Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Хіщенко Віктор Пилипович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
Формула / Реферат
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення ![]() висотою
висотою ![]() і компенсатором в її нижній частині у вигляді конуса з розмірами dmax=dd, dmin=d3,
і компенсатором в її нижній частині у вигляді конуса з розмірами dmax=dd, dmin=d3, ![]() , де Dd, dd - зовнішній і внутрішній діаметри деталі;
, де Dd, dd - зовнішній і внутрішній діаметри деталі; ![]() і
і ![]() - відносна щільність деталі і заготовки, Нd - висота деталі; K=0,995-0,998 - коефіцієнт, що враховує втрати обсягу заготовки на компенсатор; hк - висота компенсатора, i=(dd-d3)/2,
- відносна щільність деталі і заготовки, Нd - висота деталі; K=0,995-0,998 - коефіцієнт, що враховує втрати обсягу заготовки на компенсатор; hк - висота компенсатора, i=(dd-d3)/2, ![]()
![]() - кут конусної частини формуючого інструмента, причому
- кут конусної частини формуючого інструмента, причому ![]() =2...4°, а доущільнюють одночасно в радіальному і осьовому напрямках.
=2...4°, а доущільнюють одночасно в радіальному і осьовому напрямках.
Текст
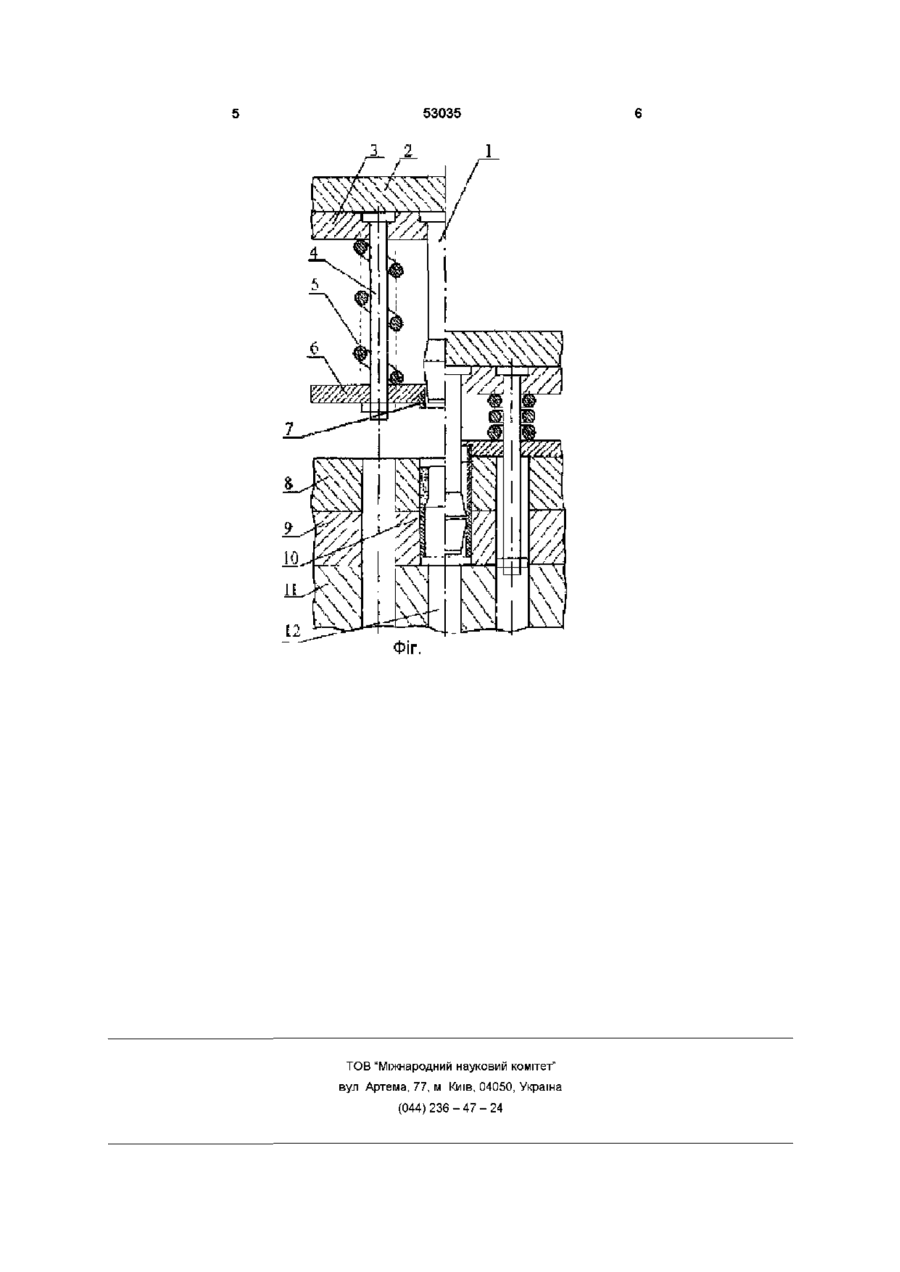
Спосіб виготовлення тонкостінних циліндричних виробів високої ЩІЛЬНОСТІ з металевих порошків, що включає попереднє холодне формування пористої заготовки та и подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з Винахід відноситься до порошкової металурги", зокрема, до способів виготовлення тонкостінних циліндричних виробів високої ЩІЛЬНОСТІ холодним чи гарячим штампуванням пористої заготовки Відомо спосіб, при якому вихідний металевий порошок завантажують у порожнину матриці, а потім за допомогою його вібраційного ущільнення здійснюють попереднє формування трубчастої заготовки При цьому осьовий отвір у заготовці виконують за рахунок використання центрального стрижня, встановленого в матриці Після витягу стрижня усередину заготовки встановлюють ущільнюючу прошивку, яка складається з трьох частин - направляючої, робочої і калібруючої При переміщенні прошивки уздовж осі заготовки відбувається послідовне радіальне ущільнення порошку и робочою частиною (див ах СРСР № 549261 MnKB22F 3/02,1977, бюл №9) Недоліками цього способу є недостатня якість отриманих виробів, обумовлена необмеженим осьовими переміщенням металу, що приводить до внутрішнім діаметром ВІДПОВІДНО ДО відношення cU = K висотою -163 і компенсатором в и нижній частині у вигляді конуса з розмірами d ma x=dd, dmm=d3, h K = ictg2a , де Dd, dd - ЗОВНІШНІЙ і внутрішній діаметри деталі, 6^ і Эз - відносна ЩІЛЬНІСТЬ деталі і заготовки, Hd - висота деталі, К=0,995-0,998 - коефіцієнт, що враховує втрати обсягу заготовки на компенсатор, hK - висота компенсатора, i=(dd-d3)/2, a - кут конусної частини формуючого інструмента, причому a =2 4°, а доущільнюють одночасно в радіальному і осьовому напрямках нерегульованого росту заготовки по висоті, утворенню наросту (задирки) на нижньому торці Отримані вироби мають високу