Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
Формула / Реферат
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по залежності:
P=Po+K∫Vdt,
де: Р - поточний тиск інертного газу в металоприймачі;
Po тиск інертного газу при цілком заповненому металом металоприймачі, задана початкова величина;
К - експериментальний коефіцієнт, що враховує конструктивні особливості установки і розміри заготівки;
V - поточна швидкість витягування заготівок із кристалізатора;
t - поточний час.
Текст
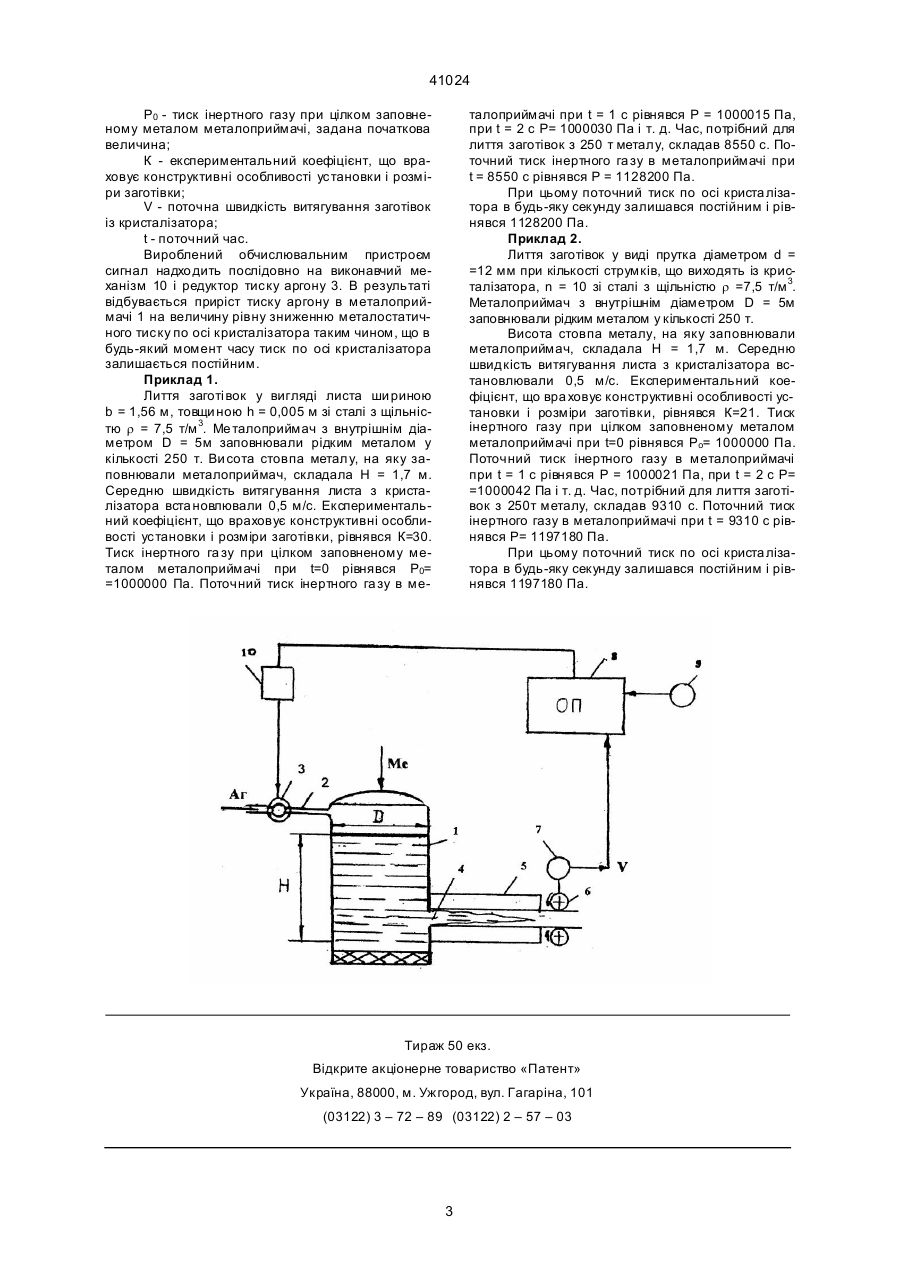
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по залежності: P=P0+K ò Vd t, де: Р - поточний тиск інертного газу в металоприймачі; P0 - тиск інертного газу при цілком заповненому металом металоприймачі, задана початкова величина; К - експериментальний коефіцієнт, що враховує конструктивні особливості установки і розміри заготівки; V - поточна швидкість витягування заготівок із кристалізатора; t - поточний час. Ю (13) 41024 (11) UA зом, унаслідок чого погіршується теплообмін між заготівкою і холодними стінками кристалізатора. В результаті цього знижується продуктивність процесу, ви никає асиметричність температур ного поля в поперечному перерізі заготівок, що приводить до зсуву теп лового центру і викликає сильно виражену неоднорідність фізико-хімічних властивостей литого металу. Як прототип вибрано спосіб, реалізований у роботі пристрою для безперервного горизонтального лиття, відомого по авторському свідоцтву СРСР № 950492, МКВ4 B22D 11/16, пріоритет від 23.12.80. Спосіб включає подачу рідкого металу в герметичний металоприймач, подачу інертного газу під тиском в металоприймач, подачу металу з металоприймача в кристалізатор і безперервне витягування заготівок із кристалізатора. Особливістю способу є приріст тиску інертного газу в металоприймачі пропорційно кількості заготівок, що вийшли з кристалізатора . Для цього в зазначеному способі передбачені наступ ні операції: в момент торкання зовнішнього торця заготівки кінцевого ви микача, спрацьовує механізм, який ріже і відокремлює від заготівки злиток заданої довжини, і одночасно спрацьовує система датчиків, зв'язана з регулятором тиску, в результаті чого в порожнині металоприймача встановлюється надлишковий тиск. Ці операції в процесі лиття повторюються (19) Винахід відноситься до металур гії і може бути ви користаний при виробництві заготівок з чорних і кольорових металів методом безперервного лиття під тиском. Відомий технологічний процес одержання безперервнолитих заготівок методом лиття рідкого металу в блок «металоприймач-кристалізатор», що представляє собою єдиний робочий вузол (Германн Э. Непрерывное литье. М., 1961, с. 184185). Така схема виключає необхідність у конструктивно складних і трудомістких у виготовленні проміжних ємностей і металопроводів і усуває проблему запобігання застигання металу в них. Загальними ознаками зазначеного способу і рішення, що заявляється, є подача рідкого металу в металоприймач, подача рідкого металу під тиском з металоприймача в кристалізатор і безперервне витягування заготівок із кристалізатора. Істотну проблему в реалізації зазначеного способу являє собою мінливість металоста тичного тиску по осі кристалізатора, що приводить до високої неоднорідності в структурі