Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53060
Опубліковано: 15.01.2003
Автори: Друзь Олег Миколайович, Гедрович Анатолій Іванович, Гальцов Ігор Олександрович
Формула / Реферат
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі, за зварювальною ванною, створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від осі шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолодження ділянки зони впливу виконують у межах від лінії сплавлення шва з основним металом до притискачів, які встановлюються на відстані L від шва, яка визначається необхідністю усунення деформації з'єднання з площини (кутової деформації).
Текст
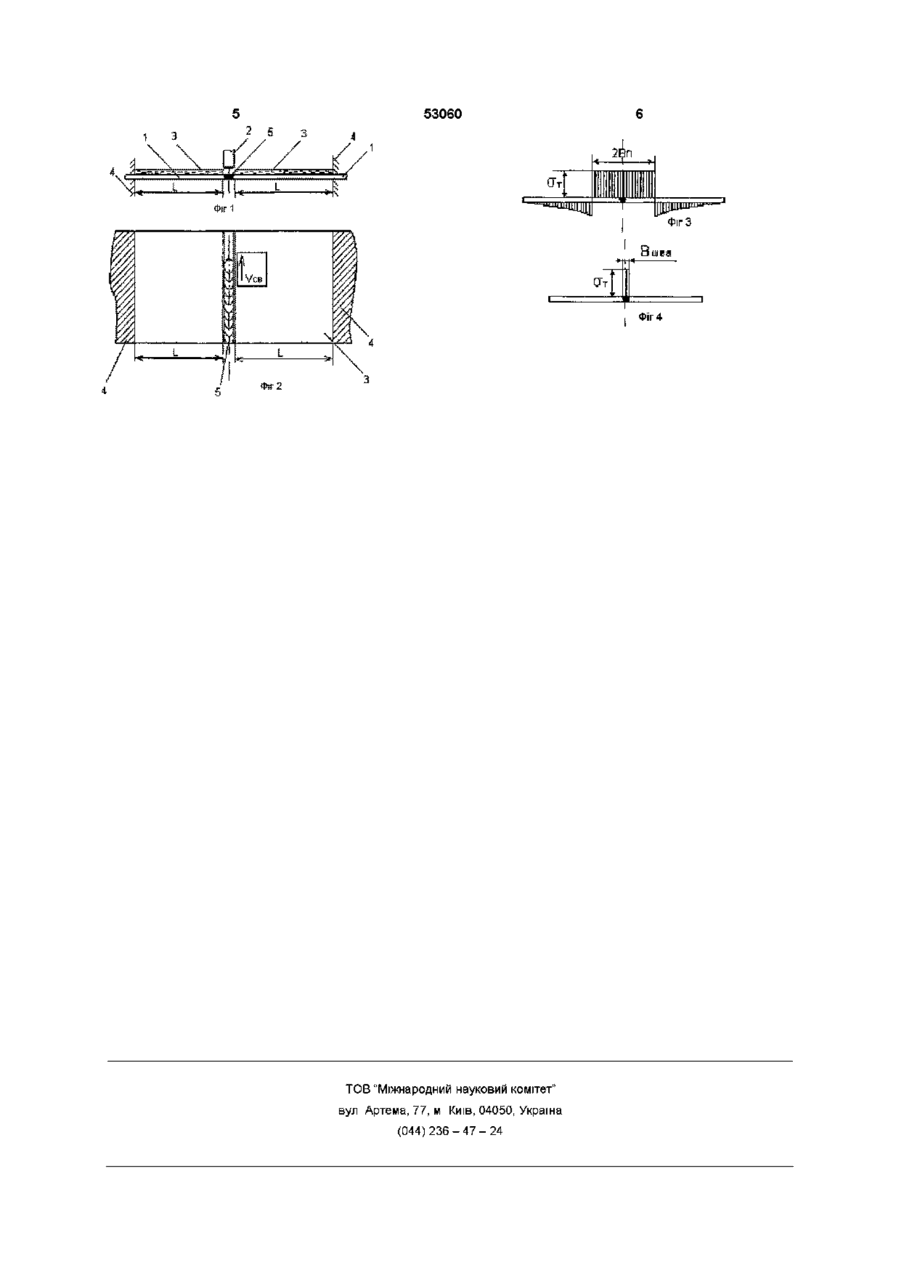
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі, за зварювальною ванною, створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, О (О о со ю встановлюють на відстані L від шва Відстань L визначається необхідністю усунення деформації з'єднання з площині (кутової деформації) Сутність винаходу пояснюється кресленням, де на фиг 1 зображений пристрій для реалізації способу зменшення зварювальних деформацій і напруг, на фіг 2 - цей же пристрій вид зверху, на фіг 3, 4 - епюри залишкових напруг (Фіг 3 зварювання без охолодження, Фіг 4 - зварювання з охолодженням) Пристрій для реалізації способу містить 1 виріб, 2 - зварювальний пальник, що рухається, 3 охолоджувач, 4 - притискачі, 5 - зварний шов Спосіб здійснюється в такий спосіб Перед зварюванням крайки, що зварюються, закріплюються на відстані L від шва Оптимальне розташування притисків визначається розмірами охолоджувача 3 і необхідністю усунення кутових деформацій Для зменшення залишкових деформацій і напруг усувають зону пластичних деформацій укорочення, розташовану за межами лінії оплавлення Усунення зони пластичних деформацій по поперечному перерізі укорочення досягається охолодженням зони термічного впливу на ДІЛЯНЦІ в межах від лінії сплавлення (Тпл) до притискачів 4, охолоджувачем 3 за зварювальним пальником 2, що рухається, і зварювальною ванною У не охолоджуваному шві за зварювальною ванною розвиваються пластичні деформації подовження до температури появи міцностних властивостей в основному металі (для маловуглецевих сталей 500°С) При повному остиганні шва залишкові напруги в ньому досягають величини границі текучості основного металу Після зняття притискачів при великій жорсткості з'єднання в звареному шві будуть зафіксовані залишкові напруги близькі до межі текучості основного металу Стискаючі напруги в основному металі будуть визначатися співвідношенням °О Н = (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reduction of welding deformations and forces
Автори англійськоюHedrovych Anatolii Ivanovych, Haltsov Ihor Oleksandrovych, Druz Oleh Mykolaiovych
Назва патенту російськоюСпособ уменьшения сварочных деформаций и напряжений
Автори російськоюГедрович Анатолий Иванович, Гальцов Игорь Александрович, Друзь Олег Николаевич
МПК / Мітки
МПК: B23K 33/00
Мітки: спосіб, зварювальних, деформацій, зменшення, напруг
Код посилання
<a href="https://ua.patents.su/3-53060-sposib-zmenshennya-zvaryuvalnikh-deformacijj-ta-naprug.html" target="_blank" rel="follow" title="База патентів України">Спосіб зменшення зварювальних деформацій та напруг</a>
Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53088
Опубліковано: 15.01.2003
