Спосіб ремонту діючого трубопроводу з локальним наскрізними дефектами
Номер патенту: 53444
Опубліковано: 15.01.2003
Автори: Ніколаєв Віктор Олександрович, Бут Віктор Степанович, Білоус Валерій Іванович, Бобов Володимир Петрович, Мандра Анатолій Степанович
Формула / Реферат
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає установлення на зачищену ділянку трубопроводу технологічних елементів, зварювання їх між собою, встановлення кілець з двох частин по обидві боки технологічних елементів, який відрізняється тим, що попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, при цьому технологічні елементи між собою стягують шпильками, а у створ поздовжнього шва закладають металеві штаби.
2. Спосіб за п. 1, який відрізняється тим, що кран на технологічному елементі, який встановлюють на трубопровід, відкривають.
3. Спосіб за п. 1, який відрізняється тим, що кільця виконують з обрамленням фаски до боку технологічного елементу.
Текст
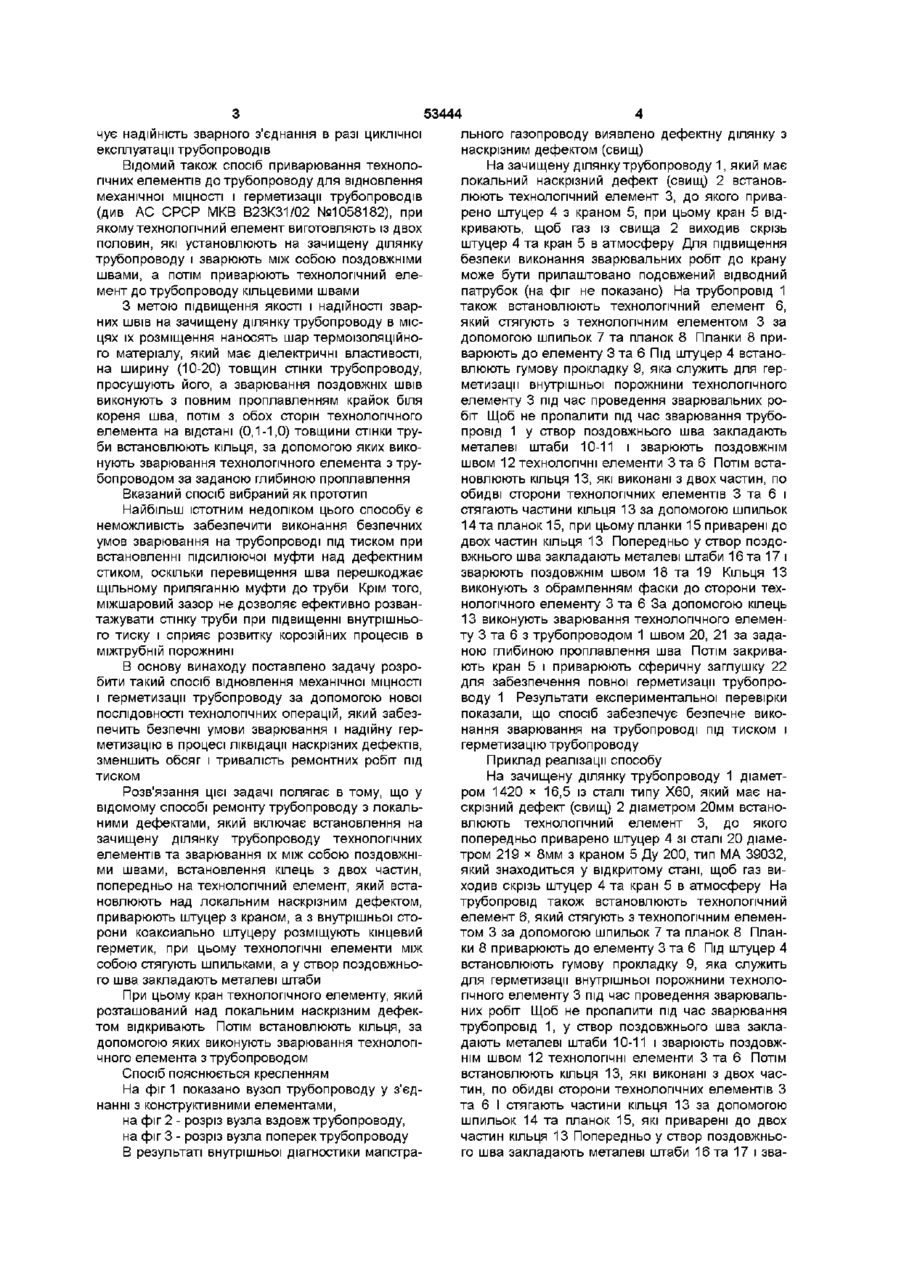
1 Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає установлення на зачищену ділянку трубопроводу технологічних елементів, зварювання їх між собою, встановлення кілець з двох частин по обидві боки технологічних елементів, який відрізняється тим, що попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, при цьому технологічні елементи між собою стягують шпильками, а у створ поздовжнього шва закладають металеві штаби 2 Спосіб за п 1, який відрізняється тим, що кран на технологічному елементі, який встановлюють на трубопровід, відкривають 3 Спосіб за п 1, який відрізняється тим, що кільця виконують з обрамленням фаски до боку технологічного елементу Винахід стосується трубопроводного транспорту і може бути використаний для відновлення механічної МІЦНОСТІ і герметизації трубопроводів у газовій, нафтовій та інших галузях промисловості без припинення їх експлуатації Відомий спосіб ремонту труби (див заявку Великобританії №2 210134 МКВ F16L55/16, опубл 01 06 89 р НКВ F2P), полягає в тому, що навколо ушкодженої ділянки труби встановлюють ущільнення, що стискається між внутрішньою поверхнею оболонки і зовнішньою поверхнею труби На кінцях оболонки виконують ущільнення з епоксидної смоли Порожнину між оболонкою та трубою із зовнішньої сторони ущільнення заповнюють матеріалом, що подається до цієї порожнини крізь патрубок Потім порожнину, утворену всередині ущільнення, заповнюють епоксидною смолою, яку подають крізь штуцер Зазначений спосіб трудомісткий і не забезпечує якісну герметизацію трубопроводу Відомий також спосіб ліквідації ушкоджень на трубопроводах, що включає в себе очищення зовнішньої поверхні ушкодженого місця, нанесення на нього композиції, що клеїть, і приклеювання ізолювального матеріалу (див патент Роси №2011106 МКВ F16L55/17) Для розширення експлуатаційної можливості, ліквідації витоків і підвищення герметичності ізоляції, шар композиції, що клеїть, наносять на очищену поверхню не менш 120мм з обох боків зварного стику Після цього 10-15мм ліворуч та праворуч від зварного стику на клеї трубу щільно обмотують двома шарами м'якого сталевого чи алюмінієвого дроту діаметром 2,5-Змм, які охоплюють тіло по довжині труби не менше 100мм, а дріт другого ряду розташовують у поглибленні між витками дроту першого ряду, потім зварний стик і необмотану частину труби між дротовими обмотками на клеї щільно обмотують мотузковою обмоткою Зазначений спосіб трудомісткий і не забезпечує повну герметизацію ушкодженої ділянки трубопроводу Широко відомий спосіб усунення дефектів на трубопроводі у формі наскрізних отворів, корозійних виразок (див Інструкцію Управління магістральних нафтопроводів «Дружба» «Виконання зварювально-монтажних робіт на магістральних нафтопроводах «Дружба» Брянськ 1998 р стор 22-23) Цей спосіб передбачає усунення наскрізних отворів на трубопроводі таким чином Наскрізний отвір розсвердлюють під сталеву пробку, забивають в отвір пробку (чопік), потім заварюють пробку в отворі з виступом (валиком) від поверхні труби 3-4мм Однак зазначеним способом не завжди можна досягти повної герметизації ушкодженої стінки труби, тому що газ проходить у зазорі між перекривним елементом - пробкою та отвором у трубі і крізь мікротріщини в зварному шві, яким заварюється пробка Крім того, такий ремонт не забезпе СО Ю 53444 чує надійність зварного з єднання в разі циклічної експлуатації трубопроводів Відомий також спосіб приварювання технологічних елементів до трубопроводу для відновлення механічної МІЦНОСТІ і герметизації трубопроводів (див АС СРСР МКВ В23К31/02 №1058182), при якому технологічний елемент виготовляють із двох половин, які установлюють на зачищену ділянку трубопроводу і зварюють між собою поздовжніми швами, а потім приварюють технологічний елемент до трубопроводу кільцевими швами З метою підвищення якості і надійності зварних швів на зачищену ділянку трубопроводу в місцях їх розміщення наносять шар термоізоляційного матеріалу, який має діелектричні властивості, на ширину (10-20) товщин стінки трубопроводу, просушують його, а зварювання поздовжніх швів виконують з повним проплавленням крайок біля кореня шва, потім з обох сторін технологічного елемента на відстані (0,1-1,0) товщини стінки труби встановлюють кільця, за допомогою яких виконують зварювання технологічного елемента з трубопроводом за заданою глибиною проплавлення Вказаний спосіб вибраний як прототип Найбільш істотним недоліком цього способу є неможливість забезпечити виконання безпечних умов зварювання на трубопроводі під тиском при встановленні підсилюючої муфти над дефектним стиком, оскільки перевищення шва перешкоджає щільному приляганню муфти до труби Крім того, міжшаровий зазор не дозволяє ефективно розвантажувати стінку труби при підвищенні внутрішнього тиску і сприяє розвитку корозійних процесів в міжтрубній порожнині В основу винаходу поставлено задачу розробити такий спосіб відновлення механічної МІЦНОСТІ І герметизації трубопроводу за допомогою нової ПОСЛІДОВНОСТІ технологічних операцій, який забезпечить безпечні умови зварювання і надійну герметизацію в процесі ліквідації наскрізних дефектів, зменшить обсяг і тривалість ремонтних робіт під тиском Розв'язання цієї задачі полягає в тому, що у відомому