металу, обумовленої асиметричністю теплозйому по контуру заготівки. Це зв'язано з тим, що в процесі затвердіння розплаву металу між формотворними стінками кристалізатора і поверхнею заготівки утворюється зазор, що розташовується нерівномірно по контуру заготівки. Зазор, що утво рився, заповнюється га А ____________________ 41024 що раз, коли зовнішній кінець заготівки торкається кінцевого ви микача. Загальними ознаками прототипу і рішення, що заявляється, є подача рідкого металу в герметичний металоприймач, подача інертного га зу під тиском в металоприймач, подача металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора. Розглянутий як прототип спосіб дозволяє підвищити продуктивність процесу, надійність роботи устаткування, однак не забезпечує одержання заготівок з однорідними по довжині властивостями. Це пояснюється тим, що для одержання заготівок високої якості металоста тичний тиск по осі кристалізатора (тиск стовпа металу + тиск інертного газу над дзеркалом металу) повинен залишатися постійним протягом усього ча су витягування заготівок із криста лізатора, тобто його падіння повинне постійно компенсувати ся приростом тиску інертного га зу в металоприймачі. У прототипі приріст тиску здійснюється дискретно, тільки в момент виходу з кристалізатора чергової заготівки. А в інтервалі часу поки заготівка знаходиться в кристалізаторі металостатичний тиск буде падати, що, у свою чергу, приводить до зміни фронту криста лізації і, як наслідок, до зміни структури і зернистості металу по довжині заготівки. В основу ви находу поставлена задача удосконалення способу безперервного горизонтального лиття заготівок, у якому за рахунок особливостей режимів технологічних операцій забезпечується сталість металоста тичного тиску по осі кристалізатора протягом усього процесу лиття і, як наслідок, висока якість заготі вок. Поставлена задача досягається тим, що в способі безперервного горизонтального лиття заготівок, що вк лючає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор і безперервне витягування заготі вок із кристалізатора, відповідно до винаходу, до датково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного га зу в металоприймачі встановлюють по залежності: P=Po+K тягуванні заготівок, потрібно постійно прирощувати тиск інертного га зу в металоприймачі, причому та ким чином, щоб металостатичний тиск по осі кристалізатора залишався постійним протягом усього часу ви тягування заготівок. Режим регулювання тиску інертного газу в металоприймачі визначається конструктивними особливостями металоприймача, а са ме його внутрішнім діаметром, швидкістю витягування заготівок із кристалізатора і параметрами самих заготівок. Доведено, що такий режим буде мати місце, якщо поточний тиск інертного газу в металоприймачі установити по залежності: Р=Р0+К ò Vdt, де: Р - поточний тиск інертного газу в металоприймачі; Р0 - тиск інертного газу при цілком заповненому металом металоприймачі, задана початкова величина; К - експериментальний коефіцієнт, що враховує конструктивні особливості установки і розміри заготівки; V- поточна швидкість витягування заготівок із кристалізатора; t - поточний час. При виконанні зазначених умов забезпечується сталість металостатичного тиску по осі кристалізатора протягом усього процесу лиття