Свердло для розкриття каналу чавунної льотки доменної печі
Номер патенту: 51166
Опубліковано: 15.11.2002
Автори: Падалка Володимир Павлович, Михайлюк Геннадій Дмитрович, Літвінов Леонід Федорович, Кузнецов Олександр Михайлович, Новохатський Олександр Михайлович, Димченко Євген Миколайович
Формула / Реферат
1. Свердло для розкриття каналу чавунної льотки доменної печі, що містить круглий стальний лом з наконечником, яке відрізняється тим, що стальний лом виконано пустотілим з товщиною стінок 0,1 - 0,12 його діаметра, а наконечник забезпечено зубцями з коаксіальним розводенням ![]() 0,02 - 0,04 діаметра лома через один, форма зуба трикутна з переднім кутом при основі
0,02 - 0,04 діаметра лома через один, форма зуба трикутна з переднім кутом при основі ![]() , з кутом у вершині
, з кутом у вершині ![]() та висотою 0,25 - 0,5 діаметра лома.
та висотою 0,25 - 0,5 діаметра лома.
2. Свердло за п. 1, яке відрізняється тим, що наконечник з'єднано з пустотілим ломом за допомогою різі, а його довжина складає 25 - 30 % від загальної довжини лома.
Текст
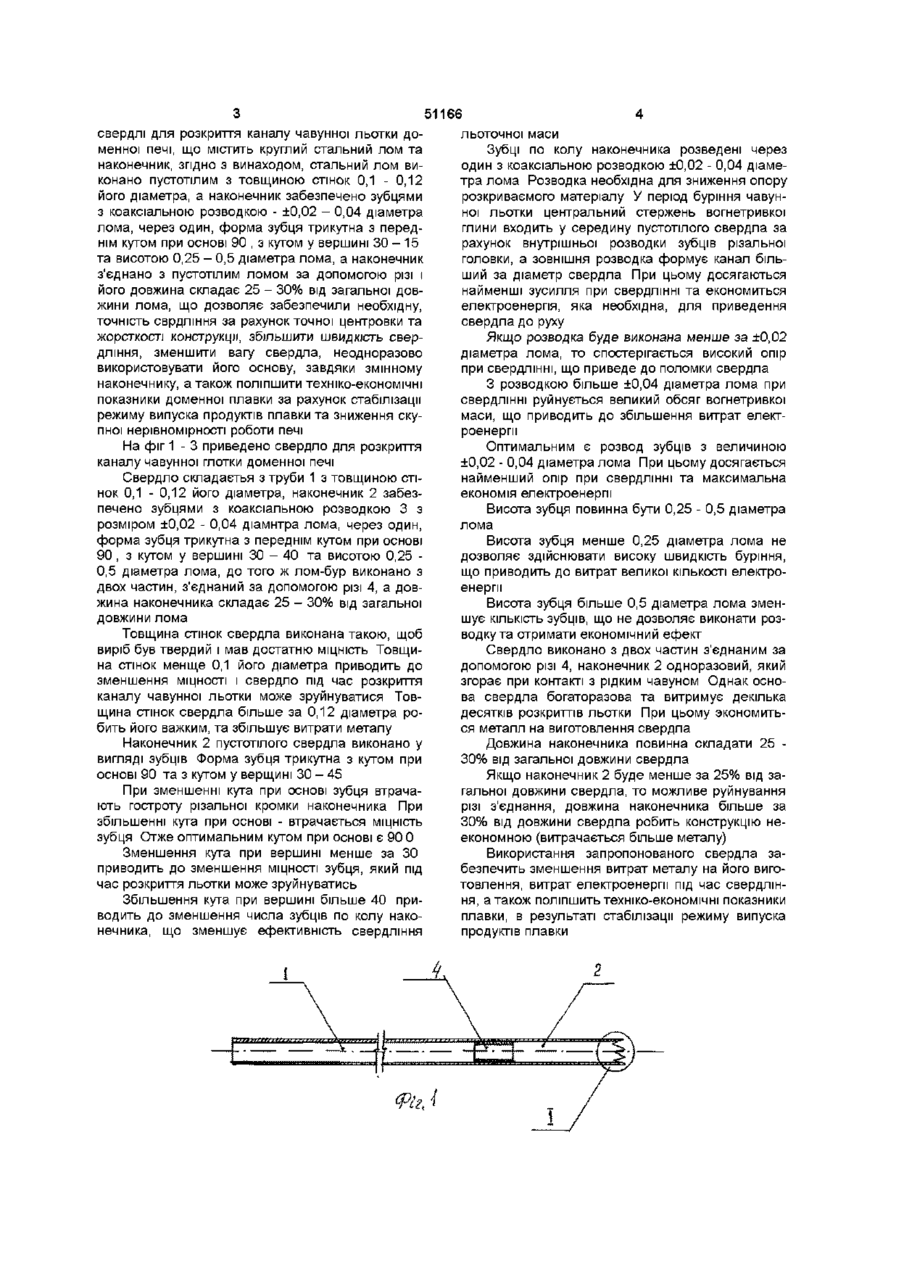
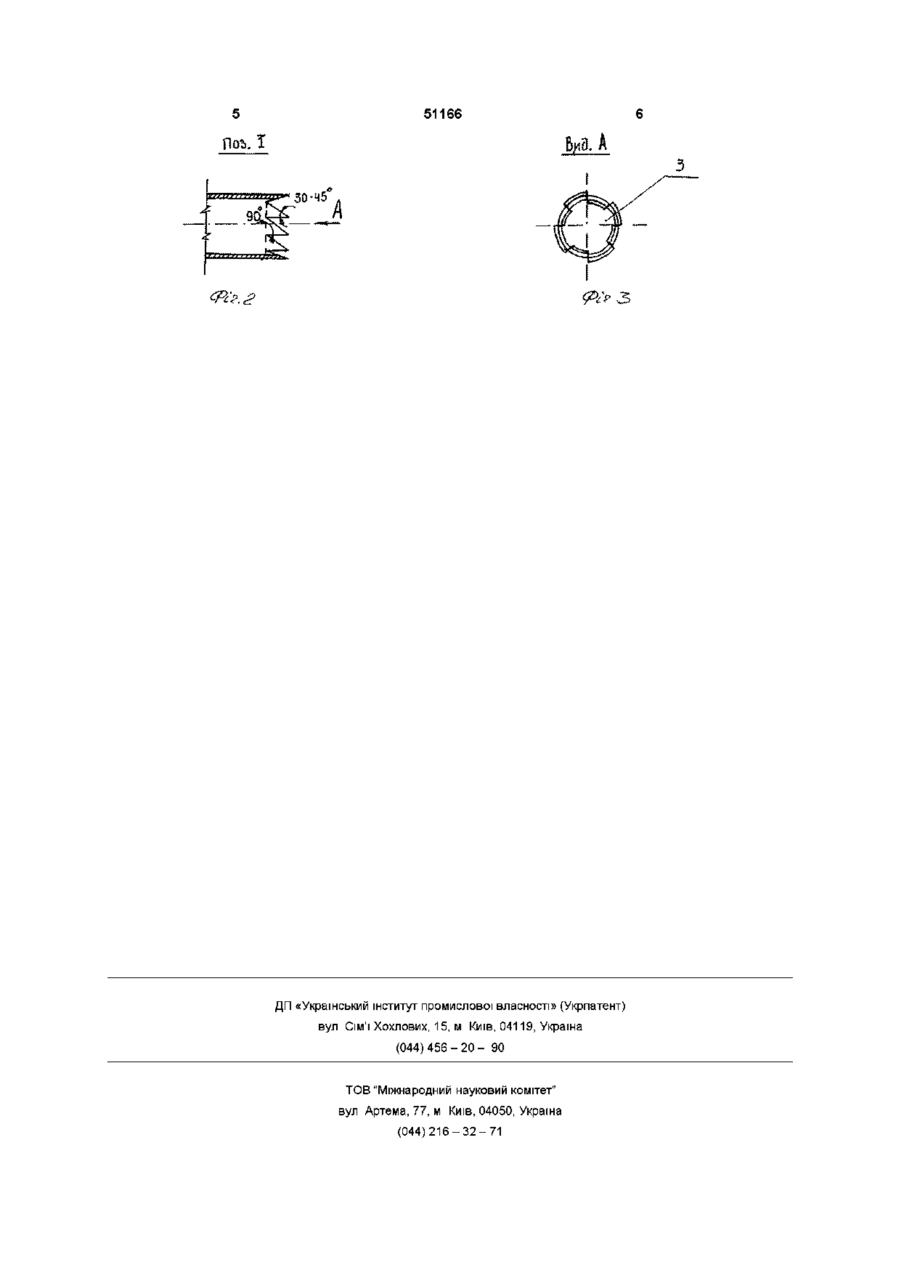
1 Свердло для розкриття каналу чавунної льотки доменної печі, що містить круглий стальний лом з наконечником, яке відрізняється тим, що стальний лом виконано пустотілим з товщиною стінок 0,1 - 0,12 його діаметра, а наконечник забезпечено зубцями з коаксіальним розводенням ± 0,02 - 0,04 діаметра лома через один, форма зуба трикутна з переднім кутом при основі 90°, з кутом у вершині 30-45° та висотою 0,25 - 0,5 діаметра лома 2 Свердло за п 1, яке відрізняється тим, що наконечник з'єднано з пустотілим ломом за допомогою різі, а його довжина складає 25 - 30% від загальної довжини лома Винахід відноситься до чорної металурги, а саме до обладнання доменної печі і може бути використаним для розкриття чавунних льоток Відомий робочий інструмент бур-лом, який призначено для розкриття чавунної льотки за допомогою пневматичного молотка ударного типа (Красавцев Н И , Остроуков М Я Робота мастера современной доменной печи - М Металлургиздат -1949 -с 213-219) Недоліком відомого пристрою є те, що розкриття довгої чавунної льотки сучасної доменної печі виконуєтеся в два етапи Необхідно спочатку розсвердлити вогнетривку масу льоточного канал і до твердої застиглої чавунної корки, яка утворюється в отворі льотки в внутрішній її частині, а потім ударами за допомогою бур-лома довести и до руйнування, крім того недоліком є те, що удар руйнує не тільки застиглу корку, але вогнетривку масу каналу льотки Розкриття чавунної льотки у два етапи збільшує