Спосіб виготовлення поршневих кілець
Номер патенту: 30976
Опубліковано: 15.12.2000
Автори: Сідоренко Анатолій Іванович, Мелекянець Вячеслав Пилипович
Текст
МІЖ6 В 22 F 3/26 СПОСІБ ВИГОТОВЛЕННЯ ПОРШНЕВИХ КІЛЕЦЬ Винахід відноситься до порошкової металургії , а саме до способу виютовлення поршневих кілець, які застосовуються у двигунах внутрішнього згорання автомобілів, мотоциклів, компресорних установках та гідросистемах. Відомий спосіб виготовлення заготівлі поршневих кілець для ДВС засобом лиття з сірих чавунів, який включає відливку заготівлі у земляні форми, обрубку литників, вилучення земельного пригару, вилучення литтєвого припуску попередньою обточкою діаметрів заготівлі до розміру маслот або стрижнів (для малих кілець ще і свердління отворів) та термообробку на задану структуру (см, наприклад, ДГСТ 621-87, ОСТ 37.001. 448-87). До недоліків відомого способу слідує віднести сильне забруднення навколишньої середи, значні витрати енергоресурсів, низька продуктивність, а також те, що поршневі кільця, одержувані даним способом, недостатньо зносостійкосні, теплостійкосні, погано прироблюються до гільзи циліндра, а також мають великий відсоток браку по раковинам та іншим дефектам литтєвого виробництва. Крім того, працеємність виготовлення литтєвим засобом заготівлі поршневих кілець в декілька разів вище, ніж їхнє отримання засобом порошкової металургії. Найбільш близьким по технічній суттєвості до способу, який пропонується, є відомий спосіб отримання металокерамічних поршневих кілець засобом порошкової металургії, який включає приготування шихти у вигляді суміші вхідних порошкових компонентів на залізографітової основі з антифрикціонними додатками, її пресування під тиском 630... 680 МЛА до пористості 15... 17%, спікання у захисному середовищі - середовищі водню у контейнерах з засипкою глиноземом з бігом часу 2,5 години при температурі 1160°С з наступним допресуванням при тиску 1080 МЛА до пористості 7% (см, наприклад, стаття Федорченко І. М., Чайка Б. І., Невельштейн Я. Г., Шафоренко М. А., Барбанель Я. Є. "Сравнительные испытания металлокерамических поршневых колец на тракторном двигателе" у журналі "Порошковая металлургия1', № 5, М., 1964, с.92-97). Фізикомеханічні властивості одержуваного матеріалу у результаті проведення