Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53088
Опубліковано: 15.01.2003
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
Формула / Реферат
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджувальну рідину підводять безпосередньо до зворотного боку металу, що зварюється, розміщаючи в ній трубки-аератори, що подають до охолоджувальної рідини активуючий газ (стиснене повітря, аргон, СО2),
Текст
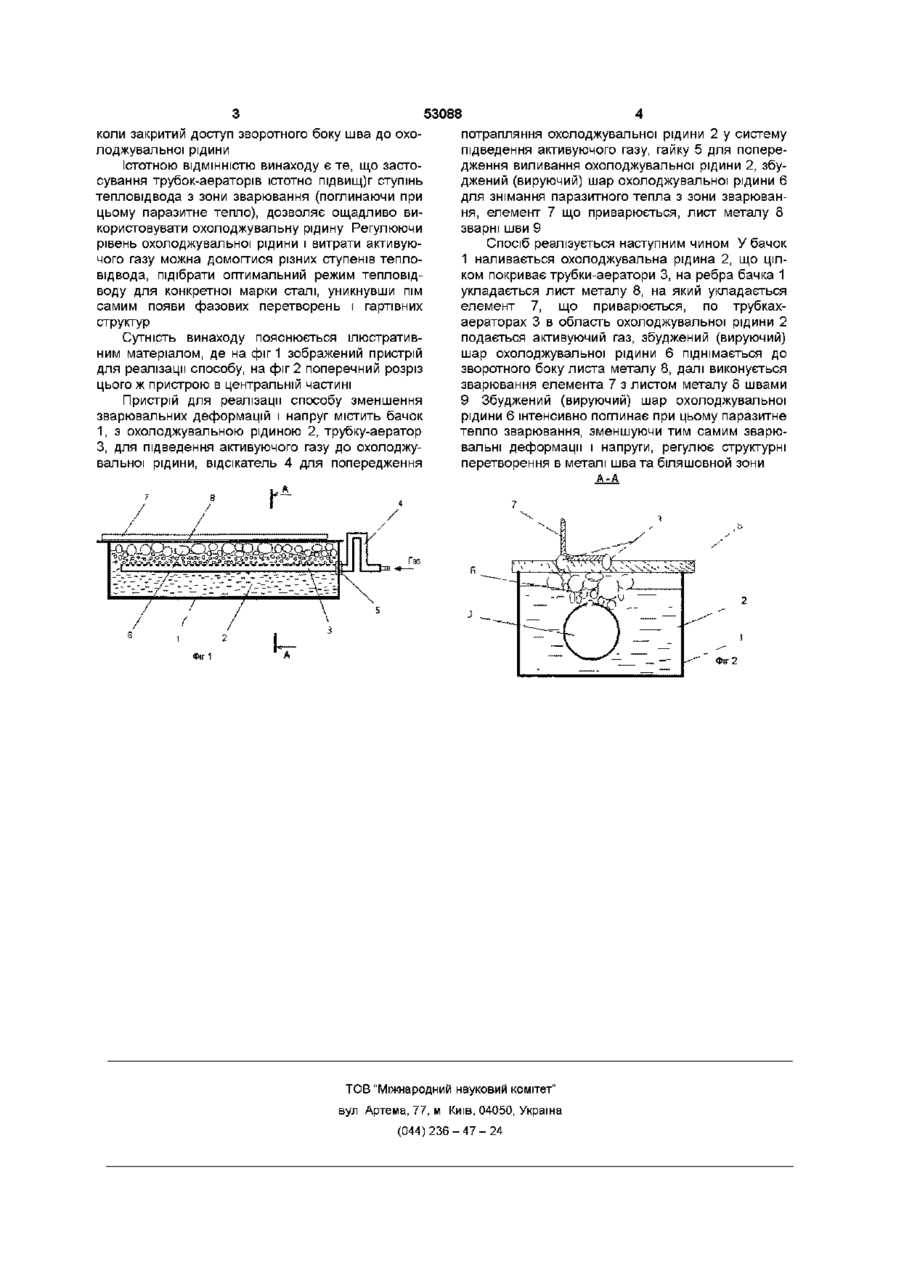
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі створюють градієнт температур по поперечному перерізу зварного з єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджувальну рідину підводять безпосередньо до зворотного боку металу, що зварюється, розміщаючи в ній трубки-аератори, що подають до охолоджувальної рідини активуючий газ (стиснене повітря, аргон, СО2), Винахід відноситься до області зварювального виробництва і може бути використаний для зниження зварювальних деформацій і напруг при виготовленні виробів з тонких (до 5мм) металевих листів Відомо спосіб зменшення зварювальних деформацій, при якому у виробі після зварювання створюють градієнт температур шляхом глибокого охолодження шва та біляшовной зони з одночасним нагріванням сусідніх з біляшовной зоною ділянок, (див АС, СРСР №1469560, МПК, В23К, 28/00, опубл 05 05 75р Бюл №17) Недоліком цього способу є складність його реалізації і необхідність додаткових витрат енергії для нагрівання прилягаючих до охолоджуваної зони ділянок І глибокого охолодження шва Найбільш близьким до запропонованого винаходу с спосіб зменшення зварювальних деформацій і напруг, переважно при зварюванні елементів малих товщин, при якому у виробі створюють градієнт температур по поперечному перерізі зварною з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій (див А С СРСР №1729720А1 МПК В23К28/02, опубл ЗО 0492р Бюл №16) - обраний за прототип Основним недоліком цього способу є те, що при охолодженні шва в процесі зварювання не здійснюється знімання паразитного тепла з біляшовної зони, що є основним джерелом утворення деформацій і структурної неоднорідності металу, що зварюється В основу винаходу поставлено задачу удосконалення способу зменшення зварювальних деформацій і напруг шляхом повного охолодження виробу в поперечному перерізі, підводячи охолоджувальну рідину безпосередньо до зворотного боку металу, який зварюється, що приведе до зниження рівня зварювальних напруг і деформацій металу, що зварюється, зведе до мінімуму структурні перетворення в металі шва та біляшовній зоні Поставлена задача досягається тим, що в способі зменшення зварювальних деформацій і напруг, при якому у виробі створюють градієнт температур по поперечному перерізі звареного з'єднання в напрямку нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, ВІДПОВІДНО до винаходу, охолоджувальну рідину підводять безпосередньо до зворотної сторони металу, що зварюється, за допомогою розміщення в охолоджувальній рідині трубок-аераторів і подачі в область охолоджувальної рідини активуючого газу (стиснене повітря, аргон, СО2) Спосіб можна використовувати для зниження зварювальних напруг і деформацій при виконанні напусткових, кутових, електрозаклепочних