Спосіб виготовлення багатошарової упаковки

Формула / Реферат
1. Спосіб виготовлення багатошарової упаковки, що містить операцію виготовлення заготівки, операцію обробки заготівки клейовим розчином, операцію формування і обрізання заготівки, який відрізняється тим, що спочатку з рулону картону отримують ролики необхідної ширини, які потім поміщають у верстат, де здійснюють розмотування і автоматичне різання ролика на листи потрібної довжини, після чого відрізаний в розмір лист картону по конвеєрній стрічці поміщають в блок клеєна несення, а потім, теж по конвеєрній стрічці, переміщають до металевої оправки будь-якої геометричної форми і накручують на неї методом прямої навивки, при цьому формування заготівки проводять за допомогою обкатки оправки складної форми об круглий гумовий вал, після чого на заготівку наклеюють етикетку, а далі обрізають до необхідного розміру, після чого отриману заготівку забезпечують системою закривання, а далі на неї встановлюють заздалегідь відштамповане металеве дно відповідної форми і розміру, краї якого завальцьовують навколо країв заготівки.
2. Спосіб за п. 1, який відрізняється тим, що довжину листа під час різання ролика контролюють за допомогою лазерних датчиків, які переміщують уздовж конвеєрної стрічки верстата, таким чином міняючи довжину заготівки, при цьому спрацьовування обрізного ножа відбувається при замиканні датчика листом картону, а далі вже сформовану заготівку обрізають до необхідного розміру, причому систему закривання виконують у вигляді відкидної кришки, металевої кришки, картонної втулки.
3. Спосіб за пп. 1, 2, який відрізняється тим, що клеєнанесення також контролюють за допомогою датчиків, а після зняття з оправки заготівку ламінують за допомогою гідрофобної плівки.
Текст
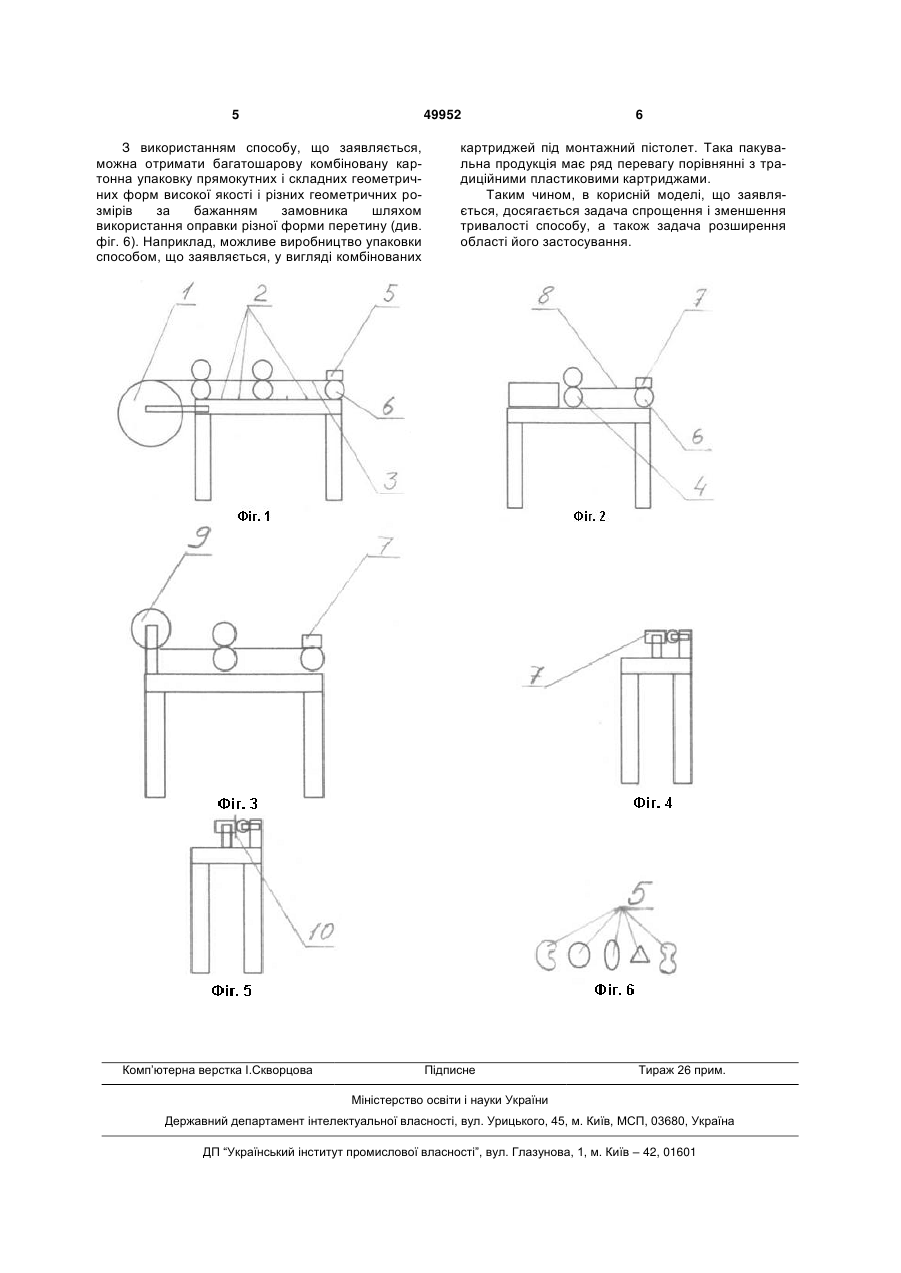
1. Спосіб виготовлення багатошарової упаковки, що містить операцію виготовлення заготівки, операцію обробки заготівки клейовим розчином, операцію формування і обрізання заготівки, який відрізняється тим, що спочатку з рулону картону отримують ролики необхідної ширини, які потім поміщають у верстат, де здійснюють розмотування і автоматичне різання ролика на листи потрібної довжини, після чого відрізаний в розмір лист картону по конвеєрній стрічці поміщають в блок клеєнанесення, а потім, теж по конвеєрній стрічці, переміщають до металевої оправки будь-якої геометричної форми і накручують на неї методом прямої навивки, при цьому формування заготівки проводять за допомогою обкатки оправки складної форми об круглий гумовий вал, після чого на заго U 1 3 Даний відомий метод має ряд недоліків. Поперше, недоліком способу є складність і. як наслідок, збільшення тривалості способу за рахунок того, що операція приготування заготівки складається з декількох етапів. Спочатку витягають плоску пряжу за допомогою пристрою навивання від пакету з плоскою паперовою стрічкою для отримання нитки шириною, потім нитки скручують в Sподібному і Z-подібному напрямах, при цьому формуючи плоску паперову стрічку. Операція формування упаковки також ускладнена і тривала, оскільки для формування упаковки потрібне виконання великого числа витків з нитяної заготівки, що також збільшує енергоємність способу. Ще одним недоліком є обмеження області застосування з причини того, що неможливо виготовляти у такий спосіб упаковку у формі перетину, відмінною від круглої. Це пояснюється тим, що система намотування пряжі для отримання заготівки в цьому відомому способі складається з труби і валика, круглої форми перетину, що робить неможливим виготовлення картонно-паперових упаковок прямокутних і складних геометричних форм. У основу корисної моделі поставлена задача спрощення способу і зниження його тривалості, а також задача розширення області застосування способу. Поставлена задача досягається тим. що спосіб виготовлення багатошарової упаковки містить операцію виготовлення заготівки, операцію обробки заготівки клейовим розчином, операцію формування і обрізання заготовки. Відповідно до корисної моделі, спочатку з рулону картону отримують ролики необхідної ширини, які потім поміщають у верстат, де здійснюють розмотування і автоматичне різання ролика на листи потрібної довжини, після чого відрізаний в розмір лист картону по конвеєрній стрічці поміщають в блок клеєнанесення. Потім, теж по конвеєрній стрічці, лист переміщають до металевої оправки будь-якої геометричної форми і накручують на неї методом прямої навивки, при цьому формування заготовки проводять за допомогою обкатки оправки складної форми об круглий гумовий вал. Після цього на заготовку наклеюють етикетку, а далі обрізають до необхідного розміру, після чого отриману заготівку забезпечують системою закривання, а далі на неї встановлюють заздалегідь відштамповане металеве дно відповідної форми і розміру, краї якого завальцьовують навколо країв заготівки. Відповідно до одного з варіантів реалізації способу, довжину листа під час різання ролика контролюють за допомогою лазерних датчиків, які переміщують уздовж конвеєрної стрічки верстата, таким чином міняючи довжину заготівки, при цьому спрацьовування обрізного ножа відбувається при замиканні датчика листом картону, а далі вже сформовану заготовку обрізають до необхідного розміру, причому систему закривання виконують у вигляді відкидної кришки, металевої кришки, картонної втулки. У відповідності до ще одного з варіантів корисної моделі, клеєнанесення також контролюють за допомогою датчиків, а після зняття з оправки заготівку ламінують за допомогою гідрофобної плівки. 49952 4 У корисній моделі досягається задача спрощення способу і зниження його тривалості за рахунок того, що як матеріал заготівки використовують картонні листи, отримані шляхом різання рулону з використанням автоматичної лінії. Для формування упаковку досить автоматично обкатати лист після клеєнанесення за допомогою гумового валу і металевої оправки. Задача розширення області застосування досягається в корисній моделі за рахунок того, що в способі можна використовувати оправку будьякого перетину, відмінного від круглого. Це дозволяє отримувати картонно-паперову продукцію методом прямої навивки. Формування упаковки проводять за допомогою обкатки оправки складної форми об круглий гумовий вал. При цьому можна отримувати упаковку діаметром від 10 до 76 мм і товщиною стінки від 0,5 до 4 мм, а високоточна лінія різання дозволяє проводити продукцію з точністю різу до 0,05 мм. На Фіг. 1 показана схема виконання способу; на фіг. 2 - схема операції клеєнанесення; на фіг. 3 - операція ламінування; на фіг. 4 - операція різання заготовок; на фіг. 5 - операція вальцювання; на фіг. 6 - приклади форми перетинів оправки. Для виготовлення прямокутної упаковки і упаковки складної конфігурації, вироблюваної методом прямої навивки, спочатку рулон картону перемотують в менші ролики необхідної ширини. Маленький ролик 1 помішають у верстат, який проводить наступні операції: розмотування і автоматичне різання заготовок (листів 