пористість (15%), що знижує їх механічні властивості, розмір по висоті не відповідає вимогам креслення Найбільш близьким до винаходу, що заявляється, є спосіб виготовлення високощільних спечених виробів, який включає попереднє холодне формування пористої заготовки, и нагрівання і подальше послідовне доущільнення, спочатку в осьовому напрямку, а потім, по внутрішній поверхні заготовки, у напрямку, нормальному до осьового (ас СРСР № 1049184, МПК B22F 3/02, 1983, бюл №39) Даний винахід обрано за прототип Недоліками даного способу є ненадійна робота штампа, що реалізує цей спосіб Нижня плита, встановлена консольно, сприймає значне навантаження при осьовому ущільненні, що веде до її перекосу і заклинювання Встановлення нагрітої заготовки в порожнину штампа приводить до нагрівання його плит і пружин, що так саме знижує ю C O О со Ю 53035 надійність їхньої роботи В основу винаходу поставлено задачу удосконалення способу виготовлення високощільнених тонкостінних циліндричних виробів з металевих порошків шляхом оптимізацм форми та розмірів заготовки і доущільнення її одночасно в радіальному та осьовому напрямках, що призведе до отримання виробів з високими механічними властивостями та розмірами, що відповідають вимогам креслення Поставлена задача досягається тим, що в способі виготовлення тонкостінних циліндричних виробів високої ЩІЛЬНОСТІ з металевих порошків, що включає попереднє холодне формування пористої заготовки, и нагрівання і подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні в напрямку нормальному до осьового, згідно винаходу, заготовку виготовляють з внутрішнім діаметром ВІДПОВІДНО до відношення = K D -(D -d) висотою Нз = Нсібсі -103, і компенсатором в її нижній частині у вигляді конусу з розмірами d m a x - сЦ dmm = d 3 , hk = ictg2a, де Dd dd - ЗОВНІШНІЙ І внутрішній діаметри деталі, 6d і 03 - відносна ЩІЛЬНІСТЬ деталі і заготовки, Hd - висота деталі, К = 09995 - 0,998 - коефіцієнт, що враховує втрати обсягу заготовки на компенсатор, hk- висота компенсатора, і = (dd - d3)/2, a - кут конусної частини формуючого інструмента, причому a = 2 4°, а доущільнення здійснюють одночасно в радіальному та осьовому напрямках Суть винаходу пояснюється фіг, де зображено пристрій для реалізації способу виготовлення тонкостінних циліндричних виробів високої ЩІЛЬНОСТІ з металевих порошків, який містить центральний пуансон 1 з конусною робочою частиною, верхню плиту 2, кріпильну плиту 3, стійки 4 з пружинами 5, проміжну плиту 6, верхній пуансон 7, матрицю 8, опору 9, нижній пуансон 10, нижню плиту 11, виштовхувач 12 Спосіб здійснюється наступним чином Заготовку, виготовлену за вищевказаними розрахунками, встановлюють у матрицю 9 на нижній пуансон 10 і ущільнюють центральним пуансоном 1 При впроваджені конусної частини пуансона 1 в заготовку відбувається зсув металу як у радіальному, так і в осьовому напрямках Наявність верхнього 7 і нижнього 10 пуансонів створює протитиск, у результаті чого відбувається ущільнення металу в обсягах, які прилягають до