Форма для відцентрового лиття порожнистих заготівок поршневих кілець
Номер патенту: 54877
Опубліковано: 17.03.2003
Автори: Іванова Ліна Олександрівна, Козловський Ярослав Антонович

Формула / Реферат
Форма для відцентрового лиття порожнистих заготівок поршневих кілець, яка має виливницю з встановленим в ній порожнистим стержнем, який формує робочу порожнину, яка відрізняється тим, що робоча порожнина порожнистого стержня має шар кераміки з порами розміром 1,5-10 мк та виконана у формі відкритих кільцевих виступів та западин, при цьому зовнішній діаметр виступів дорівнює внутрішньому діаметру порожнистої заготівки поршневого кільця, а внутрішній діаметр западин дорівнює зовнішньому діаметру порожнистої заготівки поршневого кільця.
Текст
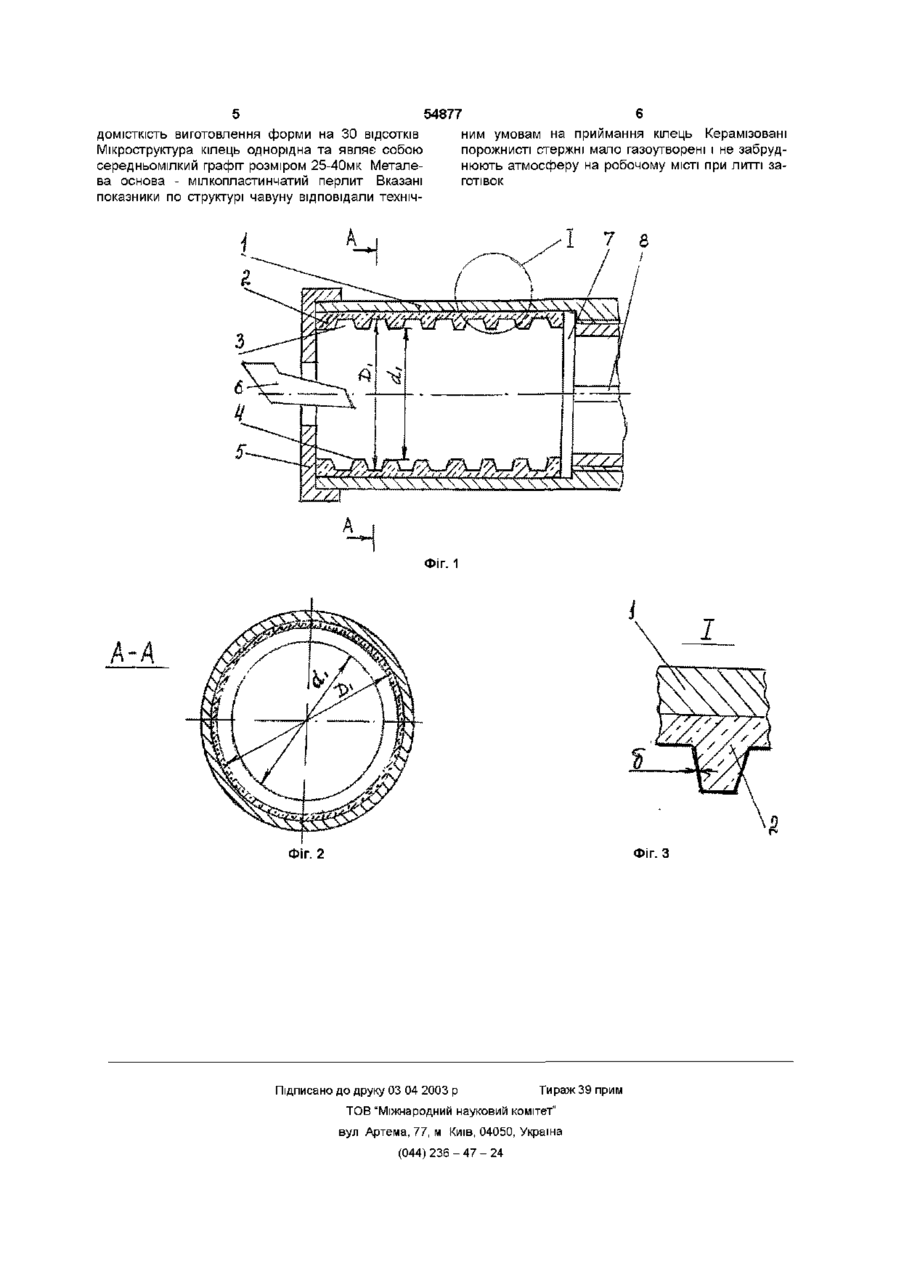
Форма для відцентрового лиття порожнистих заготівок поршневих кілець, яка має виливницю з встановленим в ній порожнистим стержнем, який Винахід відноситься до ливарного виробництва та може бути використаний при відцентровому литві поршневих кілець з чавуну ВІДОМІ два види форм для литва порожнистих заготівок поршневих кілець пісчані стопочні форми, металеві форми, які обертаються (див Справочник по чугунному литью Под ред Гиршовича Н Г Изд "Машиностроение", Ленинград, 1978, стр 598-601) При використанні пісчаних стопочних форм можливо відливати індивідуальні заготівки кілець із різноманітних марок чавуну і у тому числі без термообробки, наприклад, чавунні кільця для автотракторних двигунів Недоліком пісчаних вологих стопочних форм є високий брак заготівок в наслідок руйнування поверхні форм при заливці Ці ВИДИ браку обумовлені як низькою поверхневою МІЦНІСТЮ та пористістю поверхні пісчаних форм, так і нерівномірною ЩІЛЬНІСТЮ їх набивки Наприклад, у центрі пісчаної форми ЩІЛЬНІСТЬ може дорівнювати 70-82 одиниць, в середній частині 50-75 одиниць, а на краю форми -48-70 одиниць На пісчані раковини та рихлоти припадає 70-80 ВІДСОТКІВ ВІД всього ливарного браку поршневих кілець При використанні металевих, обертаючихся з пісчаною поверхневою виливницею, брак по рихлотам незначний Однак відцентрові литі заготівки (маслоти) мають пригар від піску зовнішньої поверхні, а при механічній обробці потрібна додаткова операція