Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами
Номер патенту: 46544
Опубліковано: 15.05.2002
Автори: Коломєєв Валентин Миколайович, Пришляк Андрій Михайлович, Щербак Олександр Вікторович, Розгонюк Василь Васильович, Коваль Роман Ілліч, Педько Борис Іванович, Бут Віктор Степанович
Формула / Реферат
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, що включає зачищення ушкодженої ділянки розсвердлювання порожнини дефектного отвору, встановлення в нього перекривного елементу з наступним його обварюванням, який відрізняється тим, що в отворі нарізають різь, в яку вгвинчують перекривний елемент, на нарізну поверхню якого попередньо наносять тонкий шар припою, при цьому використовують припій з коефіцієнтом термічного розширення більшим, ніж у металу труби.
2. Спосіб по п. 1, який відрізняється тим, що перекривний елемент вводять у нарізний отвір болтом, діаметр якого менший за діаметр отвору і запірної частини складового елемента.
3. Спосіб по п. 1, який відрізняється тим, що після вгвинчування перекривного елемента болт видаляють.
4. Спосіб по п. 1, який відрізняється тим, що попередню герметизацію нарізного з'єднання виконують нагріванням шару припою зварювальною дугою.
Текст
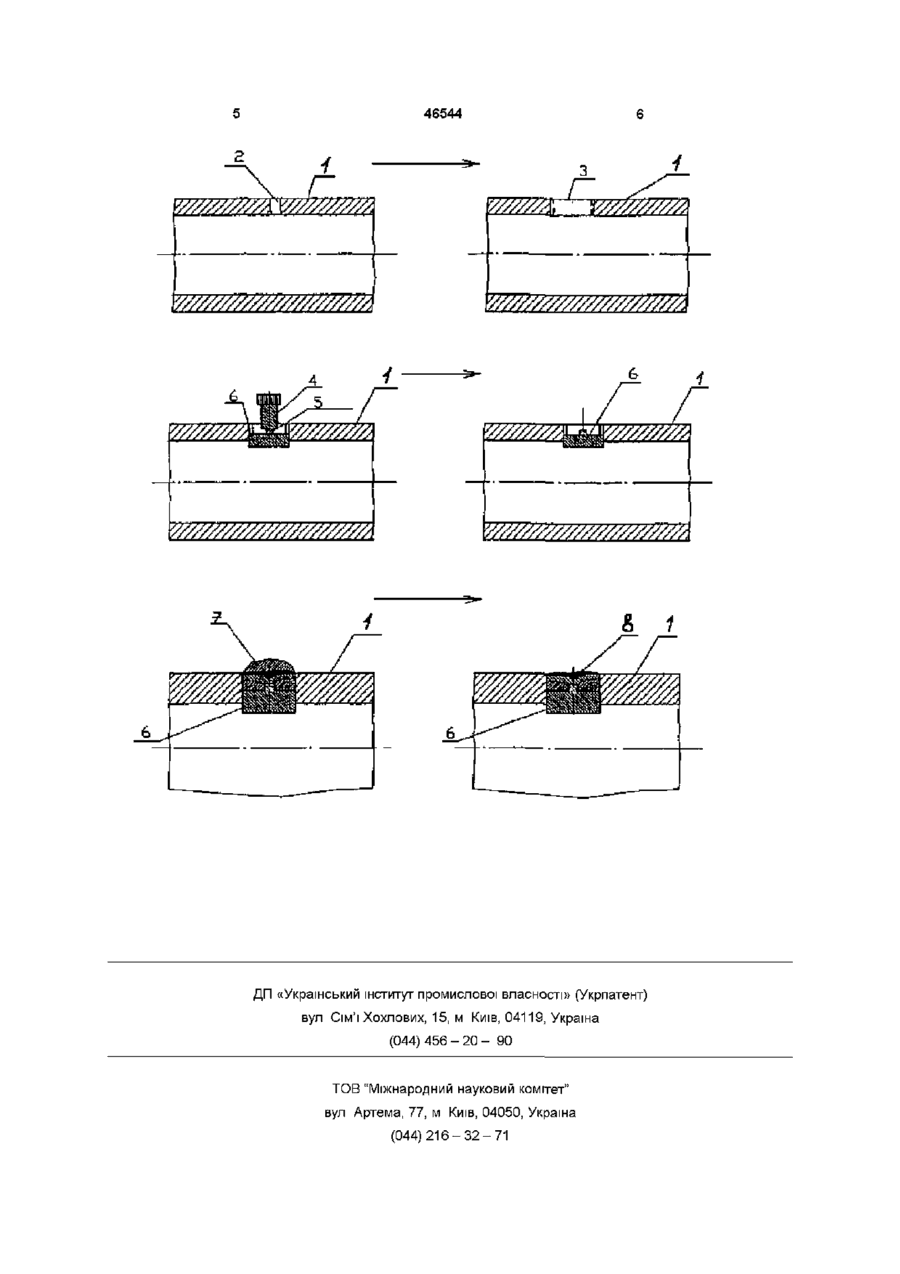
1 Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, що включає зачищення ушкодженої ділянки розсвердлювання порожнини дефектного отвору, встановлення в нього перекривного елементу з наступним його обварюванням, який відрізняється тим, що в от ворі нарізають різь, в яку вгвинчують перекривнии елемент, на нарізну поверхню якого попередньо наносять тонкий шар припою, при цьому використовують припій з коефіцієнтом термічного розширення більшим, ніж у металу труби 2 Спосіб по п 1, який відрізняється тим, що перекривний елемент вводять у нарізний отвір болтом, діаметр якого менший за діаметр отвору і запірної частини складового елемента 3 Спосіб по п 1, який відрізняється тим, що після вгвинчування перекривного елемента болт видаляють 4 Спосіб по п 1, який відрізняється тим, що попередню герметизацію нарізного з'єднання виконують нагріванням шару припою зварювальною дугою Винахід стосується трубопровідного транспорту і може бути використаний для відновлення механічної МІЦНОСТІ і герметизації трубопроводів у газовій, нафтовій та інших галузях промисловості без припинення їх експлуатації Відомий спосіб ремонту труби (див заявку Великобританії №2 210134 МКВ F16L55/16, опубл 89 06 01 НКВ F2P), полягає в тому, що навколо ушкодженої ділянки труби встановлюють ущільнення, що стискається між внутрішньою поверхнею оболонки і зовнішньою поверхнею труби На кінцях оболонки виконують ущільнення з епоксидної смоли Порожнину між оболонкою та трубою із зовнішньої сторони ущільнення заповнюють матеріалом, що подається до цієї порожнини крізь патрубок Потім порожнину, утворену всередині ущільнення, заповнюють епоксидною смолою, яку подають крізь штуцер Зазначений спосіб трудомісткий і не забезпечує якісну герметизацію трубопроводу Відомий також спосіб ліквідації ушкоджень на трубопроводах, що включає в себе очищення зовнішньої поверхні ушкодженого місця, нанесення на нього композиції, що клеїть і приклеювання ізолювального матеріалу (див патент Роси №2011106 МКВ F16L55/17) Для розширення експлуатаційної можливості, ліквідацм витоків і підвищення герметичності ізоляції, шар композиції, що клеїть, наносять на очищену поверхню не