час і витрати на організацію випуску рідких продуктів плавки Найбільш близьким по технічному рішенню та досягаемому результату є пристрій, який містить робочий інструмент - бур-молот, що виготовлено із круглої стальної заготовки 0 32 - 36мм, довжиною 4м з пір'яним нконечником /Єфименко Г Г, Гиммельфарб А А , Левченко В Е , Металлургия чугуна К Вища школа-1988 - с 278-277) Недоліком відомого технічного рішення є те, що свердло з пір'яним наконечником погано центрується, не має необхідної жорсткості і не містить пристрою для виведення матеріалу із розкриваємого каналу Все це приводить до випадкових відхилень просвердленого каналу від проектної осі чавунної льотки, що впливає на окружну нерівномірність роботи доменної печі і потребує більших енергетичних та тимчасових витрат на руйнування льоточної вогнетривкої маси, погіршує техніко-економічні показники плавки Крім того на виготовлення бур-молота з пір'євим наконечником витрачається велика КІЛЬКІСТЬ сталі В основу винаходу поставлене завдання удосконалення свердла для розкриття каналу чавунної льотки доменної печі, у якому виконання лому пустотілим з двох частин із зубцями на наконечнику з оптимальним співвідношенням розмірів дозволяє забезпечити необхідну точність свердління за рахунок точної центровки та жорсткості конструкції, збільшити швидкість свердління, зменшити вагу свердла, неодноразово використовувати його основу, завдяки змінному наконечнику, а також поліпшити техніко-економічні показники доменної плавки за рахунок стабілізації режиму випуска продуктів плавки та зниження окружної нерівномірності роботи печі Поставлене завдання досягається тим, що у (О (О ю 51166 свердлі для розкриття каналу чавунної льотки доменної печі, що містить круглий стальний лом та наконечник, згідно з винаходом, стальний лом виконано пустотілим з товщиною стінок 0,1 - 0,12 його діаметра, а наконечник забезпечено зубцями з коаксіальною розводкою - ±0,02 - 0,04 діаметра лома, через один, форма зубця трикутна з переднім кутом при основі 90 , з кутом у вершині 3 0 - 1 5 та висотою 0,25 - 0,5 діаметра лома, а наконечник з'єднано з пустотілим ломом за допомогою різі і його довжина складає 25 - 30% від загальної довжини лома, що дозволяє забезпечили необхідну, точність сврдлшня за рахунок точної центровки та жорсткості конструкції, збільшити швидкість свердління, зменшити вагу свердла, неодноразово використовувати його основу, завдяки змінному наконечнику, а також поліпшити техніко-економічні показники доменної плавки за рахунок стабілізації режиму випуска продуктів плавки та зниження скупної нерівномірності