Спосіб виготовлення виробів з металевих порошків
Номер патенту: 48653
Опубліковано: 15.08.2002
Автори: Дрозденко Ганна Вікторівна, Анохін Вячеслав Михайлович, Ляшенко Олександр Петрович, Петрунько Анатолій Миколайович, Дрозденко Віктор Антонович, Тер-Погосьянц Едуард Дмитрович

Формула / Реферат
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної щільності заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного пресування проводять спікання заготовки, а гаряче ущільнення виконують зі ступенем деформації нижче критичного для матеріалу, який використовується на ділянках заготовки, де формуються небезпечні перерізи, та максимально допустимим на інших ділянках, при цьому об'ємне деформування завершують на всіх ділянках заготовки одночасно.
Текст
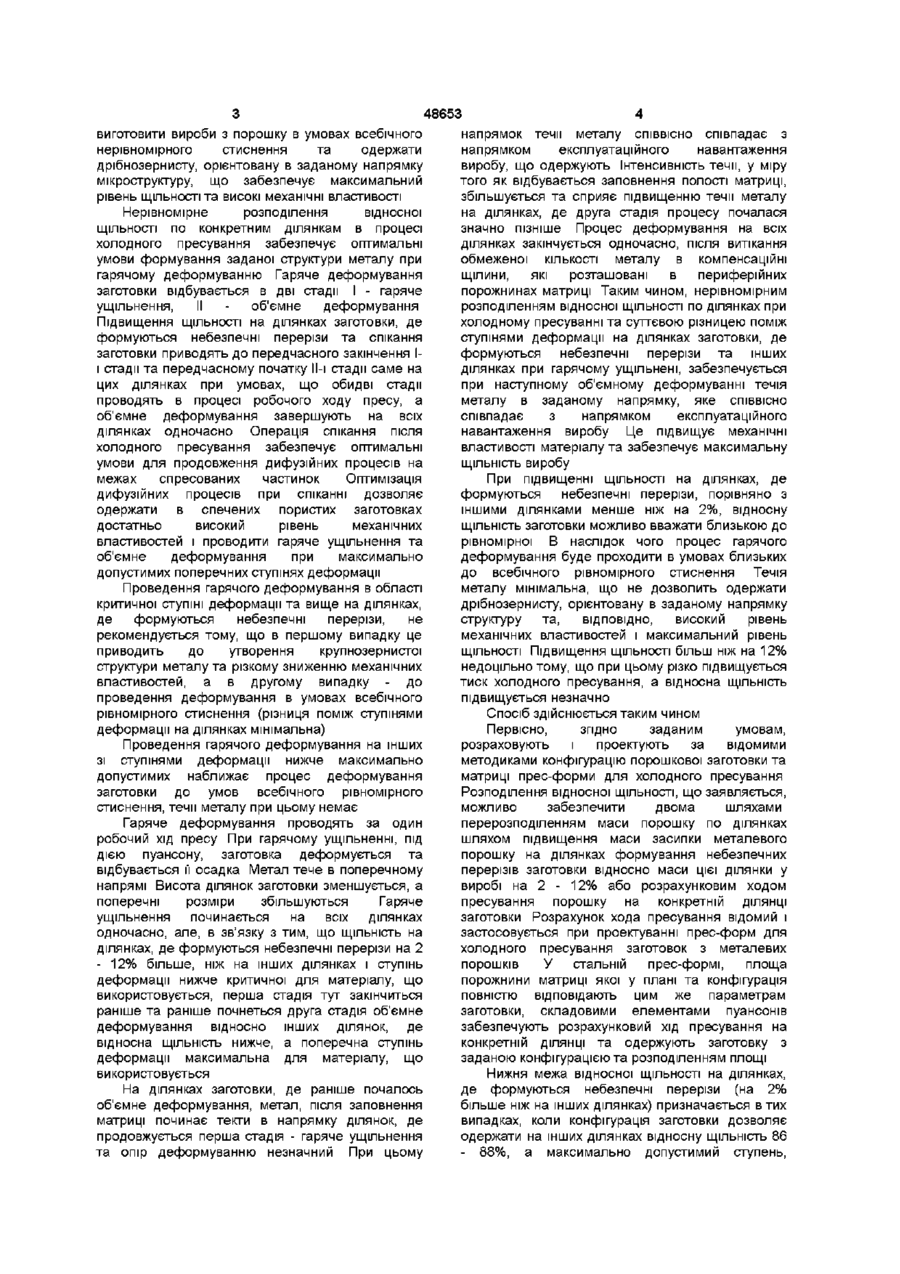
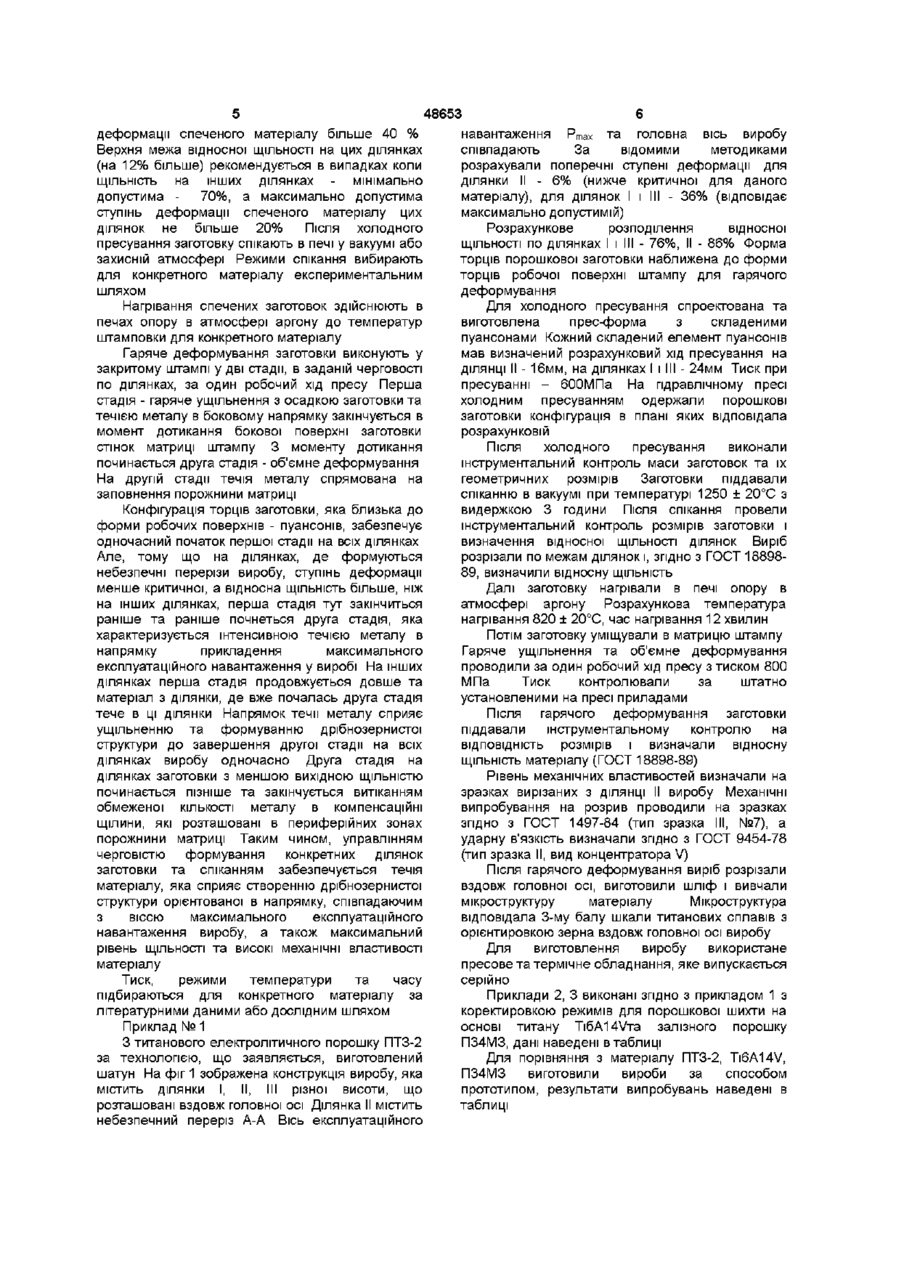
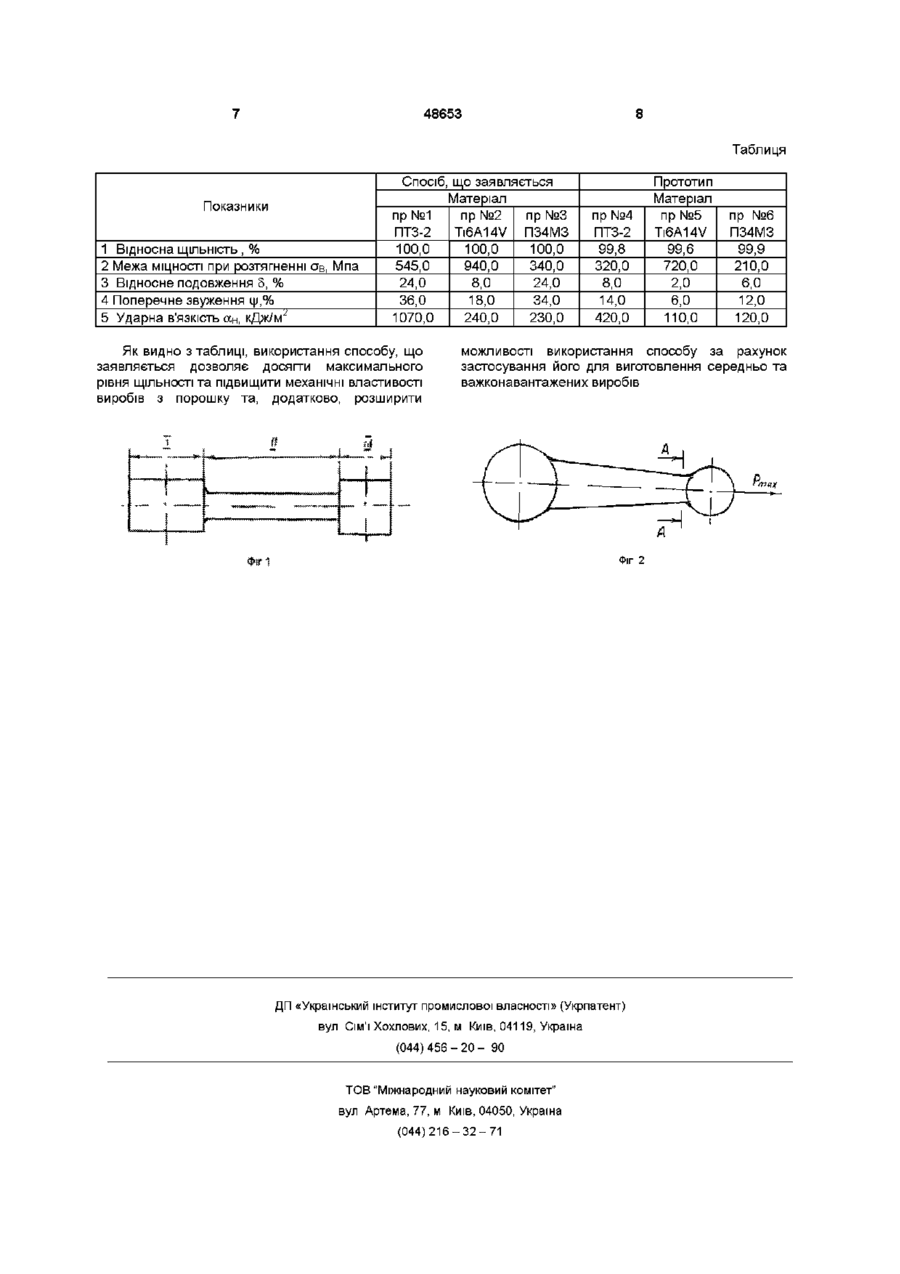
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, и нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної ЩІЛЬНОСТІ заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного пресування проводять спікання заготовки, а гаряче ущільнення виконують зі ступенем деформації нижче критичного для матеріалу, який використовується на ділянках заготовки, де формуються небезпечні перерізи, та максимально допустимим на інших ділянках, при цьому об'ємне деформування завершують на всіх ділянках заготовки одночасно Винахід стосується порошкової металурги, а саме виробництва виробів з металевих порошків, в тому числі середньо та важконавантажених виробів Відомий "Спосіб виготовлення безпористих порошкових виробів", патент РФ №2168392 від 28 12 98 р, B22F 3/16, згідно якого заготовку піддають холодному пресуванню, потім її нагрівають, уміщують у матрицю Після цього в процесі робочого ходу пресування заготовку піддають гарячому ущільненню до залишкової ЩІЛЬНОСТІ 1 - 2% і наступному об'ємному деформуванню Гаряче ущільнення заготовки до залишкової пористості 1 - 2% і наступне об'ємне деформування в процесі робочого ходу пресування не спеченої заготовки відбувається в умовах максимально наближених до всебічного рівномірного стиснення Відсутність операції спікання після холодного пресування приводить до того, що гаряче деформування відбувається при низьких ступінях деформації При таких умовах деформування течія металу відсутня, що не дозволяє одержати дрібнозернисту, орієнтовану в заданому напрямі мікроструктуру, що забезпечує максимальний рівень ЩІЛЬНОСТІ та високі механічні властивості виробу Це вельми важно для середньота важконавантажених виробів Винахід вирішує задачу одержання максимального рівня ЩІЛЬНОСТІ та поліпшення механічних властивостей матеріалу виробів із металевого порошку, в тому числі середньо та важконавантажених виробів, шляхом управління процесом течи металу при об'ємному деформуванні за рахунок пресування заготовки з заданим розподіленням ЩІЛЬНОСТІ Поставлена задача вирішується тим, що в відомому способі виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрівання, уміщення в матрицю та наступні гаряче ущільнення та об'ємне деформування, які проводять в процесі робочого ходу пресу, згідно з винаходом, холодне пресування виконують з можливістю забезпечення відносної ЩІЛЬНОСТІ заготовки на ділянках, де формуються небезпечні перерізи на 2 - 12% більше, ніж на інших ділянках, причому після холодного пресування проводять спікання заготовки, а гаряче ущільнення виконують зі ступенем деформації нижче критичної для матеріалу, який використовується, на ділянках заговки, де формуються небезпечні перерізи та максимально допустимою на інших ділянках, при цьому об'ємне деформування завершують на всіх ділянках одночасно Сукупність ознак, що заявляється, дозволяє СО Ю (О 00 48653 виготовити вироби з порошку в умовах всебічного нерівномірного стиснення та одержати дрібнозернисту, орієнтовану в заданому напрямку мікроструктуру, що забезпечує максимальний рівень ЩІЛЬНОСТІ та високі механічні властивості Нерівномірне розподілення відносної ЩІЛЬНОСТІ по конкретним ділянкам в процесі холодного пресування забезпечує оптимальні умови формування заданої структури металу при гарячому деформуванню Гаряче деформування заготовки відбувається в дві стадії І - гаряче ущільнення, II - об'ємне деформування Підвищення ЩІЛЬНОСТІ на ділянках заготовки, де формуються небезпечні перерізи та спікання заготовки приводять до передчасного закінчення Iі стадії та передчасному початку ІІ-і стадії саме на цих ділянках при умовах, що обидві стадії проводять в процесі робочого ходу пресу, а об'ємне деформування завершують на всіх ділянках одночасно Операція спікання після холодного пресування забезпечує оптимальні умови для продовження дифузійних процесів на межах спресованих частинок Оптимізація дифузійних процесів при спіканні дозволяє одержати в спечених пористих заготовках достатньо високий рівень механічних властивостей і проводити гаряче ущільнення та об'ємне деформування при