по розрізуванню їх на окремі кільця та проведення високотемпературної обробки, наприклад, відливок із ЦШТ Відома відцентрова форма з міцною футерівкою із сипучого матеріалу, наприклад, кварцового формує робочу порожнину, яка відрізняється тим, що робоча порожнина порожнистого стержня має шар кераміки з порами розміром 1,5-Юмкта виконана у формі відкритих кільцевих виступів та западин, при цьому ЗОВНІШНІЙ діаметр виступів дорівнює внутрішньому діаметру порожнистої заготівки поршневого кільця, а внутрішній діаметр западин дорівнює зовнішньому діаметру порожнистої заготівки поршневого кільця піску, шару рідкого скла товщиною 0,01-15мм та поверхневої вогнетривкої маси (див AC W 476076, Траченко А И , Милов С Д "Способ футеровки центробежной формы", БИ № 25 от 05 07 75) Однак в цьому випадку значно збільшується трудомісткість виготовлення форми через використовування чотирьохшарової футерівки Якість поверхні у порожнистій заготівці низька в наслідок високої газоутвореності термічно не обробленої поверхневої вогнетривкої маси Підвищена газоутвореність вогнетривкої маси на поверхні викликана відсутністю її термічної обробки у період до заливки металу Як і в разі лиття, у крашену (пофарбовану) металеву форму при використанні чотирьохшарової футеровки, наприклад, для литва маслот поршневих кілець, маслоти необхідно розрізати на окремі кільця Найбільш близьким по технічній суті до заявленої форми для відцентрового лиття заготівок поршневих кілець є обрана як прототип форма для відцентрового лиття порожнистих заготівок поршневих кілець, яка має виливницю з установленим на ній порожнистим стержнем, швидкозгораючі вставки, які встановлені в отворі та виконані у порожнистому стержні та сполучають його внутрішню порожнину з робочими порожнинами (див АС № 1694334, Булаевская Р Я , Сахновский В Е , Вайнер МЛ, "Способ центробежного литья поршневых колец и форма для его осуществления" БИ, №44 от 30 11 91 ) Ця конструкція форми дозволяє одержати литі заготівки кілець з різницею значень міцностей 1-4 00 ю 54877 одиниці та скоротити об'єм механічної обробки заготівок за рахунок усунення операції розрізання маслоти Однак при цьому значно збільшується трудомісткість виготовлення та маса порожнистого