3) потрібної довжини. Довжина заготовок контролюється за допомогою лазерних датчиків 2 (див. фіг. 1). Їх можна переміщати уздовж конвеєрної стрічки і таким чином міняти довжину заготівки (спрацьовування обрізного ножа відбувається при замиканні датчика 2 листом картону 3). Далі відрізаний в розмір лист картону 3 по конвеєрній стрічці потрапляє в блок клеєнанесення 4 (див. фіг. 1). Клєєнанесення так само проводиться по датчиках 2. Після блоку клеєнанесення 4 лист картону 3 по конвеєрній стрічці підходить до металевої оправки 5 заданої форми і накручується на неї. Проклеювання проводиться за допомогою обкатки оправки 5 складної форми об круглий гумовий вал 6. Система приводиться в рух за допомогою приводу електродвигуна. Оператор знімає отриману заготівку з оправки 5. Приклади перетину оправки показані на фіг. 6 і лише ілюструють можливі варіанти конфігурації оправки і, відповідно, форми перетину упаковки, яку виготовляють. На наступному верстаті на заготівку 7 наклеюють етикетку 8 (див. фіг. 2). Далі заготівку ламінують спеціальною гідрофобною плівкою 9 на ще одному верстаті (див. фіг. 3). Після цього на обрізному верстаті заготівку 7 обрізають по краях в розмір (див. фіг. 4). На наступному верстаті на заготівку 7 завальцьовують металеве дно 10, наприклад жерстяне, потрібного розміру і форми, яке штампують заздалегідь (див. фіг. 5). Можна забезпечити заготівку системою закривання у вигляді відкидної кришки, металевої кришки або картонної втулки, яку заздалегідь встановлюють всередину заготівки 7. 5 49952 З використанням способу, що заявляється, можна отримати багатошарову комбіновану картонна упаковку прямокутних і складних геометричних форм високої якості і різних геометричних розмірів за бажанням замовника шляхом використання оправки різної форми перетину (див. фіг. 6). Наприклад, можливе виробництво упаковки способом, що заявляється, у вигляді комбінованих Комп’ютерна верстка І.Скворцова 6 картриджей під монтажний пістолет. Така пакувальна продукція має ряд перевагу порівнянні з традиційними пластиковими картриджами. Таким чином, в корисній моделі, що заявляється, досягається задача спрощення і зменшення тривалості способу, а також задача розширення області його застосування. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing multilayer package
Автори англійськоюKhoruzhyi Roman Valentynovych
Назва патенту російськоюСпособ изготовления многослойной упаковки
Автори російськоюХоружий Роман Валентинович
МПК / Мітки
МПК: B65D 3/00
Мітки: упаковки, виготовлення, спосіб, багатошарової
Код посилання
<a href="https://ua.patents.su/3-49952-sposib-vigotovlennya-bagatosharovo-upakovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарової упаковки</a>
Спосіб виготовлення багатошарової обмотки статора електричної машини
Номер патенту: 30838
Опубліковано: 11.03.2008
Автори: Гавріш Віктор Григорович, Іванов Віктор Олексійович, Юр'єв Олексій Семенович
МПК: H02K 3/04
Мітки: спосіб, статора, виготовлення, обмотки, електричної, машини, багатошарової
Формула / Реферат:
1. Спосіб виготовлення багатошарової обмотки статора електричної машини, який полягає у тому, що спочатку виконують формування котушок на шаблоні, потім здійснюють набір котушок в обмотки, після чого укладають обмотки в сердечник статора, а потім послідовно з'єднують обмотки, який відрізняється тим, що як котушки використовують шаблонні одновиткові котушки, які потім послідовно з'єднують у хвильові обмотки, після чого одержані хвильові...