менш 120мм з обох боків зварного стику Після цього 10-15мм ліворуч та праворуч від зварного стику на клеї трубу щільно обмотують двома шарами м'якого сталевого чи алюмінієвого дроту діаметром 2,5 - Змм, які охоплюють тіло по довжині труби не менше 100мм, а дріт другого ряду розташовують у поглибленні між витками дроту першого ряду, потім зварний стик і необмотану частину труби між дротовими обмотками на клеї щільно обмотують мотузковою обмоткою Зазначений спосіб трудомісткий і не забезпечує повну герметизацію ушкодженої ділянки трубопроводу Широко відомий спосіб усунення дефектів на трубопроводі у формі наскрізних отворів, корозійних виразок, (див Інструкцію Управління магістральних нафтопроводів «Дружба» «Виконання зварювально-монтажних робіт на магістральних нафтопроводах «Дружба» Брянськ 1998р стор 22-23) Цей спосіб передбачає усунення наскрізних отворів на трубопроводі таким чином Наскрізний отвір розсвердлюють під сталеву пробку, забивають в отвір пробку (чопік), потім заварюють пробку в отворі з виступом (валиком) ю (О 46544 від поверхні труби 3-4мм Однак, зазначеним способом не завжди можна досягти повної герметизації ушкодженої стінки труби, тому що газ проходить у зазорі між перекривним елементом - пробкою та отвором у трубі і крізь мікротріщини в зварному шві, яким заварюється пробка Крім того, такий ремонт не забезпечує надійність зварного з'єднання в разі циклічної експлуатації трубопроводів Зазначений винахід обрано як прототип В основу винаходу покладено розв'язання задачі розроблення такого способу герметизації ушкоджених ділянок газопроводу шляхом нової ПОСЛІДОВНОСТІ технологічних операцій, що підвищить якість дугового зварення в процесі ліквідації наскрізних дефектів, зменшить обсяг і час ремонтних робіт, а також дозволить одержати рівноміцне з'єднання по перерізу дефектної ділянки Розв'язання цієї задачі полягає в тому, що у відомому способі ремонту трубопроводу з локальним наскрізним отвором, що включає зачищення ушкодженої ділянки, розсвердлювання порожнини дефекту, встановлення перекривного елементу з подальшим його зварюванням з трубою Після розсвердлювання порожнини дефекту в ній нарізають різьблення, у яке вгвинчують перекривний елемент, на поверхню якого попередньо наносять тонкий шар припою з коефіцієнтом термічногорозширення більшим, ніж у металі труби, а перекривний елемент виконують складовим Перекривний елемент вводять у різьбовий отвір болтом діаметром меншим, ніж діаметри отвору і перекривної частини Після вгвинчування перекривного елементу, болт видаляють, а попередню герметизацію нарізного з'єднання виконують нагріванням припою зварювальною дугою Спосіб ліквідації наскрізних дефектів пояснюється кресленнями На трубопроводі 1 в наскрізному отворі 2 нарізують різьблення 3, у яке вгвинчують складений болт 4 з перемичкою 5, на якому є перекривний елемент 6 До вгвинчування перекривного елементу 6 на його різьблення наноситься шар припою, що має коефіцієнт ЛІНІЙНОГО розширення більший, ніж у метала труби Потім болт 4 видаляють, зламавши перемичку 4 і виконують заварювання отвору з перекривним елементом 6 Для забезпечення одержання шару металу 8 з високи ми пластичними властивостями по поверхні труби на відремонтованій ДІЛЯНЦІ та зниження рівня напруг, що розтягують, на плавленому металі передбачено виконання відпалювального валика 7, що згодом зашліфовується врівень з поверхнею труби 1 Приклад реалізації