роботи печі На фіг 1 - 3 приведено свердло для розкриття каналу чавунної глотки доменної печі Свердло складаєтья з труби 1 з товщиною стінок 0,1 - 0,12 його діаметра, наконечник 2 забезпечено зубцями з коаксіальною розводкою 3 з розміром ±0,02 - 0,04 діамнтра лома, через один, форма зубця трикутна з переднім кутом при основі 90 , з кутом у вершині ЗО - 40 та висотою 0,25 0,5 діаметра лома, до того ж лом-бур виконано з двох частин, з'єднаний за допомогою різі 4, а довжина наконечника складає 25 - 30% від загальної довжини лома Товщина стінок свердла виконана такою, щоб виріб був твердий і мав достатню МІЦНІСТЬ Товщина стінок менще 0,1 його діаметра приводить до зменшення МІЦНОСТІ і свердло під час розкриття каналу чавунної льотки може зруйнуватися Товщина стінок свердла більше за 0,12 діаметра робить його важким, та збільшує витрати металу Наконечник 2 пустотілого свердла виконано у вигляді зубців Форма зубця трикутна з кутом при основі 90 та з кутом у верщині ЗО - 45 При зменшенні кута при основі зубця втрачають гостроту різальної кромки наконечника При збільшенні кута при основі - втрачається МІЦНІСТЬ зубця Отже оптимальним кутом при основі є 90 0 Зменшення кута при вершині менше за ЗО приводить до зменшення МІЦНОСТІ зубця, який під час розкриття льотки може зруйнуватись Збільшення кута при вершині більше 40 приводить до зменшення числа зубців по колу наконечника, що зменшує ефективність свердління льоточної маси Зубці по колу наконечника розведені через один з коаксіальною розводкою ±0,02 - 0,04 діаметра лома Розводка необхідна для зниження опору розкриваємого матеріалу У період буріння чавунної льотки центральний стержень вогнетривкої глини входить у середину пустотілого свердла за рахунок внутрішньої розводки зубців різальної головки, а зовнішня розводка формує канал більший за діаметр свердла При цьому досягаються найменші зусилля при свердлінні та економиться електроенергія, яка необхідна, для приведення свердла до руху Якщо розводка буде виконана менше за ±0,02 діаметра лома, то спостерігається високий опір при свердлінні, що приведе до поломки свердла З розводкою більше ±0,04 діаметра лома при свердлінні руйнується великий обсяг вогнетривкої маси, що приводить до збільшення витрат електроенергії Оптимальним є розвод зубців з величиною ±0,02 - 0,04 діаметра лома При цьому досягається найменший опір при свердлінні та максимальна економія електроенергії Висота зубця повинна бути 0,25 - 0,5 діаметра лома Висота зубця менше 0,25 діаметра лома не дозволяє здійснювати високу швидкість буріння, що приводить до витрат великої КІЛЬКОСТІ електроенергії Висота зубця більше 0,5 діаметра лома зменшує КІЛЬКІСТЬ зубців, що не дозволяє виконати розводку та отримати економічний ефект Свердло виконано з двох частин з'єднаним за допомогою різі 4, наконечник 2 одноразовий, який згорає при контакті з рідким чавуном Однак основа свердла богаторазова та витримує декілька десятків розкриттів льотки При цьому экономиться металл на виготовлення свердла Довжина наконечника повинна складати 25 30% від загальної довжини свердла Якщо наконечник 2 буде менше за 25% від загальної довжини свердла, то можливе руйнування різі з'єднання, довжина наконечника більше за 30% від довжини свердла робить конструкцію неекономною (витрачається більше металу) Використання запропонованого свердла забезпечить зменшення витрат металу на його виготовлення, витрат електроенергії під час свердління, а також поліпшить техніко-економічні показники плавки, в результаті стабілізації режиму випуска продуктів плавки 5 51166 Поъ. I 30-45 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюDrill for opening the cast-iron tap hole channel of blust-furnace
Автори англійськоюNovokhatskyi Oleksandr Mykhailovych, Lytvynov Leonid Fedorovych, Dymchenko Yevhen Mykolaiovych, Kuznetsov Oleksandr Mykhailovych, Padalka Volodymyr Pavlovych
Назва патенту російськоюСверло для раскрытия канала чугунной летки доменной печи
Автори російськоюНовохатский Александр Михайлович, Литвинов Леонид Федорович, Димченко Евгений Николаевич, Кузнецов Александр Михайлович, Падалка Владимир Павлович
МПК / Мітки
МПК: C21B 7/12
Мітки: каналу, розкриття, чавунної, льотки, печі, доменної, свердло
Код посилання
<a href="https://ua.patents.su/3-51166-sverdlo-dlya-rozkrittya-kanalu-chavunno-lotki-domenno-pechi.html" target="_blank" rel="follow" title="База патентів України">Свердло для розкриття каналу чавунної льотки доменної печі</a>
Гідрогармата для забивання чавунної льотки доменної печі
Номер патенту: 39949
Опубліковано: 16.07.2001
Автори: Пеклич Михайло Михайлович, Апостолов Володимир Гнатович, Щербина Олександр Васильович
МПК: C21B 7/12
Мітки: чавунної, печі, забивання, доменної, льотки, гідрогармата
Формула / Реферат:
Гидропушка для забивки чугунной летки доменной печи, содержащая корпус, рабочий цилиндр с поршнем и указатель положения поршня со стрелкой и шкалой, установленной снаружи корпуса, отличающаяся тем, что указатель положения поршня выполнен в виде двух шарнирно-соединенных рычагов, один из которых выполнен изогнутым и закреплен жестко на оси в кожухе корпуса, причем упомянутый рычаг соединен одним концом с поршнем гидроцилиндра, а другим концом...