експериментальних досліджень показали підвищену у 2-4 разу зносостійкість, на 1020% понижену зносоздібність по відношенню до контратілу у порівнянні з чавунними, а також гарні експлуатаційні властивості по відношенню витрати картерного мастила, економії пального та потужності двигуна. Загальними ознаками прототипу та способу виготовлення поршневих кілець, що заявляється, € приготування шихти у вигляді суміші вхідних порошкових компонентів на залізографітової основі з антифрикціонними додатками, її пресування під тиском, спікання у захисному середовищі і допресування заготівлі з наступною термообробкою. До недоліків відомого способу слідує віднести відсутність повної механічної обробки заготівлі до остаточних, геометричних розмірів поршневого кільця, внаслідок чого радіальний просвіт між металокерамічними кільцами та гільзою циліндру виходить за межі вимогів ДГСТУ, що приводить до збільшення часу приробітку кілець по гільзі, збільшенню витрати матеріалів, які змащують, і до втрати розміру теплового зазору замка поршневого кільця. В основу винаходу поставлена задача удосконалення способу виготовлення поршневих кілець шляхом доповнювання операцією повної механічної обробки заготівлі до остаточних геометричних розмірів поршневого кільця, а також за рахунок запропонованого складу суміші вхідних порошкових компонентів та їхнього співвідношення, у цілому досягається 'отримання точної геометричної форми поршневого кільця, який володіє підвищеною зносостійкістю, пружністю та теплостійкістю, пониженим коефіцієнтом тертя, що призводить до винятку часу приробітку кілець по гільзі, зносу кільця під час приробітку по гільзі, чим досягається повна потужність працюючого двигуна, зменшення витрати матеріалів, які змащують. Поставлена задача досягається тім, що у способі виготовлення поршневих кілець, який включає приготування шихти у вигляді суміші вхідних порошкових компонентів на залізографітової основі з антифрикціонними додатками, її пресування під тиском, спікання у захисному середовищі і допресування заготівлі з наступною термообробкою, згідно винаходу, ,в якості вхідних компонентів використовують суміш порошків, яка містить, мас.