способу Ділянку трубопроводу, що підлягає ремонту, очищають від бруду, землі, ІЗОЛЯЦІЙНОГО покриття до металевого блиску Наскрізний дефект 2 у стінці трубопроводу 1 розсвердлюють і нарізають різьблення по всій товщині його стінки В отриманий різьбовий отвір 3 вгвинчують перекривний елемент 6 за допомогою болта 4 Різьблення виконують з малим кроком, як у СТІНЦІ трубопроводу 1, так і в перекривному елементі 6 Перед загвинчуванням перекривного елементу 6 у стінку труби 1 його занурюють у ванну з розплавленим припоєм і наносять тонкий шар припою на різьблення запірного елементу 6 Діаметр болта 4 вибирають меншим, ніж діаметр різьбового отвору 3 і меншим, ніж діаметр перекривного елементу 6, щоб була можливість коливання болта 4 і обламування перемички 5 Потім болт 4 видаляють Оскільки нарізне сполучення перекривного елементу 6 і стінки труби 1 не забезпечує повну герметизацію зазначеного з'єднання, то розплавлення плівки припою в місцях контактування різьбових поверхонь призводить до повної герметизації за рахунок рідинного припою При цьому вибирають припой з коефіцієнтом термічного розширення більшим, ніж у метала труби 1 Утворення рідинного герметизуючого прошарку в нарізному сполученні досягається завдяки тепловому впливу зварювальної дуги під час зварювання кореневого шару, що з'єднує заглушку зі стінкою труби 1 Подальше заповнення порожнини отвору виконується пошаровим зварюванням вище рівня поверхні труби на 0,5 -1,0мм Після чого роблять термовідпалювальне наплавлення з метою нормалізації метала зони термічного впливу і зниження рівня напруг, що розтягують у наплавленому металі Потім перевищення наплавлення зішлифовується врівень з поверхнею труби Зазначений спосіб ремонту забезпечує повну герметизацію діючого трубопроводу з локальним отвором і відновлює несну здатність його стінки Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами 46544 У//////////////////////Ш у/////////////////////////. У/////////////////////////А У//////////////////////////. g 1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюKoval Roman Illich, But Viktor Stepanovych, Kolomeev Valentyn Mykolaiovych, Rozhoniuk Vasyl Vasyliovych, Ped'ko Borys Ivanovych, Scherbak Oleksandr Viktorovych
Автори російськоюКоваль Роман Ильич, Бут Виктор Степанович, Коломеев Валентин Николаевич, Розгонюк Василий Васильевич, Педько Борис Иванович, Щербак Александр Викторович
МПК / Мітки
МПК: F16L 55/16
Мітки: наскрізними, ремонту, спосіб, діючого, дефектами, локальними, трубопроводу
Код посилання
<a href="https://ua.patents.su/3-46544-sposib-remontu-diyuchogo-truboprovodu-z-lokalnimi-naskriznimi-defektami.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами</a>
Спосіб контролю герметичності діючого трубопроводу і пристрій для його здійснення
Номер патенту: 25160
Опубліковано: 30.10.1998
Автор: Кутинський Ярополк Михайлович
МПК: F17D 5/02
Мітки: контролю, трубопроводу, герметичності, здійснення, діючого, спосіб, пристрій
Формула / Реферат:
1. Способ контроля герметичности действующего трубопровода, включающий выполнение измерений в контролируемых узлах, проведение анализа гидравлической сети с помощью ЭВМ, построение матрицы чувствительности опроса датчиков, сопоставление с данными матрицы, отличающийся тем, что в каждом контролируемом узле производят измерение перепада давления между давлением в трубопроводе и "реперным" давлением, созданным автономным источником,...
