Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Сазонов Віктор Васильович, Гладченко Олександр Миколайович
Формула / Реферат
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки и радиальное ее перемещение, причем частоту вращения горелки рассчитывают из соотношения:
где nг - частота вращения горелки, об/мин;
nд - частота вращения детали, об/мин;
R - радиус наплавляемой поверхности, м;
VH - скорость наплавки, м/с;
Vгn - скорость поступательного перемещения горелки, м/с;
9,55 - коэффициент, связанный с использованием при соотношении параметров с различными размерностями.
Текст
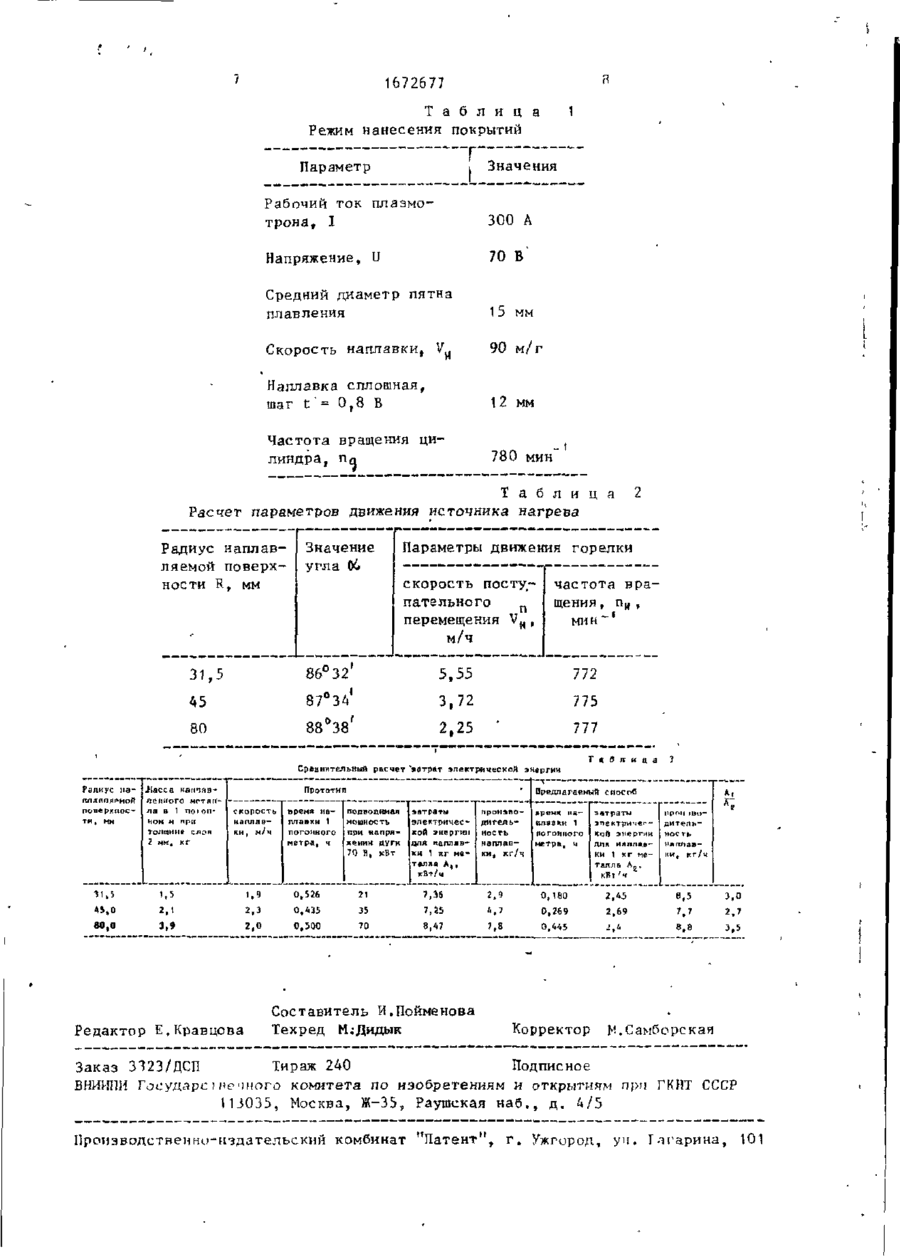
ДЛЯ ГЛУЖІЬНОГО ПОЛЬЗОВАНИЯ З Ю N * СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЁСПУБЛИН (19) SU,,, 1672677 (5QS В 22 F А1 7/00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ t (21) 4655173/02 (22) 2 7 . 0 2 . 8 9 (71) Украинский научно-исследовательский и конструкторский институт по разработке машин и оборудования для переработки пластических масс, резины и искусственной кожи (72) А.Н.Гладченко и В.Б.Сазонов (53) 621.762 ( 0 8 8 . 8 ) (56) Югансон Э.Ю., Сельницын М.Г. Центробежная наплавка износостойких сплавов на внутренние цилиндрические поверхности труб. В кн. Производс т в о труб с покрытиями, отделка и контроль к а ч е с т в а труб. М.: Металлург и я , 1973 г . с . 53-62. Гладкий П.В., Сом А.И,, Переплетчиков Е.Ф. Центробежная плазменная наплаЕка. В кн. Новые процессы н а плавки, свойства наплавленного металла и переходной зоны. Киев, ИЭС им. Е.О.Патона, 1984, с . 31-34. (54) СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ (5 7) Изобретение о т н о с и т с я к порошковой металлургии и может быть и с п о л ь з о в а н о в различных о т р а с л я х т е х ники дпя упрочнения или в о с с т а н о в л е ния цилиндров, например д в и г а т е л е й Изобретение к а с а е т с я порошковой металлургии и может быть и с п о л ь з о в а - . но в разпичных о т р а с л я х техники для упрочнения или восстановления цилиндр о в , например д в и г а т е л е й внутреннего с г о р а н и я , н а с о с о в , компрессоров и 31-91 в н у т р е н н е г о с г о р а н и я , н а с о с о в , комп р е с с о р о в и других д е т а л е й машин и м е х а н и з м о в . Целью и з о б р е т е н и я я в л я е т с я расширение т е х н о л о г и ч е с к и х в о з можностей з а с ч е т н а н е с е н и я покрытий разных форм и снижение э н е р г о е м кости п р о ц е с с а . Способ включает з а грузку порошка, вращение д е т а л и и наг р е в порошка п л а з м е н н о - д у г о в о й г о р е л кой до плавления с одновременным о с е вым перемещением г о р е л к и . Кроме т о г о , соосно с деталью осуществляют йращение г о р е л к и и р а д и а л ь н о е е е п е р е м е щение, причем, ч а с т о т у вращения г о релки рассчитывают из с о о т н о ш е н и я : .,-lv r ; , где nr 1 частота вращения горелки, об /мин Щ п о - ч а с т о т а вращения детали, об/мин^ радиус наплавляемой поверхкосR ти м; VH ~ скорость наплавки, M/CJ „п - скорость поступательного перемещения горелки, м/с. Применение способа позволяет в три р а з а Уменьшить расход электроэнергии, а также производить покрытие (или наплавку) ребер, шлицев или канавок, параллельных образующей цилиндра, винтовой поверхности и других внутренних поверхностей деталей. 