максимально допустимих поперечних ступінях деформації Проведення гарячого деформування в області критичної ступіні деформації та вище на ділянках, де формуються небезпечні перерізи, не рекомендується тому, що в першому випадку це приводить до утворення крупнозернистої структури металу та різкому зниженню механічних властивостей, а в другому випадку - до проведення деформування в умовах всебічного рівномірного стиснення (різниця поміж ступінями деформації на ділянках мінімальна) Проведення гарячого деформування на інших зі ступінями деформації нижче максимально допустимих наближає процес деформування заготовки до умов всебічного рівномірного стиснення, течи металу при цьому немає Гаряче деформування проводять за один робочий хід пресу При гарячому ущільненні, під дією пуансону, заготовка деформується та відбувається її осадка Метал тече в поперечному напрямі Висота ділянок заготовки зменшується, а поперечні розміри збільшуються Гаряче ущільнення починається на всіх ділянках одночасно, але, в зв'язку з тим, що ЩІЛЬНІСТЬ на ділянках, де формуються небезпечні перерізи на 2 - 12% більше, ніж на інших ділянках і ступінь деформації нижче критичної для матеріалу, що використовується, перша стадія тут закінчиться раніше та раніше почнеться друга стадія об'ємне деформування відносно інших ділянок, де відносна ЩІЛЬНІСТЬ нижче, а поперечна ступінь деформації максимальна для матеріалу, що в и ко р исто вується На ділянках заготовки, де раніше почалось об'ємне деформування, метал, після заповнення матриці починає текти в напрямку ділянок, де продовжується перша стадія - гаряче ущільнення та опір деформуванню незначний При цьому напрямок течи металу СПІВВІСНО співпадає з напрямком експлуатаційного навантаження виробу, що одержують Інтенсивність течи, у міру того як відбувається заповнення полості матриці, збільшується та сприяє підвищенню течи металу на ділянках, де друга стадія процесу почалася значно пізніше Процес деформування на всіх ділянках закінчується одночасно, після витікання обмеженої КІЛЬКОСТІ металу в компенсаційні щілини, які розташовані в периферійних порожнинах матриці Таким чином, нерівномірним розподіленням відносної ЩІЛЬНОСТІ по ділянках при холодному пресуванні та суттєвою різницею поміж ступінями деформації на ділянках заготовки, де формуються небезпечні перерізи та інших ділянках при гарячому ущільнені, забезпечується при наступному об'ємному деформуванні течія металу в заданому напрямку, яке СПІВВІСНО