стержню в наслідок необхідності виконання на його внутрішній поверхні чотирьох масивних поздовжніх виступів, які у перетину являють собою трикутник висотою 16мм, виготовлення у кожній робочій порожнині порожнистого стержню чотирьох постачальників та чотирьох швидкозгораємих вставок із полістиролу з мідним покриттям Через відсутність теплоізоляції між внутрішньою стінкою виливниці та зовнішньою поверхнею кільцевої відливки для поршневого кільця, структура по перетику заготівки неоднорідна Тому одержання заданої структури потребує проведення спеціальної термічної обробки литих заготівок Матеріал порожнистого стержня, який виконаний із пісчаної суміші на рідкоскляному зв'язуючому, яка відтверджується по СО2- процесу, не забезпечує високу ЯКІСТЬ ВІДЛИВОК Це явище обумовлено руйнуванням пористої поверхні стержню у МІСТІ проходу розплаву чавуну через радіальні канали у робочу порожнину форми, проникненням розплаву у поверхневі пори пісчаної суміші на рідкоскляному зв'язуючому, яка має відкриту пористість вище ніж 80мк Крім того, ТОНКОСТІННІ чавунні відливки мають схильність до пригару при контакті з пісчаною формою на рідкоскляному зв'язуючому Використання у конструкції порожнистого стержня вигораємих вставок з полістиролу, суттєво забруднює атмосферу на робочому МІСТІ при литві заготівок для кілець В основу винаходу поставлена задача у формі для відцентрового лиття порожнистих заготівок поршневих кілець методом спрощення та зміни окремих елементів конструкції форми, знизити трудомісткість и виготовлення, підвищити якість заготівок для поршневих кілець та еколопчність процесу лиття Технічний результат від використання винаходу спростити технології виготовлення порожнистого стержня за рахунок усунення операцій, пов'язаних з формуванням чотирьох поздовжніх виступів всередині, а також радіальних каналів та вставок з полістиролу з мідним покриттям, покращення якості поверхні та структури відливки за допомогою зменшення пористості стержня та товщини стінок, а також ізоляції зовнішньої поверхні відливки від прямого контакту з поверхнею металевої форми для відцентрового лиття, усунення шкідливих газових виділень в атмосферу на робочому МІСТІ при литті заготівок кілець Поставлена ціль вирішується