%: . графіт 1.35 - 1.5 мідь 2.0 - 2.5 дисульфід молібдену 1.7 - 1.9 сульфід цинку 2.3 - 2.4 залізо інше, додатково здійснюють повну механічну обробку заготівлі до остаточних геометричних розмірів поршневого кільця. Від прототипу винахід, який заявляється, відрізняється тим, що у якості вхідних компонентів використовують суміш порошків, яка містить, мас.%; графіт 1.35 - 1.5 мідь 2.0 - 2.5 дисульфід молібдену 1.7-1.9 сульфід цинку 2.3 - 2.4 залізо інше, додатково здійснюють повну механічну обробку заготівлі до остаточних геометричних розмірів поршневого кільця. В результаті використання винаходу, який заявляється, забезпечується отримання технічного результату, який полягає 2 отриманні точної геометричної форми поршневого кільця, що володіє підвищеною зносостійкістю, пружністю та теплостійкістю, а також пониженим коефіцієнтом тертя. Між суттєвими ознаками - винаходу, який заявляється, і технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Доповнення операцією механічної обробки заготівлі до остаточних геометричних розмірів кільця приводить до отримання точних його розмірів, які не вимагають їх приробіток. Склад вхідних компонентів, який пропонується, та їхнього співвідношення значно збільшує основні вимоги, які пред'являються до даного виду виробу: сульфід цинку, який використається, сприяє зменшенню коефіцієнта тертя, дисульфід молібдену збільшує легірованість перлитної структури кільця, сприяючі підвищенню пружності, міцності, теплостійкості, наявність у складі матеріалу структурно-зв'язаної міді та вільного графіту зменшує протизадирність пар, які труться, а в цілому - усі компоненти сприяють підвищенню фізико-механічних властивостей матеріалу. Отриманий матеріал володіє підвищеною теплостійкістю, пружністю, зносостійкістю та низьким коефіцієнтом тертя, а пористість, яка закладається в матеріал заготівлі кільця (-8-10%) в поєднанні зі структурно-вільним графітом створюють ідеальні умови для самомазання пари, яка треться: пиліндр-кільпе, що значно збільшує моторесурс двигуна. Запропонований спосіб .виготовлення поршневих кілець здійснюють слідуючим чином. Приклад. Готовлять завіси шихти окремих компонентів. Після цього виконують змішування компонентів у змішувачі. Після чого здійснюють пресування під тиском 700-750 МПА до пористості 10-12% на спеціальних автоматизованих пресах. Після цього виробляють спікання у захисному середовищі