Спосіб виготовлення стерильної, здатної до стиснення упаковки фармацевтичного продукту
Номер патенту: 71960
Опубліковано: 17.01.2005
Автори: Кіс Гіоргі Лайос, Краутлер Екхард
МПК: B65D 1/02, B65B 55/02
Мітки: спосіб, продукту, стиснення, здатної, виготовлення, фармацевтичного, упаковки, стерильної
Формула / Реферат:
1. Спосіб виготовлення стерильної, здатної до стиснення упаковки для фармацевтичного продукту, де упаковку вибирають з поліфольгової туби, виготовленої з одного або більше шарів поліпропілену і одного або більше шарів алюмінію та поліпропіленової пляшки (2), яка має ковпачок (5), де вказана пляшка (2) і вказаний ковпачок (5) мають різні модулі пружності, який відрізняється тим, що розміщають закриту упаковку у...
Спосіб виготовлення сувенірної упаковки
Номер патенту: 7400
Опубліковано: 15.06.2005
Автор: Крукович Олександр Адамович
Мітки: виготовлення, спосіб, сувенірної, упаковки
Формула / Реферат:
1. Спосіб виготовлення сувенірної упаковки, що передбачає виготовлення заготівок декоративної оболонки, збірку остова декоративної оболонки, який складається з двох півциліндрів, нарізання внутрішніх канавок для ден та скрізних отворів, вставляння внутрішньої посудини для рідини і ден, насадку обручів та кріплення ручки, який відрізняється тим, що декоративну оболонку виконують з гнучкого матеріалу та перед виготовленням остова декоративної...
Багатошарова труба і спосіб виготовлення багатошарової труби
Номер патенту: 70421
Опубліковано: 15.10.2004
Автори: Ліпицький Станіслав Григорович, Кущенко Сергій Миколайович
МПК: F16L 9/00
Мітки: багатошарової, багатошарова, спосіб, трубі, виготовлення, труба
Формула / Реферат:
1. Багатошарова труба, що містить сполучені між собою внутрішній захисний шар, виконаний із зносостійкого матеріалу, проміжний шар і зовнішній захисний шар, виконаний з композиційного матеріалу, а також закінцівки для з'єднання з суміжними трубами або трубопровідною арматурою, яка відрізняється тим, що внутрішній захисний шар і проміжний шар скріплені між собою гнучкими джгутами, при цьому проміжний шар виконаний з полімербетону, армованого...
Спосіб виготовлення багатошарової гіпсової плити
Номер патенту: 34202
Опубліковано: 11.08.2008
Автори: Віхт Андреас, Окіфі Саманта Джейн, Вуд Метью Джеймс
МПК: B28C 5/00, B28B 19/00, C04B 40/00
Мітки: виготовлення, спосіб, плити, гіпсової, багатошарової
Формула / Реферат:
1. Спосіб виготовлення багатошарової гіпсової плити, що включає етапи:а) змішування матеріалу на основі цементу із водою у контейнері мішалки до утворення рідкої цементної гідросуміші;б) вивантаження утвореної цементної гідросуміші із вказаного контейнера мішалки крізь отвір на основу таким чином, щоб ця цементна гідросуміш знаходилася у турбулентному стані при проходженні крізь цей отвір;в) введення визначеного...
Попередній патент: Лікувальний препарат для ракових захворювань
Наступний патент: Валик малярний
Випадковий патент: Абразивовмісний матеріал