пуансонів, і приводить до більш рівномірного розподілу ЩІЛЬНОСТІ Наявність компенсатора так само сприяє підвищенню рівноущільнення, тому що при його відсутності центральний пуансон, що ущільнює, виштовхує зміщений обсяг металу в зазор між ним і нижнім пуансоном 10, утворюється наріст, відбувається заклинювання, ріст зусилля, і виріб має дефекти на торцевої поверхні Збільшення обсягу компенсатора вище оптимального, збільшення чи зменшення d 3 , Н3, а порушує нормальний хід процесу ущільнення, приводить або до значного росту зусилля пресування й утворенню дефектів на поверхні виробів, або до зниження ЩІЛЬНОСТІ І збільшення різноущільнення по висоті виробу Приклад Спосіб використовували для виготовлення деталі тепловоза - втулки з діаметрами ЗОВНІШНІЙ 84мм, внутрішній 74мм, висота 80мм Визначили розміри заготовки з умови, що 63 = 0,75, 6d = 0,98 Одержали dk = 70,35мм, hk = 17,1мм По отриманим даним виготовлена прес-форма і відпресовані на гідравлічному пресі заготовки в КІЛЬКОСТІ 40шт із шихти, що складається з залізного порошку марки ПЖ2 200 - 99,7% і 0,3% олівцевого графіту Заготовки відпалювали при температурі 900°С 1 годину в середовищі ендогазу і доущільнювали на тому же пресі в штампі, який представлено на кресленні Перед штампуванням деталі просочували в машинній олії, а ущільнюючий пуансон змазували касторовою олією Деталі спекали при температурі 1100°С 1 годину в середовищі ендогазу і для підвищення корозійної СТІЙКОСТІ оксидували Відносна ЩІЛЬНІСТЬ отриманих виробів складала 0,98, різнощільність по висоті не перевищувала 2,2%, твердість 95-125НВ, границя МІЦНОСТІ, що визначена випробуванням на радіальне стиснення за ДСТ 26529-85, склала 380 450МПа, відносний прогин - 21,7 - 26,3% Деталі відповідали кресленню і технічним умовам і були встановлені на тепловоз 53035 TOB "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of thin-walled cylindrical articles of high density made from powdered metal
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych
Назва патенту російськоюСпособ изготовления тонкостенных цилиндрических изделий высокой плотности из металлических порошков
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич
МПК / Мітки
МПК: B22F 3/02
Мітки: високої, тонкостінних, металевих, спосіб, щільності, виготовлення, циліндричних, виробів, порошків
Код посилання
<a href="https://ua.patents.su/3-53035-sposib-vigotovlennya-tonkostinnikh-cilindrichnikh-virobiv-visoko-shhilnosti-z-metalevikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків</a>
Спосіб виготовлення виробів з металевих порошків

Номер патенту: 48653
Опубліковано: 15.08.2002
Автори: Дрозденко Ганна Вікторівна, Петрунько Анатолій Миколайович, Анохін Вячеслав Михайлович, Тер-Погосьянц Едуард Дмитрович, Ляшенко Олександр Петрович, Дрозденко Віктор Антонович
МПК: B22F 3/16
Мітки: спосіб, виготовлення, металевих, порошків, виробів
Формула / Реферат:
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної щільності заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного...