ендогаза, з додатком вуглецевого потенціалу при температурі 1150°С, допресування заготівлі тиском 1080 МПА до пористості 8-10% з наступною термообробкою. Одержувані заготівля мають мінімальний припуск під шліфовку торців (0.2 мм) та під обточку внутрішнього і зовнішнього діаметру (0.4-0.5 мм). Після отримання заготівлі поршневих кілець виробляють їхню повну механічну обробку до остаточних геометричних розмірів поршневих кілець згідно креслень по наступної основної схемі: 1. Чистова поліровка торців. 2. Проточка зовнішнього та внутрішнього діаметрів. . 3. Вирізка замка. ' 4. Калібрування теплового зазору замка. Дана технологія забезпечує отримання поршневих кілець у відповідності з вимогами нормативних документів різноманітним діаметрів (від 29 до 160 мм). Запропонований спосіб виготовлення поршневих кілець засобом порошкової металургії є високоефективним: абсолютно екологічно чистим, який заощаджує енергоресурси (~ 30%), має дуже високий коефіцієнт використання матеріалу, підвищує продуктивність в 3 рази1 і у десятки разів підвищує культуру виробництва, тому спосіб може широко використовуватися у народному господарстві. За рахунок автоматизації операцій пресування та спікання зменшується працеємність процесу, підвищується якість одержуваних виробів. Даний винахід пройшов апробацію у промислових умовах, результати якої підтвердили його здійсненність та отримання очікуваного позитивного технікоекономічного ефекту. По заявленому способу організоване промислове виробництво поршневих кілець. Заявники-автори: / f ___________ В.П. Мелекянець *к&7 А. І. Сідо
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the piston rings
Автори англійськоюMelekianets Viacheslav Pylypovych, Sidorenko Anatolii Ivanovych
Назва патенту російськоюСпособ изготовления поршневых колец
Автори російськоюМелекянец Вячеслав Филиппович, Сидоренко Анатолий Иванович
МПК / Мітки
Мітки: виготовлення, спосіб, кілець, поршневих
Код посилання
<a href="https://ua.patents.su/5-30976-sposib-vigotovlennya-porshnevikh-kilec.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поршневих кілець</a>
Спосіб виготовлення кілець
Номер патенту: 11404
Опубліковано: 25.12.1996
Автори: Горб Евген Васильович, Староселецький Михайло Ілліч, Тартаковська Людмила Григорівна, Озимин Віктор Михайлович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: виготовлення, спосіб, кілець