співпадає з напрямком експлуатаційного навантаження виробу Це підвищує механічні властивості матеріалу та забезпечує максимальну ЩІЛЬНІСТЬ виробу При підвищенні ЩІЛЬНОСТІ на ділянках, де формуються небезпечні перерізи, порівняно з іншими ділянками менше ніж на 2%, відносну ЩІЛЬНІСТЬ заготовки можливо вважати близькою до рівномірної В наслідок чого процес гарячого деформування буде проходити в умовах близьких до всебічного рівномірного стиснення Течія металу мінімальна, що не дозволить одержати дрібнозернисту, орієнтовану в заданому напрямку структуру та, ВІДПОВІДНО, високий рівень механічних властивостей і максимальний рівень ЩІЛЬНОСТІ Підвищення ЩІЛЬНОСТІ більш ніж на 12% недоцільно тому, що при цьому різко підвищується тиск холодного пресування, а відносна ЩІЛЬНІСТЬ підвищується незначно Спосіб здійснюється таким чином Первісно, згідно заданим умовам, розраховують і проектують за відомими методиками конфігурацію порошкової заготовки та матриці прес-форми для холодного пресування Розподілення відносної ЩІЛЬНОСТІ, що заявляється, можливо забезпечити двома шляхами перерозподіленням маси порошку по ділянках шляхом підвищення маси засипки металевого порошку на ділянках формування небезпечних перерізів заготовки відносно маси цієї ділянки у виробі на 2 - 12% або розрахунковим ходом пресування порошку на конкретній ДІЛЯНЦІ заготовки Розрахунок хода пресування відомий і застосовується при проектуванні прес-форм для холодного пресування заготовок з металевих порошків У стальній прес-формі, площа порожнини матриці якої у плані та конфігурація повністю відповідають цим же параметрам заготовки, складовими елементами пуансонів забезпечують розрахунковий хід пресування на конкретній ДІЛЯНЦІ та одержують заготовку з заданою конфігурацією та розподіленням площі Нижня межа відносної ЩІЛЬНОСТІ на ділянках, де формуються небезпечні перерізи (на 2% більше ніж на інших ділянках) призначається в тих випадках, коли конфігурація заготовки дозволяє одержати на інших ділянках відносну ЩІЛЬНІСТЬ 86 - 88%, а максимально допустимий ступень, 48653 навантаження Р т а х та головна вісь виробу співпадають За відомими методиками розрахували поперечні ступені деформації для ділянки II - 6% (нижче критичної для даного матеріалу), для ділянок І і III - 36% (відповідає максимально допустимій) Розрахункове розподілення відносної ЩІЛЬНОСТІ по ділянках І і III - 76%, II - 86% Форма торців порошкової заготовки наближена до форми торців робочої