заготівок і тим самим поліпшуєть ся якість литих заготівок у порівнянні з прототи пом. Таким чином, істотні ознаки способу, що заявляється, знаходяться в причинно-наслідковому зв'язку з технічним результа том, що досягається. Нижче приводиться опис способу, що заявляється, з посиланнями на креслення, на якому схе матично зображена установка для реалізації способу, а також приклади його конкретного виконання. Спосіб, що заявляється, реалізують наступним чином. Ме талоприймач 1, з'єднаний з аргонопроводом 2 через редуктор тиску 3, заповнюють металом і герметизують. Подають в металоприймач 1 аргон під тиском Ро. Під дією тиску стовпа металу і тиску аргону Ро відбувається видавлювання металу з металоприймача через індук ційний затвор 4 в кристалізатор 5. Завдяки індукційному затвору стінки випускного отвору металоприймача прогріваються, за рахунок чого запобігається застигання металу на вхо ді в кристалізатор. При включенні приводу рольганга 6 починається процес витягування заготі вок із кристалізатора 5 з виміром поточної швидкості витягування тахометром 7. Сигнал тахометра 7 надходить в обчислювальний пристрій 8, у який попередньо вводять параметри Ро, К. Після пуску таймера 9 обчислювальний пристрій робить розрахунок поточного тиску інертного газу в металоприймачі по встановленій залежності: ò Vdt, де: Р - поточний тиск інертного газу в металоприймачі; Р0 - тиск інертного газу при цілком заповненому металом металоприймачі, задана початкова величина; К - експериментальний коефіцієнт, що враховує конструктивні особливості установки і розміри заготівки; V - поточна швидкість витягування заготівок із кристалізатора; t - поточний час. Зазначені ознаки є істотними ознаками способу, що заявляється. Причиново-наслідковий зв'язок істотних ознак винаходу і те хнічного результату, що досягається (забезпечення сталості тиску по осі кристалізатора в процесі лиття), виражається в наступному. Для того, щоб компенсувати падіння металостатичного тиску по осі кристалізатора при ви Р=Р0+К ò Vdt, де: Р - поточний тиск інертного газу в металоприймачі; 2 41024 P0 - тиск інертного газу при цілком заповненому металом металоприймачі, задана початкова величина; К - експериментальний коефіцієнт, що враховує конструктивні особливості установки і розміри заготівки; V - поточна швидкість витягування заготівок із кристалізатора; t - поточний час. Вироблений обчислювальним пристроєм сигнал надхо дить послідовно на виконавчий механізм 10 і редуктор тиску аргону 3. В результаті відбувається приріст тиску аргону в металоприймачі 1 на величину рівну зниженню металостатичного тиску по осі кристалізатора таким чином, що в будь-який момент часу тиск по осі кристалізатора залишається постійним. Приклад 1. Лиття заготі вок у вигляді листа ши риною b = 1,56 м, товщи ною h = 0,005 м зі сталі з щільністю r = 7,5 т/м 3. Ме талоприймач з внутрішнім діаметром D = 5м заповнювали рідким металом у кількості 250 т. Ви сота стовпа металу, на яку заповнювали металоприймач, складала Н = 1,7 м. Середню швидкість витягування листа з кристалізатора вста новлювали 0,5 м/с. Експериментальний коефіцієнт, що враховує конструктивні особливості установки і розміри заготівки, рівнявся К=30. Тиск інертного га зу при цілком заповненому металом металоприймачі