способі ремонту трубопроводу з локальними дефектами, який включає встановлення на зачищену ділянку трубопроводу технологічних елементів та зварювання їх між собою поздовжніми швами, встановлення кілець з двох частин, попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, а з внутрішньої сторони коаксиально штуцеру розміщують кінцевий герметик, при цьому технологічні елементи між собою стягують шпильками, а у створ поздовжнього шва закладають металеві штаби При цьому кран технологічного елементу, який розташований над локальним наскрізним дефектом відкривають Потім встановлюють кільця, за допомогою яких виконують зварювання технологічного елемента з трубопроводом Спосіб пояснюється кресленням На фіг 1 показано вузол трубопроводу у з'єднанні з конструктивними елементами, на фіг 2 - розріз вузла вздовж трубопроводу, на фіг 3 - розріз вузла поперек трубопроводу В результаті внутрішньої діагностики магістра льного газопроводу виявлено дефектну ділянку з наскрізним дефектом (свищ) На зачищену ділянку трубопроводу 1, який має локальний наскрізний дефект (свищ) 2 встановлюють технологічний елемент 3, до якого приварено штуцер 4 з краном 5, при цьому кран 5 відкривають, щоб газ із свища 2 виходив скрізь штуцер 4 та кран 5 в атмосферу Для підвищення безпеки виконання зварювальних робіт до крану може бути прилаштовано подовжений відводний патрубок (на фіг не показано) На трубопровід 1 також встановлюють технологічний елемент 6, який стягують з технологічним елементом 3 за допомогою шпильок 7 та планок 8 Планки 8 приварюють до елементу 3 та 6 Під штуцер 4 встановлюють гумову прокладку 9, яка служить для герметизації внутрішньої порожнини технологічного елементу 3 під час проведення зварювальних робіт Щоб не пропалити під час зварювання трубопровід 1 у створ поздовжнього шва закладають металеві штаби 10-11 і зварюють поздовжнім швом 12 технологічні елементи 3 та 6 Потім встановлюють кільця 13, які виконані з двох частин, по обидві сторони технологічних елементів 3 та 6 і стягають частини кільця 13 за допомогою шпильок 14 та планок 15, при цьому планки 15 приварені до двох частин кільця 13 Попередньо у створ поздовжнього шва закладають металеві штаби 16 та 17 і зварюють поздовжнім швом 18 та 19 Кільця 13 виконують з обрамленням фаски до сторони технологічного елементу 3 та 6 За допомогою кілець 13 виконують зварювання технологічного елементу 3 та 6 з трубопроводом 1 швом 20, 21 за заданою глибиною проплавлення шва Потім закривають кран 5 і приварюють сферичну заглушку 22 для забезпечення повної герметизації трубопроводу 1 Результати експериментальної перевірки показали, що спосіб забезпечує безпечне виконання зварювання на трубопроводі під тиском і герметизацію трубопроводу Приклад реалізації способу На зачищену ділянку трубопроводу 1 діаметром 1420 х 16,5 із сталі типу Х60, який має наскрізний дефект (свищ) 2 діаметром 20мм встановлюють технологічний елемент 3, до якого попередньо приварено штуцер 4 зі сталі 20 діаметром 219 х 8мм з краном 5 Ду 200, тип МА 39032, який знаходиться у відкритому стані, щоб газ виходив скрізь штуцер 4 та