поверхні штампу для гарячого деформування Для холодного пресування спроектована та виготовлена прес-форма з складеними пуансонами Кожний складений елемент пуансонів мав визначений розрахунковий хід пресування на ДІЛЯНЦІ II - 16мм, на ділянках І і III - 24мм Тиск при пресуванні - бООМПа На гідравлічному пресі холодним пресуванням одержали порошкові заготовки конфігурація в плані яких відповідала розрахунковій Після ХОЛОДНОГО пресування виконали інструментальний контроль маси заготовок та їх геометричних розмірів Заготовки піддавали спіканню в вакуумі при температурі 1250 ± 20°С з видержкою 3 години Після спікання провели інструментальний контроль розмірів заготовки і визначення відносної ЩІЛЬНОСТІ ДІЛЯНОК Виріб розрізали по межам ділянок і, згідно з ГОСТ 1889889, визначили відносну ЩІЛЬНІСТЬ Далі заготовку нагрівали в печі опору в атмосфері аргону Розрахункова температура нагрівання 820 ± 20°С, час нагрівання 12 хвилин Потім заготовку уміщували в матрицю штампу Гаряче ущільнення та об'ємне деформування проводили за один робочий хід пресу з тиском 800 МПа Тиск контролювали за штатно установленими на пресі приладами Після гарячого деформування заготовки піддавали інструментальному контролю на ВІДПОВІДНІСТЬ розмірів і визначали відносну ЩІЛЬНІСТЬ матеріалу (ГОСТ 18898-89) Рівень механічних властивостей визначали на зразках вирізаних з ДІЛЯНЦІ II виробу Механічні випробування на розрив проводили на зразках згідно з ГОСТ 1497-84 (тип зразка III, №7), а ударну в'язкість визначали згідно з ГОСТ 9454-78 (тип зразка II, вид концентратора V) Після гарячого деформування виріб розрізали вздовж головної осі, виготовили шліф і вивчали мікроструктуру матеріалу Мікроструктура відповідала 3-му балу шкали титанових сплавів з орієнтировкою зерна вздовж головної осі виробу Для виготовлення виробу використане пресове та термічне обладнання, яке випускається серійно Тиск, режими температури та часу підбираються для конкретного матеріалу за Приклади 2, 3 виконані згідно з прикладом 1 з літературними даними або дослідним шляхом коректировкою режимів для порошкової шихти на основі титану ТібА14\/та залізного порошку Приклад № 1 П34МЗ, дані наведені в таблиці З титанового електролітичного порошку ПТЗ-2 за технологією, що заявляється, виготовлений Для порівняння з матеріалу ПТЗ-2, Ti6A14V, шатун На фіг 1 зображена конструкція виробу, яка П34МЗ виготовили вироби за способом містить ділянки І, II, III різної висоти, що прототипом, результати