тим, що форма для відцентрового лиття порожнистих заготівок поршневих кілець, яка має виливницю з установленим в ній порожнистим стержнем, який оформлює робочу порожнину, згідно винаходу, робоча порожнина порожнистого стержню має шар кераміки з порами розміром 1,5-Юмк та виконана у формі відкритих кільцевих виступів та впадин, при цьому ЗОВНІШНІЙ діаметр виступів, який дорівнює внутрішньому діаметру порожнистих заготівок поршневого кільця, а внутрішній діаметр впадин дорівнює зовнішньому діаметру порожнистої заготівки поршневого кільця Будова форми для відцентрового лиття порожнистих заготівок поршневих кілець представлено на фіг 1, 2 та З На фіг 1 - поздовжній розріз форми, на фіг 2 - поперечний розріз форми, на фіг 3 - виріз поверхні форми Відцентрова ливарна форма складається із виливниці 1, порожнистого стержня 2, який утворює робочі порожнини 3, які мають форму кільцевих впадин та обмежені кільцевими виступами 4 Робочі порожнини 3 мають шар кераміки (5) з поверхневою пористістю 1,5 - Юмк 3 цією метою робоча порожнина 3 порожнистих стержнів 2 виконана із пісчаної суміші на рідкоскляному зв'язуючому та оплавлена на глибину 1,0мм газової горілки Внутрішній діаметр (Ді) робочої порожнини З дорівнює зовнішньому діаметру порожнистої заготівки поршневого кільця ЗОВНІШНІЙ діаметр (d,) кільцевих виступів 4 дорівнює внутрішньому діаметру порожнистої заготівки поршневого кільця Передня частина виливниці має з'ємну кришку 5 з отвором для заливки металу та заливальним жолобом 6 Задня частина виливниці 1 перекрита тарілкою 7 штовхача 8 Виливниця 1 закріплена з можливістю оберту шпиндельної машини для відцентрового лиття (див фіг 1-3) машина не показана Робота форми для відцентрового лиття порожнистих заготівок поршневих кілець, наприклад, з ЗОВНІШНІМ діаметром чавунної заготівки, яка дорівнює 136мм, а внутрішнім діаметром - дорівнює 102мм здійснюється наступним чином У виливницю і встановлюють порожнистий стержень 2 та фіксують його по торцям від перемішування всередині виливниці і за допомогою кришки 5 та тарілки 7 штовхача 8 Виливницю 1 приводили до обертання зі швидкістю 1650 об/мін та заливали у неї через заливний жолоб 6 задану порцію рідкого чавуну ХІМІЧНИЙ склад чавуну (у відсотках) С - 3,7, Si - 2,5, Mn - 0,7, Р - 0,6, Сч 0,25, М - 0,12, Мо - 0,45, Си - 0,3, Ті - 0,2 Температура заливки чавуну - 1400°С Рідкий чавун заповнював робочі порожнини 3, які обмежені кільцевими виступами 4 Після затвердіння чавуну в робочій порожнині 3 відключали обертання виливниці 1 Після припинення обертання, знімали кришку 5 та включали привід штовхача 8 Включений штовхач 8 тарілкою 7 штовхає порожнистий стержень 2 спільно з порожнистими заготівками поршневих кілець Після охолодження заготівок проводили операцію чернетного шліфування з метою зняття внутрішньої напруги та усунення мартенситних ділянок, які з'являються в результаті лепрування розплаву чавуну молібденом Потім поршневі кільця піддавали штучному старінню при температурі 550-570°С в електропечі на протязі 2,5 годин Внаслідок низької поверхневої пористості (1,5Юмк), а також хімічної інертності кераміки до заливаемого металу, поверхня порожнистих заготівок поршневих кілець була рівною, гладкою та без пригару Це дозволяє знизити припуск на механічну обробку порожнистих заготівок на 50 ВІДСОТКІВ Спрощення конструкції форми у порівнянні з прототипом (відсутність поздовжніх виступів, радіальних отворів, вставок із полістиролу), знижує тру 54877 ним умовам на приймання кілець Керамізовані порожнисті стержні мало газоутворені і не забруднюють атмосферу на робочому МІСТІ при литті заготівок ДОМІСТКІСТЬ виготовлення форми на ЗО ВІДСОТКІВ Мікроструктура кілець однорідна та являє собою середньомілкии графіт розміром 25-40мк Металева основа - мілкопластинчатий перлит Вказані показники по структурі чавуну відповідали техніч А УХ ч V \ х Ч У У ч Ч Ч І Ч Ч ч Ч \ \ N \ \ \ L I t I T І С І ••• ••( •• д і |f | nr у ••• •• •• . ••• f •• , Г Mf N\\ \ \ \ \ \ \ \.\\V\ \ 4 \ W X —*-| ФІГ. 1 A - A Фіг. З Фіг. 2 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for spun casting of hollow blanks for piston rings
Автори англійськоюIvanova Lina Oleksandrivna
Назва патенту російськоюФорма для центробежного литья полых заготовок поршневых колец
Автори російськоюИванова Лина Александровна
МПК / Мітки
МПК: B22D 13/00
Мітки: кілець, відцентрового, лиття, заготівок, поршневих, форма, порожнистих
Код посилання