з'єднань, а також при зварюванні набору ребер жорсткості та інших конструктивних елементів до листа 00 00 о со ю 53088 коли закритий доступ зворотного боку шва до охолоджувальної рідини Істотною ВІДМІННІСТЮ винаходу є те, що застосування трубок-аераторів істотно підвищ)г ступінь тепловідвода з зони зварювання (поглинаючи при цьому паразитне тепло), дозволяє ощадливо використовувати охолоджувальну рідину Регулюючи рівень охолоджувальної рідини і витрати активуючого газу можна домогтися різних ступенів тепловідвода, підібрати оптимальний режим тепловідводу для конкретної марки сталі, уникнувши пім самим появи фазових перетворень і гартівних структур Сутність винаходу пояснюється ілюстративним матеріалом, де на фіг 1 зображений пристрій для реалізації способу, на фіг 2 поперечний розріз цього ж пристрою в центральній частині Пристрій для реалізації способу зменшення зварювальних деформацій і напруг містить бачок 1, з охолоджувальною рідиною 2, трубку-аератор З, для підведення активуючого газу до охолоджувальної рідини, відсікатель 4 для попередження потрапляння охолоджувальної рідини 2 у систему підведення активуючого газу, гайку 5 для попередження виливання охолоджувальної рідини 2, збуджений (вируючий) шар охолоджувальної рідини 6 для знімання паразитного тепла з зони зварювання, елемент 7 що приварюється, лист металу 8 зварні шви 9 Спосіб реалізується наступним чином У бачок 1 наливається охолоджувальна рідина 2, що цілком покриває трубки-аератори 3, на ребра бачка 1 укладається лист металу 8, на який укладається елемент 7, що приварюється, по трубкахаераторах 3 в область охолоджувальної рідини 2 подається активуючий газ, збуджений (вируючий) шар охолоджувальної рідини 6 піднімається до зворотного боку листа металу 8, далі виконується зварювання елемента 7 з листом металу 8 швами 9 Збуджений (вируючий) шар охолоджувальної рідини 6 інтенсивно поглинає при цьому паразитне тепло зварювання, зменшуючи тим самим зварювальні деформації і напруги, регулює структурні перетворення в металі шва та біляшовной зони Фіг 1 ФІГ ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reduction of welding deformations and forces
Автори англійськоюHedrovych Anatolii Ivanovych, Haltsov Ihor Oleksandrovych, Druz Oleh Mykolaiovych
Назва патенту російськоюСпособ уменьшения сварочных деформаций и напряжений
Автори російськоюГедрович Анатолий Иванович, Гальцов Игорь Александрович, Друзь Олег Николаевич
МПК / Мітки
МПК: B23K 9/038, B23K 9/035
Мітки: зменшення, зварювальних, спосіб, напруг, деформацій
Код посилання
<a href="https://ua.patents.su/2-53088-sposib-zmenshennya-zvaryuvalnikh-deformacijj-ta-naprug.html" target="_blank" rel="follow" title="База патентів України">Спосіб зменшення зварювальних деформацій та напруг</a>
Охолоджуючий пристрій для зниження зварювальних деформацій та напруг
Номер патенту: 47721
Опубліковано: 15.07.2002
Автори: Друзь Олег Миколайович, Гальцов Ігор Олександрович, Гедрович Анатолій Іванович
МПК: B23K 9/035, B23K 9/038
Мітки: пристрій, охолоджуючий, зварювальних, зниження, напруг, деформацій
Формула / Реферат:
1. Охолоджуючий пристрій для зниження зварювальних деформацій та напруг, що містить коритоподібний ложемент-кондуктор з установленими на його дні ребрами у вигляді грат, заповнений волокнистим матеріалом, нижня частина якого занурена в охолоджувач, що наливається в ложемент-кондуктор, який відрізняється тим, що ребра у вигляді грат, виконаних з міді або металу, що не іржавіє, не торкаються дна коритоподібного ложемента-кондуктора, пристрій...
Охолоджуючий пристрій для зниження зварювальних деформацій і напружень
Номер патенту: 45114
Опубліковано: 15.03.2002
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович
МПК: B23K 9/038, B23K 9/035
Мітки: охолоджуючий, зварювальних, деформацій, зниження, пристрій, напружень
Формула / Реферат:
1 Охолоджуючий пристрій для зниження зварювальних деформацій і напружень, що містить спеціальний кондуктор у вигляді коробки з вертикальними стояками, між якими розташовано шари пористої непальної гігроскопічної речовини типу вати, під яку подають охолоджувач, який відрізняється тим, що замість спеціального кондуктора з вертикальними стояками він оснащений двома розбірними роликами, що вільно обертаються на з'єднувальних трубках для подання...
Охолоджуючий пристрій для зниження зварювальних деформацій та напружень
Номер патенту: 37583
Опубліковано: 15.05.2001
Автори: Гедрович Анатолій Іванович, Жидков Андрій Борисович, Кузьменко Віктор Сергійович
МПК: B23K 9/038, B23K 9/035
Мітки: охолоджуючий, деформацій, зниження, напружень, пристрій, зварювальних
Формула / Реферат:
(21) 2000010070(54) (57)Дата прийняття рішення21 березня 2001 р.Охолоджуючий пристрій для зниження зварювальних деформацій та напружень, який містить корпус, пористий наповнювач та трубопровід з отворами для подачі охолоджуючої рідини, розміщений в об'ємі матеріалу й виконаний гнучким, який відрізняється тим, що корпус пристрою виконано з термостійкої тканини у вигляді жолоба, верхній край якого стягнуто...
Спосіб зменшення залишкових напруг в зварних з’єднаннях
Номер патенту: 53559
Опубліковано: 15.01.2003
Автори: Гриценко Юрій Миколайович, Дівак Павло Павлович, Король Александр Васильович, Сокирко Володимир Арсентійович
Мітки: з'єднаннях, напруг, залишкових, зварних, спосіб, зменшення
Формула / Реферат:
1. Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій, що включає електрофізичну обробку ділянок з підвищеними залишковими напругами, який відрізняється тим, що через ділянку з підвищеними залишковими напругами пропускають пакет знакозмінних імпульсів електричного струму з числом імпульсів 20200
Спосіб компенсації деформацій для деталей з наплавленою кромкою
Номер патенту: 42334
Опубліковано: 15.10.2001
Автори: Кушнір Володимир Павлович, Жданов Ігор Михайлович
МПК: B23K 9/04
Мітки: спосіб, деталей, наплавленою, компенсації, деформацій, кромкою
Формула / Реферат:
Спосіб компенсації деформацій для деталей з наплавленою кромкою, що включає силову дію на деталь попереднім зворотним згином, який відрізняється тим, що попередній зворотній згин здійснюють проковкою зони між центральною віссю та кромкою деталі.
Попередній патент: Високотемпературний теплоізоляційний матеріал
Наступний патент: Гальмова система транспортного засобу
Випадковий патент: Великовантажний контейнер