Спосіб виготовлення неформових тонкостінних гумових виробів
Номер патенту: 38004
Опубліковано: 15.05.2001
Автори: Савельєва Ніна Василівна, Піднебесний Андрій Петрович, Ланіна Тетяна Федорівна, Тимошенко Валентина Борисівна, Владимирська Ольга Володимирівна
МПК: B29C 49/04
Мітки: гумових, неформових, спосіб, виробів, тонкостінних, виготовлення
Формула / Реферат:
Спосіб виготовлення неформових тонкостінних гумових виробів, який включав розігрів гумової суміші, її подачу у черв’ячний прес, шприцювання та вулканізацію, який відрізняється тим, що перед вулканізацією один кінець профілю закривають пробкою або зліплюють гумовою сумішшю, а через другий подають стиснене повітря тиском ≤ 0,01 МПа.
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович
МПК: B22F 7/00
Мітки: нанесення, внутрішні, покриттів, порошків, спосіб, циліндричних, деталей, поверхні, металевих
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Циліндричне металеве волокно, тіло з металевих волокон, спосіб виготовлення циліндричних металевих волокон і спосіб виготовлення тіла з циліндричних металевих волокон
Номер патенту: 26404
Опубліковано: 30.08.1999
Автор: Файв Джеймс А.
МПК: B22F 1/00, H01G 9/00, B22F 3/00
Мітки: металеве, тіла, металевих, виготовлення, тіло, циліндричних, спосіб, волокон, волокно, циліндричне
Формула / Реферат:
1. Цилиндрическое металлическое волокно, состоящее из тантала или ниобия, или их сплавов, отличающееся тем, что оно имеет круглое поперечное сечение до 3 микрон в диаметре.2. Волокно по п.1,отличающееся тем, что оно имеет диаметр от 0,2 до 1,0 микрон.3. Волокно по п.1,отличающееся тем, что оно имеет диаметр до 0,33 микрон.4. Волокно по одному из предыдущих пунктов, отличающееся тем, что оно имеет длину до 400...
Спосіб виготовлення із порошків виробів, які містять бронзу
Номер патенту: 36515
Опубліковано: 16.04.2001
Автори: Кібець Віталій Іванович, Каролінський Олександр Матусович, Гарбовицька Тетяна Григорівна
МПК: B22F 3/14
Мітки: бронзу, порошків, виготовлення, спосіб, містять, виробів
Текст:
...з 4-х рядним ротором при швидкості обертання 15000 об/хв. Середній розмір частинок порошку після такої обробки становив близько 2 мкм. Приклад1. Виготовлення спечених підшипників ковзання. Порошки міді, сплаву (50%Sn, 50% Sb) та графіту змішують у пропорції, необхідної для одержання складу (78% Сu, 9% Sn, 9% Sb, 4% С) засипають у прес-форму, пресують під тиском 120МПа та вміщують у піч. При досягненні температури в прес-формі...
Попередній патент: Гірляндна вітроелектростанція
Наступний патент: Суміш для одержання піноматеріалів на основі карбамідних смол
Випадковий патент: Спосіб виготовлення металевих ливарних форм