Формула / Реферат:
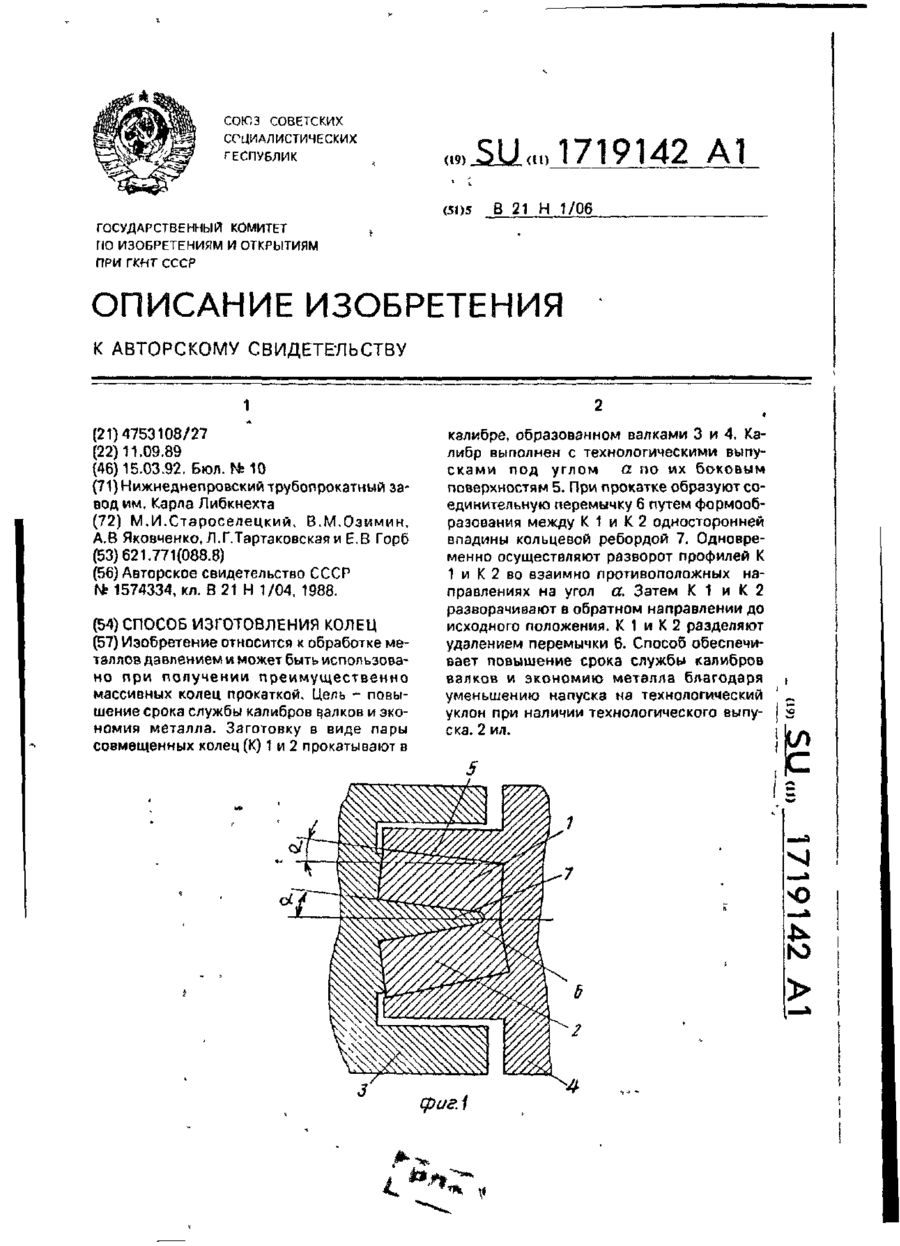
Способ изготовления колец, преимущественно, массивных, включающий прокатку в калибрах, образованных валками, с технологическими выпусками по их боковым поверхностям пары совмещенных колец с образованием соединительной перемычки путем формообразования между ними односторонней впадины и последующее разделение колец, отличающийся тем, что, с целью повышения срока службы калибров валков и экономии металла, одновременно с формообразованием...
Спосіб виготовлення кілець
Номер патенту: 19856
Опубліковано: 25.12.1997
Автори: Озимин Віктор Михайлович, Яковченко Олександр Васильович, Ващенко Костянтин Олександрович, Горб Євген Васильович, Новохатній Володимир Якимович, Староселецький Михайло Іліч, Донський Анатолій Іванович
МПК: B21H 1/00
Мітки: виготовлення, спосіб, кілець
Формула / Реферат:
1. Способ изготовления колец, включающий формообразование полуфабрикатов колец в сдвоенном виде осадкой и прокаткой с образованием впадины со стороны наружной образующей поверхности и расположенной по оси симметрии полуфабрикатов колец и соединительной перемычки, и последующее разделение полуфабрикатов колец, отличающийся тем, что после прокатки осуществляют дополнительную осадку полуфабрикатов колец, а при прокатке сдвоенные полуфабрикаты...
Спосіб виготовлення кілець з внутрішнім гребнем
Номер патенту: 11401
Опубліковано: 25.12.1996
Автори: Новохатній Володимир Якимович, Яковченко Олександр Васильович, Озимин Віктор Михайлович, Ващенко Костянтин Олександрович, Староселецький Михайло Ілліч, Горб Євген Васильович, Шрамко Олександр Вікторович
МПК: B21H 1/00
Мітки: кілець, виготовлення, гребнем, спосіб, внутрішнім
Формула / Реферат:
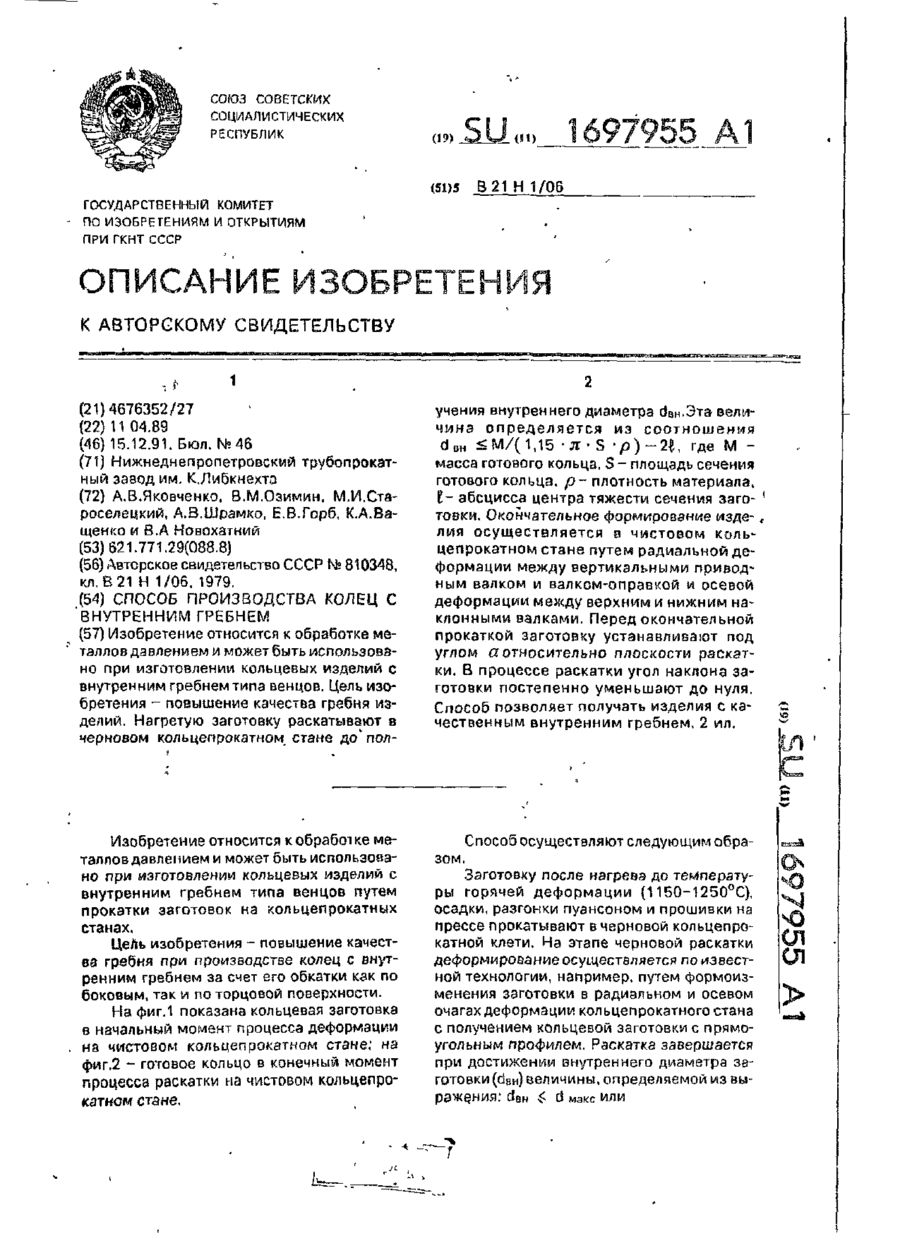
Способ производства колец с внутренним гребнем типа венцов, включающий предварительное формоизменение кольцевой заготовки и окончательную раскатку профиля изделия с радиальной и осевой деформацией заготовки между вертикальными и наклонными валками, отличающийся тем, что, с целью повышения качества гребня кольца за счет обкатки гребня как по боковым, так и по торцовой поверхностям, предварительное формоизменение кольцевой заготовки...