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
МПК: B23K 9/035, B23K 9/038
Мітки: зменшення, напруг, спосіб, зварювальних, деформацій
Формула / Реферат:
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджувальну рідину підводять безпосередньо до...
Охолоджуючий пристрій для зниження зварювальних деформацій та напруг
Номер патенту: 47721
Опубліковано: 15.07.2002
Автори: Друзь Олег Миколайович, Гедрович Анатолій Іванович, Гальцов Ігор Олександрович
МПК: B23K 9/038, B23K 9/035
Мітки: зварювальних, напруг, охолоджуючий, деформацій, зниження, пристрій
Формула / Реферат:
1. Охолоджуючий пристрій для зниження зварювальних деформацій та напруг, що містить коритоподібний ложемент-кондуктор з установленими на його дні ребрами у вигляді грат, заповнений волокнистим матеріалом, нижня частина якого занурена в охолоджувач, що наливається в ложемент-кондуктор, який відрізняється тим, що ребра у вигляді грат, виконаних з міді або металу, що не іржавіє, не торкаються дна коритоподібного ложемента-кондуктора, пристрій...
Охолоджуючий пристрій для зниження зварювальних деформацій і напружень
Номер патенту: 45114
Опубліковано: 15.03.2002
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович
МПК: B23K 9/035, B23K 9/038
Мітки: зварювальних, зниження, деформацій, охолоджуючий, пристрій, напружень
Формула / Реферат:
1 Охолоджуючий пристрій для зниження зварювальних деформацій і напружень, що містить спеціальний кондуктор у вигляді коробки з вертикальними стояками, між якими розташовано шари пористої непальної гігроскопічної речовини типу вати, під яку подають охолоджувач, який відрізняється тим, що замість спеціального кондуктора з вертикальними стояками він оснащений двома розбірними роликами, що вільно обертаються на з'єднувальних трубках для подання...
Охолоджуючий пристрій для зниження зварювальних деформацій та напружень
Номер патенту: 37583
Опубліковано: 15.05.2001
Автори: Гедрович Анатолій Іванович, Кузьменко Віктор Сергійович, Жидков Андрій Борисович
МПК: B23K 9/038, B23K 9/035
Мітки: охолоджуючий, зниження, напружень, деформацій, пристрій, зварювальних
Формула / Реферат:
(21) 2000010070(54) (57)Дата прийняття рішення21 березня 2001 р.Охолоджуючий пристрій для зниження зварювальних деформацій та напружень, який містить корпус, пористий наповнювач та трубопровід з отворами для подачі охолоджуючої рідини, розміщений в об'ємі матеріалу й виконаний гнучким, який відрізняється тим, що корпус пристрою виконано з термостійкої тканини у вигляді жолоба, верхній край якого стягнуто...
Спосіб зменшення залишкових напруг в зварних з’єднаннях
Номер патенту: 53559
Опубліковано: 15.01.2003
Автори: Дівак Павло Павлович, Король Александр Васильович, Гриценко Юрій Миколайович, Сокирко Володимир Арсентійович
Мітки: залишкових, зменшення, зварних, спосіб, напруг, з'єднаннях
Формула / Реферат:
1. Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій, що включає електрофізичну обробку ділянок з підвищеними залишковими напругами, який відрізняється тим, що через ділянку з підвищеними залишковими напругами пропускають пакет знакозмінних імпульсів електричного струму з числом імпульсів 20200
Попередній патент: Спосіб зварювання труб з трубними ґратами
Наступний патент: Пристрій для прогнозування надійності металевих конструкцій
Випадковий патент: Пристрій для паяння складених п`єзокерамічних перетворювачів