<a href="https://ua.patents.su/3-54877-forma-dlya-vidcentrovogo-littya-porozhnistikh-zagotivok-porshnevikh-kilec.html" target="_blank" rel="follow" title="База патентів України">Форма для відцентрового лиття порожнистих заготівок поршневих кілець</a>
Спосіб виготовлення поршневих кілець
Номер патенту: 30976
Опубліковано: 15.12.2000
Автори: Сідоренко Анатолій Іванович, Мелекянець Вячеслав Пилипович
Мітки: кілець, спосіб, виготовлення, поршневих
Текст:
...кілець, який включає приготування шихти у вигляді суміші вхідних порошкових компонентів на залізографітової основі з антифрикціонними додатками, її пресування під тиском, спікання у захисному середовищі і допресування заготівлі з наступною термообробкою, згідно винаходу, ,в якості вхідних компонентів використовують суміш порошків, яка містить, мас.%: . графіт 1.35 - 1.5 мідь 2.0 - 2.5 дисульфід молібдену 1.7 - 1.9 сульфід цинку 2.3 -...
Чавун для поршневих кілець
Номер патенту: 49109
Опубліковано: 16.09.2002
Автори: Голованов Костянтин Юрійович, Баришев Євген Володимирович, Філіппочев Олександр Миколайович, Приходько Едуард Васильович, Жучков Сергій Михайлович, Голованов Юрій Миколайович
МПК: C22C 33/08, C22C 37/10, F16J 9/26
Мітки: чавун, кілець, поршневих
Формула / Реферат:
Чавун для поршневих кілець, що містить вуглець, кремній, марганець і залізо, який відрізняється тим, що містить компоненти при наступному співвідношенні, у мас.%: вуглець 3,60 - 4,10, кремній 2,40 - 3,60, марганець 0,55 - 0,68, залізо решта, при цьому електронний еквівалент хімічного складу для...
Сталь для поршневих кілець
Номер патенту: 42120
Опубліковано: 15.10.2001
Автори: Макаркін Олександр Миколайович, Голованов Юрій Миколайович, Голованов Костянтин Юрійович, Городницькій Віктор Назарович, Філіппочев Олександр Миколайович, Баришев Євген Володимирович, Жучков Сергій Михайлович
МПК: C22C 38/04, F16J 9/26
Мітки: сталь, поршневих, кілець
Формула / Реферат:
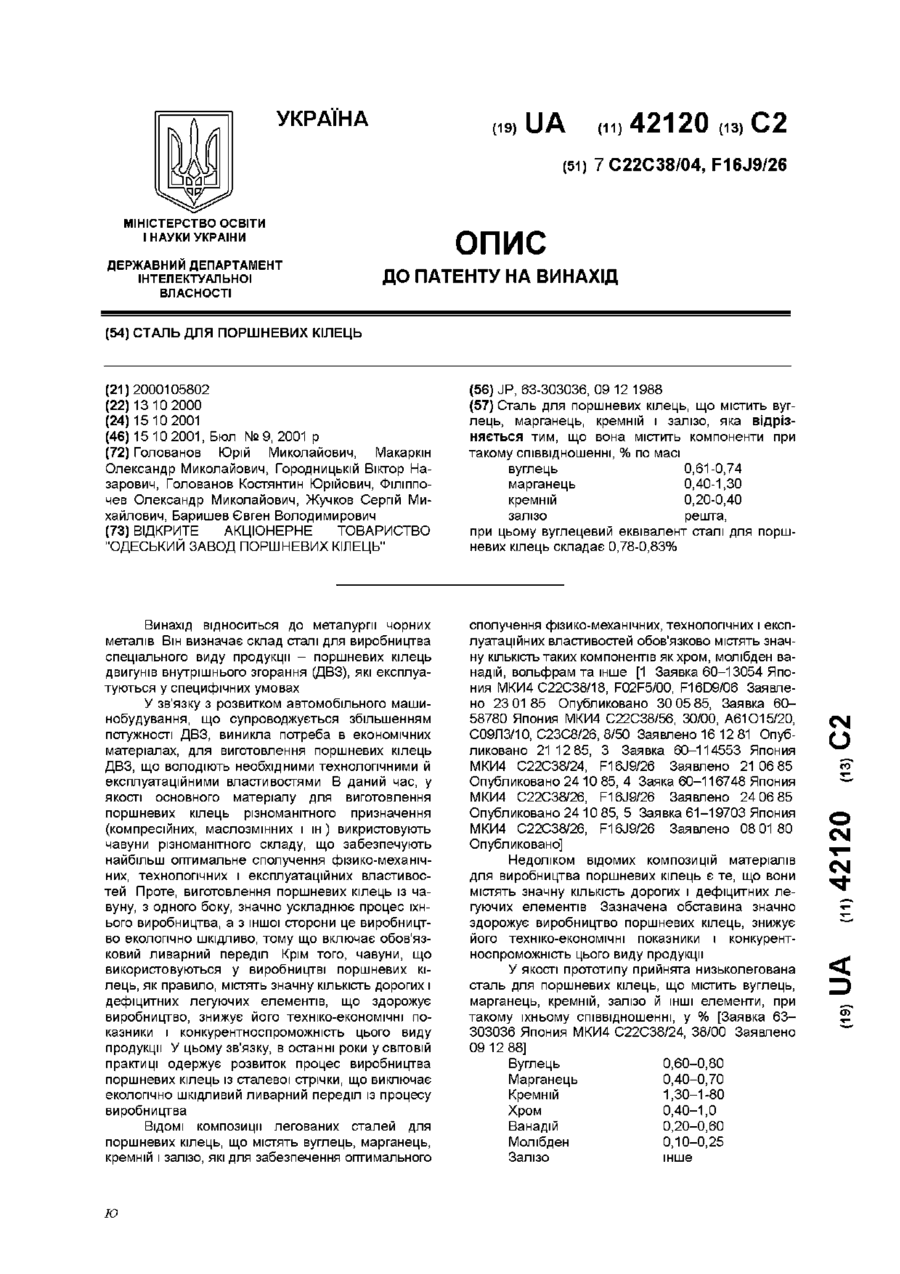
Сталь для поршневих кілець, що містить вуглець, марганець, кремній і залізо, яка відрізняється тим, що вона містить компоненти при такому співвідношенні, % по масі: вуглець 0,61-0,74 марганець 0,40-1,30 кремній 0,20-0,40 залізо решта при цьому вуглецевий еквівалент сталі для поршневих кілець складає...