3 т а б л . других д е т а л е й машин и м е х а н и з м о в . Целью и з о б р е т е н и я я в л я е т с я расширение т е х н о л о г и ч е с к и х возможностей з а с ч е т н а н е с е н и я покрытий разных форм и снижение -энергоемкости п р о цесса. 1672677 Способ осуществляют следующим о б разом. Деталь, на внутреннюю поверхность которой наносят покрытие, приводят во вращение вокруг горизонтальной оси с частотой п а , В полость детали через торцовое отверстие загружают металлический порошок, который под действием центробежных сил равномерно р а с п р е д е л я е т с я по поверхности. Нагрев порошкового слоя до температуры п л а в ления осуществляют плазменно-дуговой горелкой, также вводимой в полость д е т а л и . Горелку вращают соосно с д е талью в сторону ее вращения, с ч а с т о той несколько меньшей или несколько превышающей частоту вращения'детали, что обеспечивает расплавление присадочного материала на отдельном локальном у ч а с т к е поверхности. Кроме т о г о , осуществляется радиальное п е ремещение горелки в процессе наплавки. П р и м е р 1, Покрытие из м е т а л л и ч е с к о г о порошка твердого сплава ПН-АН 2 наносят на внутреннюю поверхность цилиндра (сплошная н а п л а в к а ) . Диаметр покрьівіемой поверхности 300 мм, длина цилиндра 500 мм, т о л щина слоя покрытия 2-2,5 мм. Материал цилиндра - сталь 20, толщина стен ки 20 мм. Использовали плазмотрон с номинальным рабочим током 500 А, Для осуществления наплавки цилиндра выполняют операции в следующей последовательности: 1) засыпают в полость заготовки навеску гранулированного сплава', 2) включают вращение заготовки с заданной ч а с т о т о й ; 3) включают вращение плазмотрона с заданной частотой;, 4) производят поджог дуги плазмотрона; 5) включают осевое перемещение плазмотрона с заданной скоростью; 6) после наплавки всей заготовки включают горение дуги плазмотрона^, 7) после кристаллизации жидкого металла на конечном участке наплавки выключают вращение заготовки*, дальнейшее охлаждение заготовки 1 до комнатной температуры производят на песчаной подушке, П р и м е р 2, На внутреннюю поверхность цилиндра производят наплавку валика высотой h = 5 мм и шириной В = 15 мм, расположенного по 10 15 винтовой линии. Геометрические р а з меры цилиндра, е г о материал, а также наплавляемый сплав выбраны такими же, как и в примере 1. Шаг винтовой линии наплавки t = 45 мм. Наплавку производят плазмотроном с номинальным рабочим током 300 А. П р и м е р 3. На внутреннюю поверхность цилиндра диаметром 160 мм и длиной 800 им производят наплавку твердым сплавом ПГ-СР 4 р е б е р , п а раллельных образующей. Наплавленные ребра имеют следующие геометрические параметры: Шаг * 63 мм Радиальная высота 4 мм Ширина 12 мм Количество 20 ребер 8 шт. Наплавку производят на цилиндр с толщиной стенки 35 мм; материал цилиндра сталь 40Х, Источником на25 грева служит плазмотрон с номинальным рабочим током 500 А. Параметры процесса наплавки: Частота .