випробувань наведені в розташовані вздовж головної осі Ділянка II містить таблиці небезпечний переріз А-А Вісь експлуатаційного деформації спеченого матеріалу більше 40 % Верхня межа відносної ЩІЛЬНОСТІ на цих ділянках (на 12% більше) рекомендується в випадках коли ЩІЛЬНІСТЬ на інших ділянках - мінімально допустима - 70%, а максимально допустима ступінь деформації спеченого матеріалу цих ділянок не більше 20% Після холодного пресування заготовку спікають в печі у вакуумі або захисній атмосфері Режими спікання вибирають для конкретного матеріалу експериментальним шляхом Нагрівання спечених заготовок здійснюють в печах опору в атмосфері аргону до температур штамповки для конкретного матеріалу Гаряче деформування заготовки виконують у закритому штампі у дві стадії, в заданій черговості по ділянках, за один робочий хід пресу Перша стадія - гаряче ущільнення з осадкою заготовки та течією металу в боковому напрямку закінчується в момент дотикання бокової поверхні заготовки стінок матриці штампу 3 моменту дотикання починається друга стадія - об'ємне деформування На другій стадії течія металу спрямована на заповнення порожнини матриці Конфігурація торців заготовки, яка близька до форми робочих поверхнів - пуансонів, забезпечує одночасний початок першої стадії на всіх ділянках Але, тому що на ділянках, де формуються небезпечні перерізи виробу, ступінь деформації менше критичної, а відносна ЩІЛЬНІСТЬ більше, ніж на інших ділянках, перша стадія тут закінчиться раніше та раніше почнеться друга стадія, яка характеризується інтенсивною течією металу в напрямку прикладення максимального експлуатаційного навантаження у виробі На інших ділянках перша стадія продовжується довше та матеріал з ділянки, де вже почалась друга стадія тече в ці ділянки Напрямок течи металу сприяє ущільненню та формуванню дрібнозернистої структури до завершення другої стадії на всіх ділянках виробу одночасно Друга стадія на ділянках заготовки з меншою вихідною ЩІЛЬНІСТЮ починається пізніше та закінчується витіканням обмеженої КІЛЬКОСТІ металу в компенсаційні щілини, які розташовані в периферійних зонах порожнини матриці Таким чином, управлінням черговістю формування конкретних ділянок заготовки та спіканням забезпечується течія матеріалу, яка сприяє створенню дрібнозернистої структури орієнтованої в напрямку, співпадаючим з віссю максимального експлуатаційного навантаження виробу, а також максимальний рівень ЩІЛЬНОСТІ та високі механічні властивості