кран 5 в атмосферу На трубопровід також встановлюють технологічний елемент 6, який стягують з технологічним елементом 3 за допомогою шпильок 7 та планок 8 Планки 8 приварюють до елементу 3 та 6 Під штуцер 4 встановлюють гумову прокладку 9, яка служить для герметизації внутрішньої порожнини технологічного елементу 3 під час проведення зварювальних робіт Щоб не пропалити під час зварювання трубопровід 1, у створ поздовжнього шва закладають металеві штаби 10-11 і зварюють поздовжнім швом 12 технологічні елементи 3 та 6 Потім встановлюють кільця 13, які виконані з двох частин, по обидві сторони технологічних елементів З та 6 І стягають частини кільця 13 за допомогою шпильок 14 та планок 15, які приварені до двох частин кільця 13 Попередньо у створ поздовжнього шва закладають металеві штаби 16 та 17 і зва 53444 рюють поздовжніми швами 18 та 19 Кільця 13 виконують з обрамленням фаски до сторони технологічного елементу 3 та 6 За допомогою кілець 13 виконують зварювання технологічного елементу 3 та 6 з трубопроводом 1 швом 20, 21 за заданою глибиною проплавлення шва Потім закривають кран 5 і приварюють сферичну заглушку 22 для забезпечення повної герметизації трубопроводу 1 Зварювання виконують електродами АНОТМ/СХ або ФОКС EV-50 Результати експериментальної перевірки показали, що спосіб забезпечує безпечне виконання зварювання на трубопроводі під тиском і герметизацію трубопроводу 14 Фіг. 2 Фіг. 1 Фіг. З ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of operating pipeline with local through defects
Автори англійськоюMandra Anatolii Stepanovych, But Viktor Stepanovych, Bobov Volodymyr Petrovych, Nikolaiev Viktor Oleksandrovych, Bilous Valerii Ivanovych
Назва патенту російськоюСпособ ремонта действующего трубопровода с локальными сквозными дефектами
Автори російськоюМандра Анатолий Степанович, Бут Виктор Степанович, Бобов Владимир Петрович, Николаев Виктор Александрович, Билоус Валерий Иванович
МПК / Мітки
МПК: F16L 55/16
Мітки: спосіб, трубопроводу, наскрізними, локальним, діючого, ремонту, дефектами
Код посилання
<a href="https://ua.patents.su/3-53444-sposib-remontu-diyuchogo-truboprovodu-z-lokalnim-naskriznimi-defektami.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту діючого трубопроводу з локальним наскрізними дефектами</a>
Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами
Номер патенту: 46544
Опубліковано: 15.05.2002
Автори: Щербак Олександр Вікторович, Бут Віктор Степанович, Пришляк Андрій Михайлович, Розгонюк Василь Васильович, Педько Борис Іванович, Коваль Роман Ілліч, Коломєєв Валентин Миколайович
МПК: F16L 55/16
Мітки: трубопроводу, діючого, спосіб, дефектами, ремонту, локальними, наскрізними
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, що включає зачищення ушкодженої ділянки розсвердлювання порожнини дефектного отвору, встановлення в нього перекривного елементу з наступним його обварюванням, який відрізняється тим, що в отворі нарізають різь, в яку вгвинчують перекривний елемент, на нарізну поверхню якого попередньо наносять тонкий шар припою, при цьому використовують припій з коефіцієнтом...