вращения цилиндра п« = = 800 об/мин • Частота вращения плазмотрона п = 30 = п а = 800 об/мин Скорость наплавки V(1=0,83-10 м/с Рабочие параметры плазмотрона: Ток дуги 467-483 А Расход плазмооб35 разующего газа 5,8-6,5 л/мин Требуемые места расположения ребер обозначают нанесением рисок на торце заго.товки. На диск, жестко за40 крепленный на штанге плазмотрона, наносят одну радиальную риску, соответствующую положению плазмотрона. Для осуществления наплавки ребер выполняют операции в следующей по45 следовательности : 1) засыпают в полость заготовки навеску гранупированного сплава; 2) включают вращение заготовки; 3) включают вращение плазмотрона; 50 4} плавной регулировкой частоты вращения плазмотрона при освещении импульсной лампой строботахометра, настроенного на расчетную частоту, производят совмещение одной из ри55 сок заготовки с риской на диске плазмотрона; 5) производят поджнг дуги ппаъмотрона; 1672677 6) включают осевое перемещение плазмотрона; 7) после н а т а в к и первого ребра выключают горение дуги плазмотрона и переводят его в исходное положение, 8) производят совмещение очередной риски на торце заготовки с риской на диске плазмотрона и далее в той же последовательности наплавляют следующие ребра. П р и м е р 4. Данные для расчета затрат по предлагаемому способу получены на основе экспериментальной на плавки образцов цилиндров. С этой целью наносят покрытия из сплава Т1Г-СР 4 на внутреннюю поверхность цилиндров с различным радиусом: 31,5J 45 и ' 8 0 мм, Толщина стенки у всех образцов составляет 15 мм; номинальная толщина слоя покрытия 2,0 мм; длина образцов 100 мм, материал сталь 20, Основные параметры режима наплавки представлены в т а б л , 1 . 6 Кроме т о г о , способ позволяет производить как сплошную наплавку внут-» ренней поверхности цилиндра, так и наплавку ребер, шлицев или канавок, параллельных образующей цилиндра, винтовой noB^pv-ocT^ с любым шагом, а также внутренних конических поверхностей. 10 Ф о р м у л а и з о б р е т е н и я Способ нанесения покрытий из металлических порошков на внутренние 15 поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка п л а з менно-дуговой горсткой до плавления с одновременным осевым перемещением 20 горелки,о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с 25 деталью осуществляют вращение горелки и радиальное ее перемещение, причем частоту вращения горелки рассчиПараметры режима наплавки, завитывают из соотношения: сящие от радиуса наплавляемой поверх—, _ + -•*•— ности, определяют па основе формул, 30 - (V r V = п, приведенных в описаннии. Значения данных параметров для выбранных разгде п , - частота вращения горелки, меров наплавляемой поверхности, свеоб / мин', дены в табл.2. п - - частота вращения детали, * об/мин; 35 Результаты сравнительного расчета R - радиус наплавляемой поверхзатрат электрической энергии приведености, м; ны в табл. 3. У и - скорость наплавки, м/с, V" - скорость поступательного Анализ этих данных показывает, что 40 перемещения