матеріалу 48653 Таблиця Спосіб, що заявляється Матеріал Показники 1 2 3 4 5 Відносна ЩІЛЬНІСТЬ , % Межа МІЦНОСТІ при розтягненні ов, Мпа Відносне подовження 5, % Поперечне звуження ф,% Ударна в'язкість о н кДж/м^ пр №1 ПТЗ-2 100,0 545,0 24,0 36,0 1070,0 Як видно з таблиці, використання способу, що заявляється дозволяє досягти максимального рівня ЩІЛЬНОСТІ та підвищити механічні властивості виробів з порошку та, додатково, розширити пр №2 TI6A14V 100,0 940,0 8,0 18,0 240,0 пр №3 П34МЗ 100,0 340,0 24,0 34,0 230,0 пр №4 ПТЗ-2 99,8 320,0 8,0 14,0 420,0 Прототип Матеріал пр №5 TI6A14V 99,6 720,0 2,0 6,0 110,0 пр №6 П34МЗ 99,9 210,0 6,0 12,0 120,0 можливості використання способу за рахунок застосування його для виготовлення середньо та важконавантажених виробів Фіг 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of articles from metallic dust producing
Автори англійськоюPetrunko Anatolii Mykolaiovych, Drozdenko Viktor Antonovych, Drozdenko Hanna Viktorivna
Назва патенту російськоюСпособ изготовления изделий из металлических порошков
Автори російськоюПетрунько Анатолий Николаевич, Дрозденко Виктор Антонович, Дрозденко Анна Викторовна
МПК / Мітки
МПК: B22F 3/16
Мітки: виробів, спосіб, металевих, виготовлення, порошків
Код посилання
<a href="https://ua.patents.su/4-48653-sposib-vigotovlennya-virobiv-z-metalevikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з металевих порошків</a>
Спосіб виготовлення із порошків виробів, які містять бронзу
Номер патенту: 36515
Опубліковано: 16.04.2001
Автори: Каролінський Олександр Матусович, Гарбовицька Тетяна Григорівна, Кібець Віталій Іванович
МПК: B22F 3/14
Мітки: виробів, бронзу, порошків, виготовлення, спосіб, містять
Текст:
...з 4-х рядним ротором при швидкості обертання 15000 об/хв. Середній розмір частинок порошку після такої обробки становив близько 2 мкм. Приклад1. Виготовлення спечених підшипників ковзання. Порошки міді, сплаву (50%Sn, 50% Sb) та графіту змішують у пропорції, необхідної для одержання складу (78% Сu, 9% Sn, 9% Sb, 4% С) засипають у прес-форму, пресують під тиском 120МПа та вміщують у піч. При досягненні температури в прес-формі...
Спосіб спікання виробів з металевих порошків у прохідній печі та пристрій для його введення в дію
Номер патенту: 569
Опубліковано: 15.12.1993
Автори: Мухоїд Анатолій Якович, Волкогон Грігорій Міхайловіч, Альтшулєр Наум Борісовіч, Бондаренко Борис Іванович, Волошин Ігор Владиславович, Подлубний Володимир Феодосійович, Букаєв Анатолій Івановіч