Спосіб ремонту протяжного трубопроводу та рухомий опорний пристрій для його реалізації
Номер патенту: 51745
Опубліковано: 16.12.2002
Автор: Бродський Анатолій Леонідович
МПК: F16L 1/00, F16L 3/16, F16L 55/18
Мітки: реалізації, трубопроводу, опорний, ремонту, протяжного, пристрій, спосіб, рухомий
Формула / Реферат:
1. Спосіб ремонту протяжного трубопроводу, який включає його різання, поворот навколо поздовжньої осі та з'єднання стиків зварюванням, що відрізняється тим, що з трубопроводу вирізують дефектну ділянку, під неї установлюють рухомі опорні пристрої, на яких здійснюють поворот ділянки навколо поздовжньої осі та її поздовжнє переміщення до стику, а зварювання ведуть після видалення рухомих опорних пристроїв, при цьому вирізування ділянок...
Спосіб контролю герметичності діючого трубопроводу і пристрій для його здійснення
Номер патенту: 25160
Опубліковано: 30.10.1998
Автор: Кутинський Ярополк Михайлович
МПК: F17D 5/02
Мітки: пристрій, здійснення, трубопроводу, спосіб, діючого, герметичності, контролю
Формула / Реферат:
1. Способ контроля герметичности действующего трубопровода, включающий выполнение измерений в контролируемых узлах, проведение анализа гидравлической сети с помощью ЭВМ, построение матрицы чувствительности опроса датчиков, сопоставление с данными матрицы, отличающийся тем, что в каждом контролируемом узле производят измерение перепада давления между давлением в трубопроводе и "реперным" давлением, созданным автономным источником,...
Спосіб приєднання відгалуження до діючого газопроводу
Номер патенту: 47255
Опубліковано: 17.06.2002
Автори: Бобов Володимир Петрович, Коломєєв Валентин Миколайович, Ніколаєв Віктор Олександрович, Білоус Валерій Іванович, Капцов Іван Іванович, Мандра Анатолій Степанович, Бут Віктор Степанович
МПК: F16L 41/00
Мітки: приєднання, відгалуження, діючого, спосіб, газопроводу
Формула / Реферат:
1. Спосіб приєднання відгалуження до діючого газопроводу, що включає зачищення ділянки труби, монтаж на цій ділянці двох половин корпусу відводу, в одній з яких вирізаний отвір, зварювання між собою поздовжніми швами половин корпусу, встановлення відвідного патрубка і вирізування отвору в трубопроводі, який відрізняється тим, що попередньо перед встановленням відвідного патрубка виконують обварювання за периметром отвору в корпусі швом, що...
Спосіб ремонту трубопроводу та пристрій для його здійснення
Номер патенту: 7292
Опубліковано: 30.06.1995
Автор: Гурик Володимир Федорович
Мітки: пристрій, ремонту, спосіб, здійснення, трубопроводу
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я1. Способ ремонта трубопровода, заключающийся в нанесении на его внутреннюю поверхность слоя ремонтного раствора перемещаемым по трубопроводу зондом со средством нанесения покрытия, о т л и ч а ю щ и й с я тем, что, с целью повышения скорости ремонта трубопровода без его опорожнения и прекращения функционирования, перед нанесением ремонтного раствора поверхность трубопровода смачивают ускорителем...