горелки, м/с; наплавка 1 кг метапла по предложенно9,55 - коэффициент, связанный с му способу требует в среднем в три использованием при соотнораза меньшего расхода электрической шении параметров с различэнергии, чем по способу-прототипу. ными размерностями, 1672677 Т а б л и ц а Режим нанесения покрытий _ Параметр — - Г " 1 Значения , - Рабочий ток плазмотрона, I 300 А Напряжение, U 70 В' Средний диаметр пятна плавления 1 5 мм Скооость наплавки. V., 90 м/г Наплавка сплошная, шаг t"= 0 ? 8 В 1 2 мм Частота вращения цилиндра, n q 780 мин" 9 Т а б л и ц а Расчет параметров движения источника нагрева Параметры движения Радиус наплавляемой поверхности R, мм скорость поступательного перемещения VH f горелки частота вращения , п н , мин* 1 м/ч 86° 32 5,55 u 88 38 80 f 775 2,25 45 772 3,72 31,5 777 Т а б л и ц а Ч Сравнительный расчет эотрат электрической энергии Рэяиус н а юиерхпос— т и , мы .Масса каїі'іааЛ С ИНОГО МРТПІІ" л а е 1 HOI ой ном м при Толщине слоя 2 нн, кг скорость наплавки , м/ч время наплав кн 1 погонного метра, ч попводнмая модность при напряжении дуги 70 В, кВт затраты электрической энергии дли наплавки 1 хг металла А,, кВт/ч производительность напланкн, к г / ч время наплавки 1 ПОГОННОГО метра, ч 0,526 21 7,36 2,9 45,0 0,435 35 7,25 4.7 0,269 3,9 2,0 0,500 70 8,ч7 7,8 Редактор Е.Кравцова затраты эпектричегKofl энергии опя ияплавки 1 кг неталла А „ . кВт ' ч 0,180 2,3 А Составитель И.Пойменова Техред М;Дндык Корректор 1 ирои „>дителььос ть начлавк и, В г / ч 0,1.45 41.S 80,0 т Предлагаемый способ ПРОТОТИП В,5 2,69 3,0 7.7 2,7 3,5 м.Самборская Заказ 3323/ДСП Тираж 240 Подписное В И П ГосудареJмечного комитета по изобретениям и открытиям при ГКНТ СССР НИМ I13035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производствепни-издательский комбинат "Патент", г , Ужгород, у и . Г агарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of coating of metal powders on internal surfaces of cylindrical details
Автори англійськоюHladchenko Oleksandr Mykolaiovych, Sazonov Viktor Vasyliovych
Назва патенту російськоюСпособ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей
Автори російськоюГладченко Александр Николаевич, Сазонов Виктор Васильевич
МПК / Мітки
МПК: B22F 7/00
Мітки: поверхні, металевих, циліндричних, внутрішні, деталей, порошків, спосіб, покриттів, нанесення
Код посилання
<a href="https://ua.patents.su/4-5808-sposib-nanesennya-pokrittiv-z-metalevikh-poroshkiv-na-vnutrishni-poverkhni-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей</a>
Спосіб нанесення покриттів

Номер патенту: 2947
Опубліковано: 26.12.1994
Автори: Лінський Микола Федорович, Цикало Сергій Михайлович, Барановський Анатолій Михайлович
Мітки: нанесення, спосіб, покриттів
Формула / Реферат:
Способ нанесения покрытий плазменным напылением порошкообразного металлического материала, включающий введение в плазменную струю газовой взвеси порошкообразного металлического материала и подачу его на подложку, отличающийся тем, что газовую взвесь порошкообразного материала вводят в плазменную струю со сверхзвуковой скоростью.