Пристрій для відцентрового лиття
Номер патенту: 754
Опубліковано: 15.03.2001
Автори: Мітрус Олександр Володимирович, Суржанський Станіслав Костянтинович, Штань Ілона Владиславівна
МПК: B22D 13/06
Мітки: лиття, відцентрового, пристрій
Формула / Реферат:
Пристрій для відцентрового лиття, що містить корпус з приєднаним до нього двигуном, форму для заливки, тигель з шихтою, систему вакуумування, систему подачі інертного газу, систему управління роботою електричного двигуна, плавильне пристосування, який відрізняється тим, що він забезпечений відцентровим столом, установленим на валу двигуна з прикріпленою до нього касетою, всередені якої розміщені тигель-тримач, тигель з шихтою, металоприймач,...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: заготівок, лиття, спосіб, безперервного
Формула / Реферат:
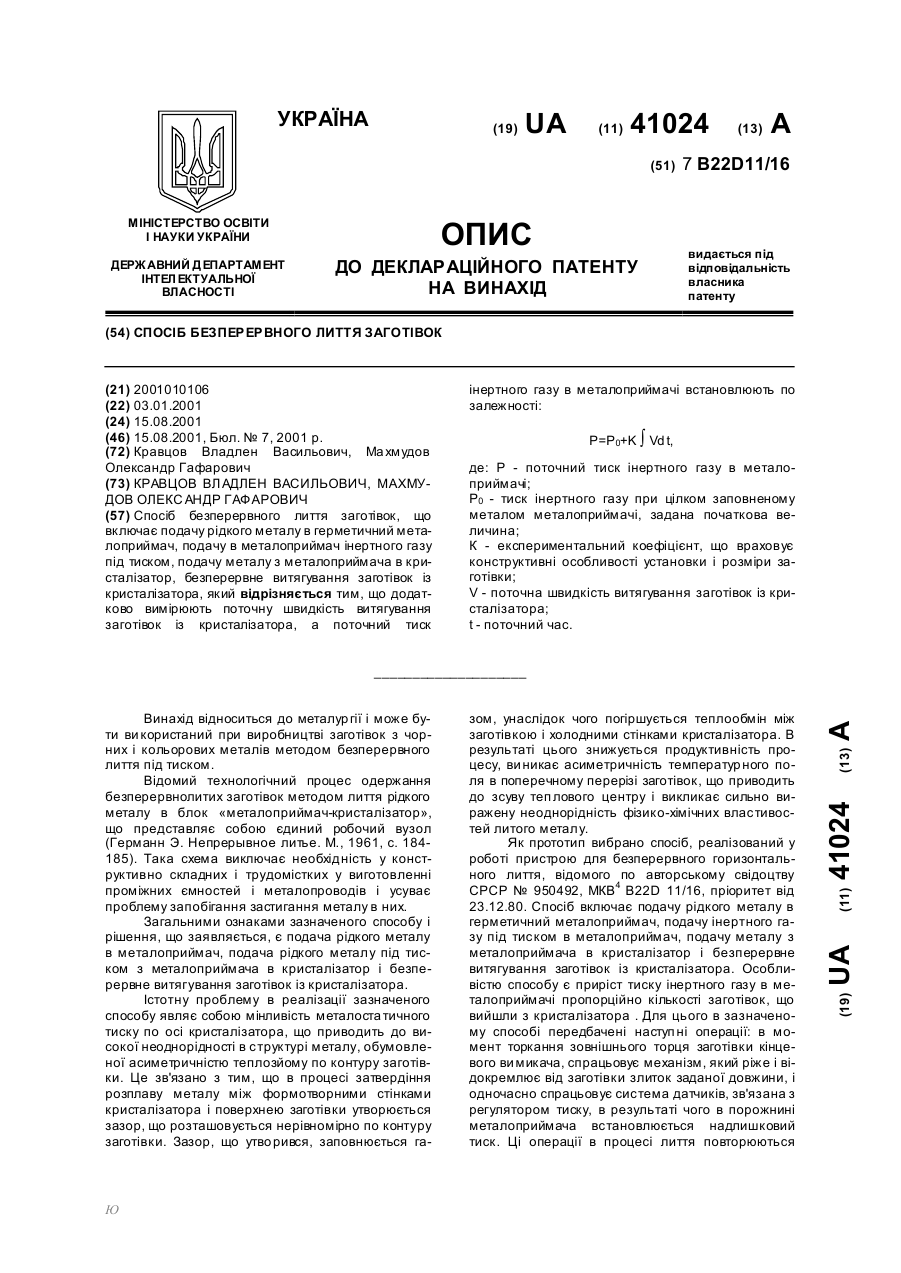
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Попередній патент: Спосіб запобігання раптовим викидам вугілля та газу
Наступний патент: Бальзам універсальний ранозагоюючий “буранвет”
Випадковий патент: Спосіб вирощування тюльпана скіфського