МПК: B22F 3/10
Мітки: порошків, дію, введення, спікання, печі, пристрій, спосіб, прохідний, металевих, виробів
Формула / Реферат:
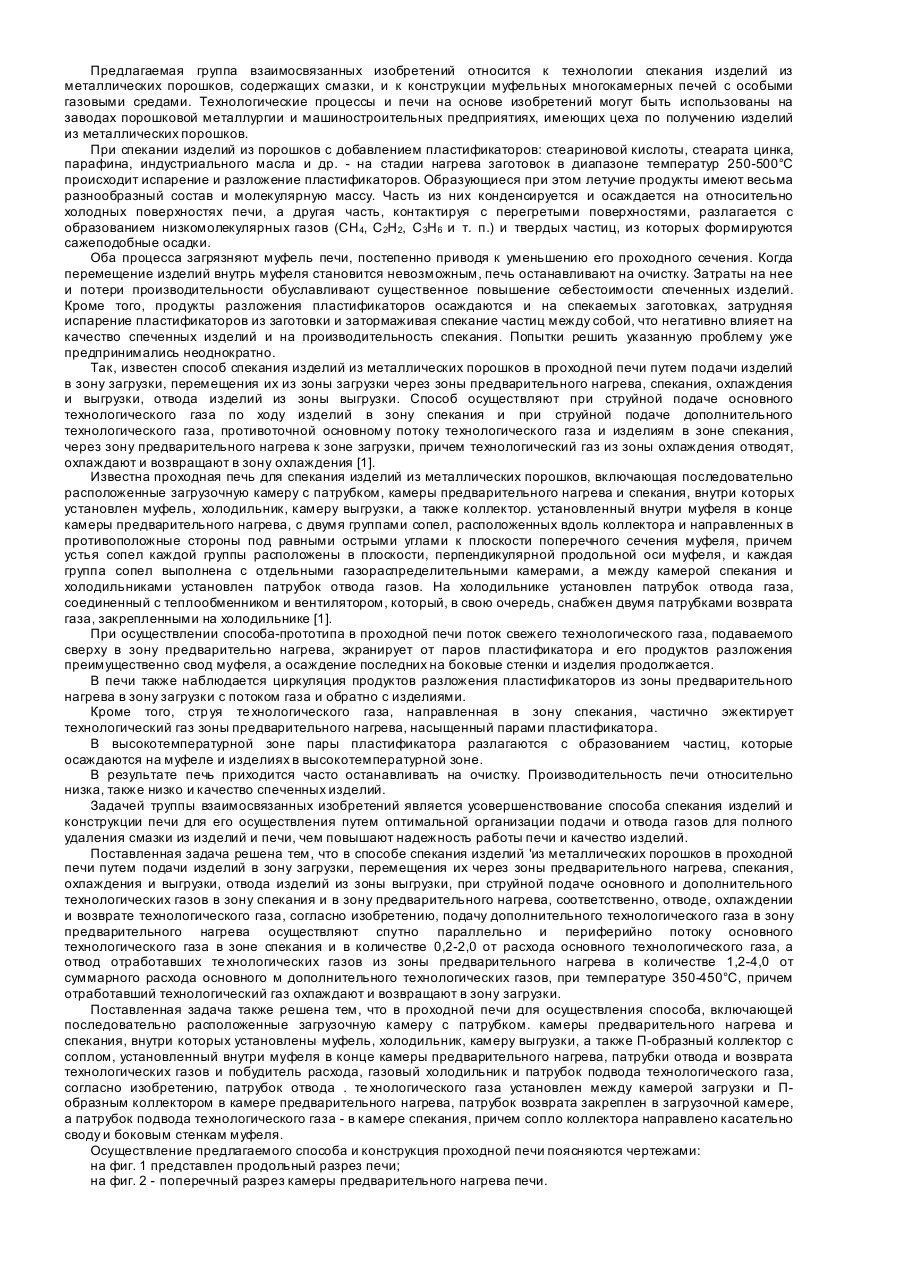
1. Способ спекания изделий из металлических порошков в проходной печи, включающий подачу изделий в зону загрузки печи, последовательное перемещение их через зоны предварительного нагрева, спекания, охлаждения и выгрузки при струйной подаче основного и дополнительного технологического газа в зону спекания и в зону предварительного нагрева, соответственно, и отводе отработавшего технологического газа. его охлаждении и возврате, отличающийся...
Спосіб виготовлення дротин з порошків переважно інструментальних сталей
Номер патенту: 37935
Опубліковано: 15.05.2001
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович
МПК: B22F 3/14
Мітки: дротин, спосіб, інструментальних, порошків, виготовлення, сталей, переважно
Текст:
...При цьому досягається найвища продуктивність процесу. Приклад. Для випробування використовують металевий порошок сталі Р6М5ФЗ. Контейнер діаметром 76 мм з товщиною стінки 4 мм та довжиною 400 мм заповнюють металевим порошком сталі Р6М5ФЗ і після віброущільнення та вакуумування герметизують. Далі контейнер з порошком нагрівають до 1160°С та здійснюють осьове пресування в спеціальному штампі (в закриту матрицю) без зміни діаметру контейнера при...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Сазонов Віктор Васильович, Гладченко Олександр Миколайович
МПК: B22F 7/00
Мітки: металевих, покриттів, деталей, порошків, спосіб, нанесення, поверхні, циліндричних, внутрішні
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів
Номер патенту: 47956
Опубліковано: 15.07.2002
Автор: Мікульонок Ігор Олегович
МПК: B22F 7/04
Мітки: покриттів, спосіб, внутрішню, нанесення, поверхню, порошків, виробів
Формула / Реферат:
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів, що включає заповнення порошком завантажувального жолоба на довжині, яка відповідає довжині поверхні, що покривається, введення жолоба в порожнину виробу, поворот жолоба навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку, який відрізняється тим, що перед заповненням порошком завантажувальний жолоб розділяють перегородками на окремі секції, а...
Попередній патент: Мембрана твердоконтактного іоноселективного електроду для визначення концентрації іонів трамадолу
Наступний патент: Штучна кисть
Випадковий патент: Гвинтовий вібраційний конвеєр