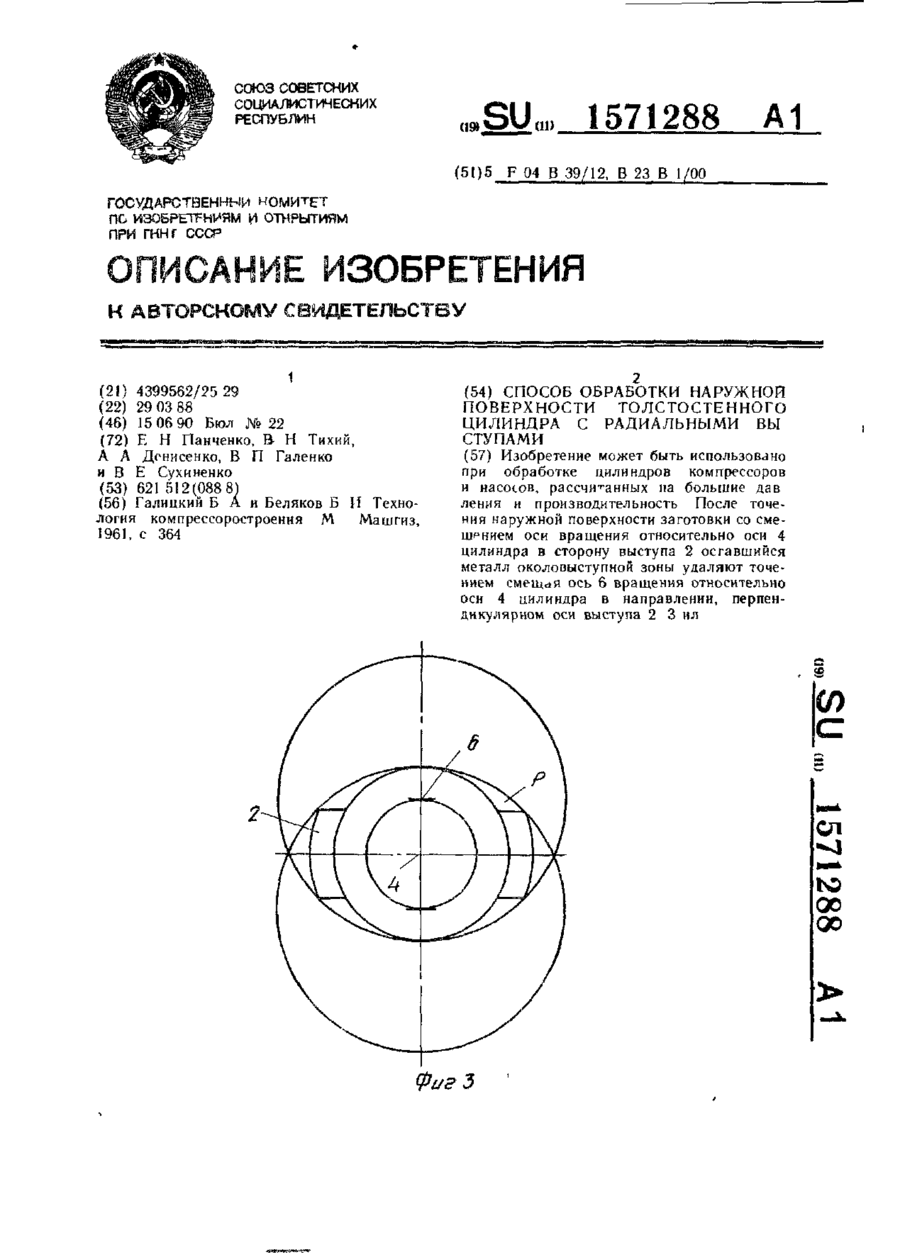
Спосіб обробки зовнішньої поверхні товстостінного циліндра з радіальними виступами
Номер патенту: 2656
Опубліковано: 26.12.1994
Автори: Панченко Євген Миколайович, Сухиненко Володимир Євгенович, Галенко Василь Петрович, Денисенко Олександр Антонович, Тихий Володимир Миколайович
МПК: B23B 1/00, F04B 39/12
Мітки: товстостінного, виступами, зовнішньої, обробки, циліндра, спосіб, радіальними, поверхні
Формула / Реферат:
Способ обработки наружной поверхности толстостенного цилиндра с радиальными выступами, включающий точение наружной поверхности заготовки в зоне выступа со смещением оси вращения относительно оси цилиндра в сторону выступа, отличающийся тем, что, с целью снижения металлоемкости и упрощения технологии, металл околовыступной зоны удаляют точением со смещением оси вращения относительно оси цилиндра в направлении, перпендикулярном оси...
Спосіб іонно-променевого нанесення покриттів
Номер патенту: 4611
Опубліковано: 28.12.1994
Автори: Бізюков Олександр Анатольович, Целуйко Олександр Федорович, Юнаков Микола Миколайович, Середа Микола Дмитрович
МПК: C23C 14/56
Мітки: нанесення, покриттів, спосіб, іонно-променевого
Формула / Реферат:
Способ ионно-лучевого нанесения покрытий, включающий распыление мишени из наносимого материала ионным пучком в вакуумной камере и осаждение продуктов распыления на подложку, отличающийся тем, что перед распылением мишени, между мишенью и подложкой размещают заземленный электрод-токоприемник и создают стационарное магнитное поле, силовые линии которого параллельны поверхности мишени и пересекают поверхность электрода-токоприемника, а величину...