Спосіб ремонту трубопроводу та пристрій для його здійснення
Номер патенту: 7292
Опубліковано: 30.06.1995
Автор: Гурик Володимир Федорович
Мітки: пристрій, здійснення, ремонту, трубопроводу, спосіб
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я1. Способ ремонта трубопровода, заключающийся в нанесении на его внутреннюю поверхность слоя ремонтного раствора перемещаемым по трубопроводу зондом со средством нанесения покрытия, о т л и ч а ю щ и й с я тем, что, с целью повышения скорости ремонта трубопровода без его опорожнения и прекращения функционирования, перед нанесением ремонтного раствора поверхность трубопровода смачивают ускорителем...
Спосіб ремонту ствола димової труби
Номер патенту: 33513
Опубліковано: 15.02.2001
Автори: Магала Віктор Сергійович, Яковишин Федір Костянтинович, Пивоваров Валентин Васильович
МПК: E04H 12/28
Мітки: ствола, трубі, спосіб, димової, ремонту
Текст:
...і методом торкретування укладають силікатополімербетон, формуючи шар футеровки початкової проектної товщини, при цьому виконання футеровки здійснюють послідовно, ярусами по всій висоті труби. -2 Пропонуємии спосіб реалізують таким чином. З внутрішньої поверхні ствола труби видаляють пошкоджені ділянки футеровки і закріплюють на ній арматурний каркас, що складається з повздовжньої арматури діаметром 12-14 мм та кільцевої арматури...
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу
Номер патенту: 37429
Опубліковано: 15.05.2001
Автори: Шевчук Віктор Володимирович, Коротін Віктор Іванович, Шлапак Любомир Степанович
МПК: F16L 57/00, F16L 58/02
Мітки: міцності, підвищення, трубопроводу, довговічності, спосіб, ресурсу
Формула / Реферат:
Спосіб підвищення ресурсу, міцності і довговічності трубопроводу шляхом нанесення композиційного матеріалу на трубу при її виготовленні, який відрізняється тим, що матеріал намотується з зусиллям на трубу діючого трубопроводу в польових умовах в два і більше шарів під кутом до осі труби, модуль пружності зовнішнього шару вищий від модуля пружності внутрішнього шару, крім того кожен шар матеріалу склеюється з наступним.
Спосіб безтраншейного ремонту трубопроводів та пристрій для його здійснення
Номер патенту: 45648
Опубліковано: 15.04.2002
Автори: Шипко Іван Іванович, Зайцев Леонід Павлович
МПК: F16L 55/02
Мітки: пристрій, ремонту, трубопроводів, спосіб, здійснення, безтраншейного
Формула / Реферат:
1. Спосіб безтраншейного ремонту трубопроводів, який включає зведення в трубопровід облицювальної пластикової труби з передчасно встановленими центруючими елементами, закріплення на трубопроводі двоступінчастих наконечників з патрубками, заповнення міжтрубного простору під тиском пластичним розчином, який відрізняється тим, що центруючі елементи на твірній пластикової труби кріплять один від одного на відстані, при якій допустима величина...
Попередній патент: Шафа для розміщення радіоелектронної апаратури
Наступний патент: Спосіб визначення площі неоваскуляризації рогівки
Випадковий патент: Спосіб прогнозування негативного впливу наночасток срібла на організм