Пристрій для випуску чавуну та шлаку з доменної печі
Номер патенту: 773
Опубліковано: 15.03.2001
Автори: Банніков Юрій Григорович, Андрєєв Володимир Іванович, Климов Володимир Генадійович, Дишлевич Ігор Йосипович, Крівченко Юрій Сергійович, Сацький Віталій Антонович, Гусаров Олександр Сергійович, Жаріков Альберт Миколайович, Набока Володимир Іванович, Поліщук Петро Миколайович, Литвяк Василь Григорович
МПК: C21B 7/14
Мітки: шлаку, випуску, пристрій, доменної, печі, чавуну
Формула / Реферат:
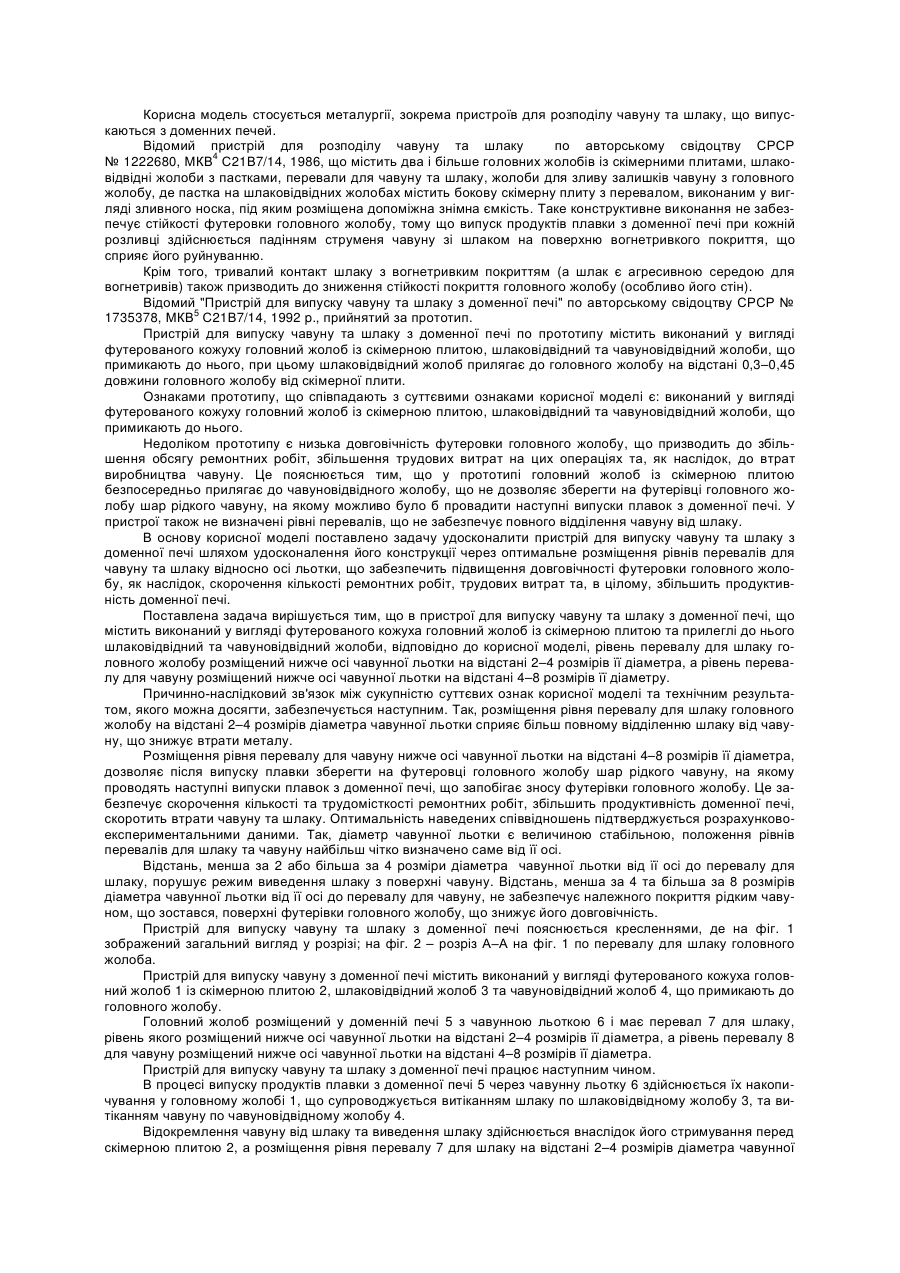
Пристрій для випуску чавуну та шлаку з доменної печі, що містить виконаний у вигляді футерованого кожуха головний жолоб із скімерною плитою та прилеглі до нього шлаковідвідний та чавуновідвідний, жолоби, який відрізняється тим, що рівень перевалу для шлаку головного жолоба розміщений нижче осі чавунної льотки на відстані 2-4 розмірів її діаметра, а рівень перевалу для чавуну розміщений нижче осі чавунної льотки на відстані 4-8 розмірів її...
Пристрій для випуску чавуну та шлаку з доменної печі
Номер патенту: 942
Опубліковано: 16.07.2001
Автори: Сацький Віталій Антонович, Банніков Юрій Григорович, Климов Володимир Генадійович, Дишлевич Ігор Йосипович, Крикунов Борис Петрович, Жаріков Альберт Миколайович, Гусаров Олександр Сергійович, Мілан Філіп Буйначек, Сазонов Сергій Іванович, Набока Володимир Іванович, Биков Леонід Всеволодович, Крівченко Юрій Сергійович, Алимов Генадій Іванович
МПК: C21B 7/14
Мітки: пристрій, печі, шлаку, доменної, випуску, чавуну
Формула / Реферат:
Пристрій для випуску чавуну та шлаку з доменної печі, що містить виконаний у вигляді футерованого кожуха головний жолоб із скімерною плитою та прилягаючі до нього шлаковідвідний та чавуновідвідний жолоби, який відрізняється тим, що головний жолоб виконаний з відстанню від чавунної льотки до скімерно'і плити, що дорівнює 1,5-3,0, та шириною, що дорівнюе 0,1-0,4 розміру внутрішнього діаметра горна доменної печі.