Спосіб здобування металевих порошків
Номер патенту: 3016
Опубліковано: 26.12.1994
Автори: Боков Віктор Михайлович, Носуленко Віктор Іванович
МПК: B22F 9/14
Мітки: здобування, спосіб, порошків, металевих
Формула / Реферат:
1. Способ получения металлических порошков по авт. св. N 544510, отличающийся тем, что, с целью обеспечения равномерной эрозии электродов, подачу рабочей среды осуществляют в радиальном направлении между торцовыми поверхностями электродов, при этом электроды несоосно вращают в противоположных направлениях, а их полярность периодически меняют. 2. Способ по п. 1, отличающийся тем, что величину несоосности электродов изменяют в...
Спосіб детонаційного нанесення покриттів
Номер патенту: 4038
Опубліковано: 27.12.1994
Автори: Мухин Олексій Павлович, Шмирьова Тетяна Петрівна, Проволоцький Олександр Євдокимович, Гришин Володимир Сергійович
МПК: C23C 4/00
Мітки: спосіб, детонаційного, покриттів, нанесення
Формула / Реферат:
Способ детонационного нанесения покрытий, включающий послойное напыление порошка материала покрытия,отличающийся тем, что напыление слоев чередуют со струйно-абразивной обработкой абразивом, твердость которого меньше, чем твердость материала покрытия, при соотношении толщины напыляемых слоев к диаметру частицы абразива 0,4-0,7.
Попередній патент: Насосна станція
Наступний патент: Стрічковий конвейєр
Випадковий патент: Кристалізатор для безперевного вертикального лиття стальної стрічки