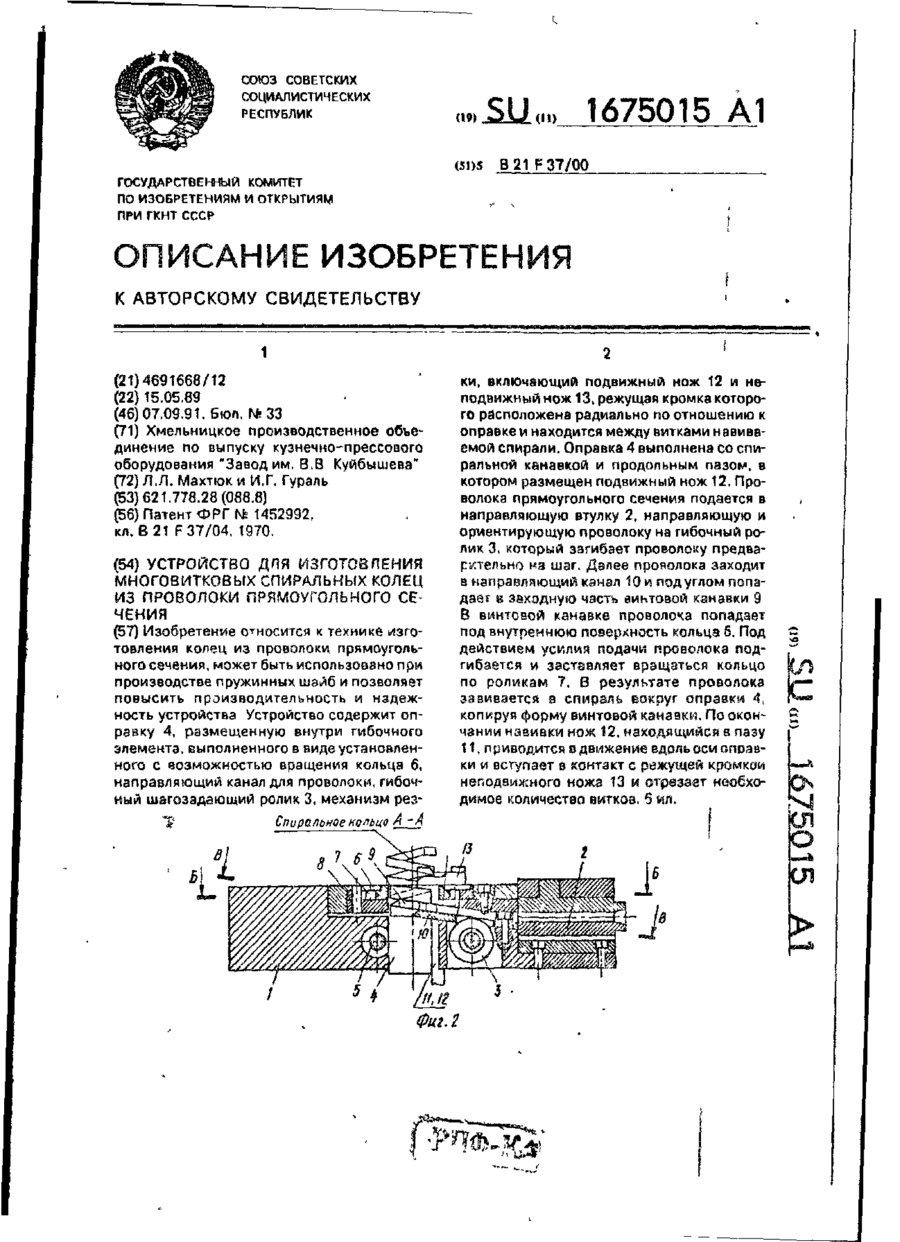
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Махтюк Леонід Лейбович, Гураль Іван Григорович
МПК: B21F 37/00
Мітки: пристрій, багатовиткових, дроту, кілець, спіральових, перерізу, виготовлення, прямокутного
Формула / Реферат:
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
Спосіб термоциклічного відновлення поршневих пальців двигунів внутрішнього згоряння
Номер патенту: 29175
Опубліковано: 16.10.2000
Автори: Коровайченко Валентина Володимирівна, Черновол Михайло Іванович, Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: спосіб, згоряння, двигунів, термоциклічного, поршневих, відновлення, пальців, внутрішнього
Формула / Реферат:
Спосіб термоциклічного відновлення поршньових пальців двигунів внутрішнього згоряння, який включав нагрівання вище точки АС3 і охолодження загарту вальною рідиною, який відрізняється тим, що відновлення виконують у три етапи термоциклічної обробки: нагрівання до температури ACl+ (30...50°С) з швидкістю 400...500°С/c, природне охолодження на повітрі до температури АrI- (30...50°С) з швидкістю 3...5°С/с і кількістю термоциклів 3...5; нагрівання...
Попередній патент: Обмежувач бокового переміщення рейки
Наступний патент: Спосіб виробництва порошкоподібного розчинного топінамбура
Випадковий патент: Прес штанцювального автомата