВІДВІД 2 Еліпсоїди 8, які рухаються, від колеса 11 безупинно по контуру 1 та переміщують деталі з верхньої, холодної частини в гарячу зону конура 1 з розплавом Проходячи по гарячій ДІЛЬНИЦІ контуру 1, поверхні деталей насичуються розчиненими у розплаві елементами, в результаті чого формується дифузійне покриття При цьому відбувається перемішування насичуючого середовища самими деталями, а також перфорованими еліпсоїдами 8 Розвантаження деталей здійснюється з відводу З В цьому варіанті роботи пристрою здійснюється безупинна хіміко-термічна обробка деталей шляхом одержання дифузійних покрить В разі використання пристрою для одержання покрить гальванічним засобом заповнення контуру 1 здійснюється електролітом, наприклад, для цинкування кадміювання та ін При цьому анодом буде служити пластина 5, яку з'єднують з позитивним полюсом а катодом є деталі, що торкаються контуру 1, який з'єднують з від'ємним ПОЛЮСОМ Робота пристрою лри одержанні дифузійних покрить аналогічна розглянутому вище Таким чином, пристрій є універсальним і спроможний використовуватися для одержання покрить гальванічним засобом та дифузійним насиченням, в ньому відсутня звичайна ванна великого об'єму що забезпечує еколопчність він працює в безупинному циклі забезпечує високу продуктивність та спроможність використання при масовому виробництві виробів при цьому деталі не завішують по одинці а засипають, він не вимагає спеціальних розмішувачів, бо перемішування технологічного середовища здійснюється транспортним приладом та деталями, які опрацьовуються і ,*х1
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for application of covetings
Автори англійськоюSmirnov Ihor Volodymyrovych, Shatynskyi Viktor Fedorovych
Назва патенту російськоюУстройство для нанесения покрытий
Автори російськоюСмирнов Игорь Владимирович, Шатинский Виктор Федорович
МПК / Мітки
МПК: C23C 8/00
Мітки: покрить, пристрій, нанесення
Код посилання
<a href="https://ua.patents.su/4-35003-pristrijj-dlya-nanesennya-pokrit.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення покрить</a>
Пристрій для фрикційно-механічного нанесення покрить
Номер патенту: 23690
Опубліковано: 02.06.1998
Автори: Порайко Юрій Іванович, Климишин Ярослав Данилович, Гарасимів Григорій Васильович, Бурда Мирослав Йосипович
МПК: C23C 26/00
Мітки: пристрій, покрить, нанесення, фрикційно-механічного
Формула / Реферат:
Пристрій для фрикційно-механічного нанесення покриття на тіла обертання, котрий містить натираючий вузол і механізм притиску з корпусом з двома важелями, який відрізняється тим, що додатково містить натираючий вузол, обидва натираючі вузли розміщені опозитно по лінії центрів відносно оброблюваної деталі, механізм притиску додатково включає регульовану опору і пневмосистему, пневмоциліндр якої закріплений на одному з важелів і взаємодіє з...
Олігоефірна композиція для захисних покрить, яка полімеризується, спосіб нанесення захисних покрить на поверхні металевих виробів і пристрій для здійснення способу
Номер патенту: 27979
Опубліковано: 16.10.2000
Автори: Веселовський Роман Олександрович, Ляшенко Борис Артемович
МПК: C09D 5/00, B05C 7/00, B05D 7/22
Мітки: полімеризується, яка, покрить, виробів, поверхні, пристрій, способу, олігоефірна, нанесення, здійснення, захисних, спосіб, металевих, композиція
Текст:
...и сшивающего агента, по меньшей мере один инициатор полимеризации в достаточном количестве, по меньшей мере один подходящий ускоритель в достаточном для регулирования жизнеспособности количестве, комплексную поверхностно-активную присадку и дисперсный минеральный наполнитель, согласно изобретению, комплексная поверхностно-активная присадка содержит оксиэтилированный эфир алкилфенола (ОЭАФ) общей формулы где п = 8 - 1 0 и т - б - 1 2 , и...
Композиція для електрофоретичного нанесення захисних покрить
Номер патенту: 32768
Опубліковано: 15.02.2001
Автори: Почивалов Володимир Миколайович, Погорілий Володимир Миколайович, Прокволіт Анатолій Дмитрович, Дворніченко Галина Леонідівна, Шульженко Наталія Сергіївна, Дехно Олександр Леонідович
МПК: C09D 5/44
Мітки: композиція, покрить, нанесення, захисних, електрофоретичного
Формула / Реферат:
Композиція для електрофоретичного нанесення захисних покрить, що містить плівкоутворювач, органічний розчинник, пігмент, наповнювач та воду, яка відрізняється тим, що як плівкоутворювач вона містить адукт низькомолекулярного олігоаміну або їх суміші зі складним поліефіром малеїнового ангідриду і оксипропіліденфенілолпропану в ваговому співвідношенні 1:0,8-1,2, кремнійорганічну смолу, епоксидну діанову смолу, каніфоль та оцтову кислоту, при...
Пристрій для нанесення покрить у вакуумі

Номер патенту: 19443
Опубліковано: 25.12.1997
Автори: Федічев Вадим Петрович, Нєровний Вячеслав Міхайловіч, RU, Ямпольскій Віктор Модестовіч, RU, Перемітько Валерій Вікторович
МПК: C23C 14/22, C23C 14/00
Мітки: пристрій, нанесення, вакуумі, покрить
Формула / Реферат:
Устройство для нанесения покрытий в вакууме, содержащее соосно размещенные расходуемый электрод, полый катод, анод и подложкодержатель, а также источник питания, отличающееся тем, что подложкодержатель совмещен с анодом, а полый катод размещен под расходуемым электродом на расстоянии h от него, удовлетворяющем соотношениюгде d - внутренний диаметр расходуемого электрода, мм;dк - внутренний диаметр полого катода,...
Пристрій для отримання оптичних покрить на основі багатокомпонентних сполук
Номер патенту: 25587
Опубліковано: 30.10.1998
Автори: Бобонич Петро Петрович, Фекешгазі Іштван Вінцейович, Бобонич Ерік Петрович, Кондрат Олександр Борисович
МПК: C23C 14/28
Мітки: пристрій, сполук, багатокомпонентних, отримання, покрить, оптичних, основі
Формула / Реферат:
1. Пристрій для отримання оптичних покрить на основі багатокомпонентних сполук, який містить лазарне джерело випромінювання, оптичну систему, що включає подільник променя, та тримачі мішеней і підкладки, який відрізняється тим, що в якості тримача мішеней використано камертон, на вібруючих ножках якого закріплені мішені, задаюча котушка, що під'єднана до виходу генератора частот, та вимірювальна котушка, котра під'єднана до входу вимірювача...
Попередній патент: Спосіб приготування трести та пристрій для його виконання
Наступний патент: Спосіб отримання захисно-декоративних покриттів на сталі
Випадковий патент: Профільна запобіжна канатна муфта