Спосіб обслуговування фурмених приладів та головного чавунного жолоба доменної печі
Номер патенту: 48599
Опубліковано: 15.08.2002
Автори: Аріст Леонід Михайлович, Маковенко Анатолій Павлович, Мілан Філіп Буйначек, Банніков Юрій Григорович, Щербін Арнольд Іванович, Шуляцький Аркадій Львович
МПК: C21B 7/16
Мітки: приладів, чавунного, обслуговування, фурмених, спосіб, доменної, жолоба, печі, головного
Формула / Реферат:
Спосіб обслуговування фурмених приладів та головного чавунного жолоба доменної печі, що містить опускання поворотної ділянки майданчика та виконання робіт по заміні фурменого приладу, який відрізняється тим, що поворотну ділянку майданчика опускають та встановлюють над головним чавунним жолобом доменної печі, вогнестійкою плитою перекривають зону головного жолоба у районі чавунної льотки та витримують до виконання робіт по закриттю та...
Пушка для забивання льотки доменної печі
Номер патенту: 39108
Опубліковано: 15.06.2001
Автори: Пеклич Михайло Михайлович, Апостолов Володимир Гнатович, Щербина Олександр Васильович
МПК: C21B 7/12
Мітки: льотки, печі, доменної, забивання, пушка
Формула / Реферат:
Пушка для забивки летка доменной печи, содержащая корпус, рабочий цилиндр с порнем, отличающаяся тем, что в корпусе гидроцелиндра жестко закреплена продольная направляющая, а шток гидроцилиндра выполнен на длину рабочего хода поршня и снабжен втулкой с пазом, установленной с возможностью перемещения вдоль неподвижной направляющей.
Попередній патент: Різальний інструмент
Наступний патент: Універсально-збірний інструмент
Випадковий патент: Спосіб підвищення інтенсивності росту молодняку кролів