при t=0 рівнявся Р0= =1000000 Па. Поточний тиск інертного га зу в ме талоприймачі при t = 1 с рівнявся Р = 1000015 Па, при t = 2 с Р= 1000030 Па і т. д. Час, потрібний для лиття заготівок з 250 т металу, складав 8550 с. Поточний тиск інертного га зу в металоприймачі при t = 8550 с рівнявся Р = 1128200 Па. При цьому поточний тиск по осі криста лізатора в будь-яку секунду залишався постійним і рівнявся 1128200 Па. Приклад 2. Лиття заготівок у виді прутка діаметром d = =12 мм при кількості струмків, що виходять із кристалізатора, n = 10 зі сталі з щільністю r =7,5 т/м 3. Металоприймач з внутрішнім діаметром D = 5м заповнювали рідким металом у кількості 250 т. Висота стовпа металу, на яку заповнювали металоприймач, складала Н = 1,7 м. Середню швидкість витягування листа з кристалізатора встановлювали 0,5 м/с. Експериментальний коефіцієнт, що вра ховує конструктивні особливості установки і розміри заготівки, рівнявся К=21. Тиск інертного газу при цілком заповненому металом металоприймачі при t=0 рівнявся Ро= 1000000 Па. Поточний тиск інертного газу в металоприймачі при t = 1 с рівнявся Р = 1000021 Па, при t = 2 с Р= =1000042 Па і т. д. Час, потрібний для лиття заготівок з 250т металу, складав 9310 с. Поточний тиск інертного газу в металоприймачі при t = 9310 с рівнявся Р= 1197180 Па. При цьому поточний тиск по осі криста лізатора в будь-яку секунду залишався постійним і рівнявся 1197180 Па. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of billets
Автори англійськоюKravtsov Vladlen Vasyl'iovych, Makhmudov Oleksandr Hafarovych
Назва патенту російськоюСпособ непрерывного литья заготовок
Автори російськоюКравцов Владлен Васильевич, Махмудов Александр Гафарович
МПК / Мітки
МПК: B22D 11/16
Мітки: спосіб, лиття, безперервного, заготівок
Код посилання
<a href="https://ua.patents.su/3-41024-sposib-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття заготівок</a>
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/14
Мітки: розливу, безперервного, металу, установка
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Збірний кристалізатор для безперервного лиття заготівок

Номер патенту: 2989
Опубліковано: 26.12.1994
Автори: Учитель Лев Михайлович, Пікус Марк Ісерович, Бойко Юрій Павлович, Борисов Юрій Миколайович, Угодніков Олександр Львович, Бродський Сергій Сергійович
МПК: B22D 11/04
Мітки: лиття, збірний, заготівок, безперервного, кристалізатор
Формула / Реферат:
Составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу «паз-выступ» посредством прокладок с образованием в угловых зонах кристаллизатора переходимых участков, отличающийся тем, что рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Горелік Вадім Семенович, Блескун Валерій Пилипович, Шиндякін Валерій Анатолійович, Бичков Юрій Борисович
МПК: B22D 11/10
Мітки: черв'ячних, лиття, безперервного, порожнистих, біметалевих, пристрій, коліс, спосіб, здійснення, заготівок
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Пристрій для вертикального безперервного лиття трубних заготівок з чавуну кулеподібним графітом
Номер патенту: 5952
Опубліковано: 29.12.1994
Автори: Ів Гурмель, Мішель П'єррель
МПК: B22D 11/10
Мітки: пристрій, графітом, лиття, вертикального, кулеподібним, чавуну, трубних, заготівок, безперервного
Формула / Реферат:
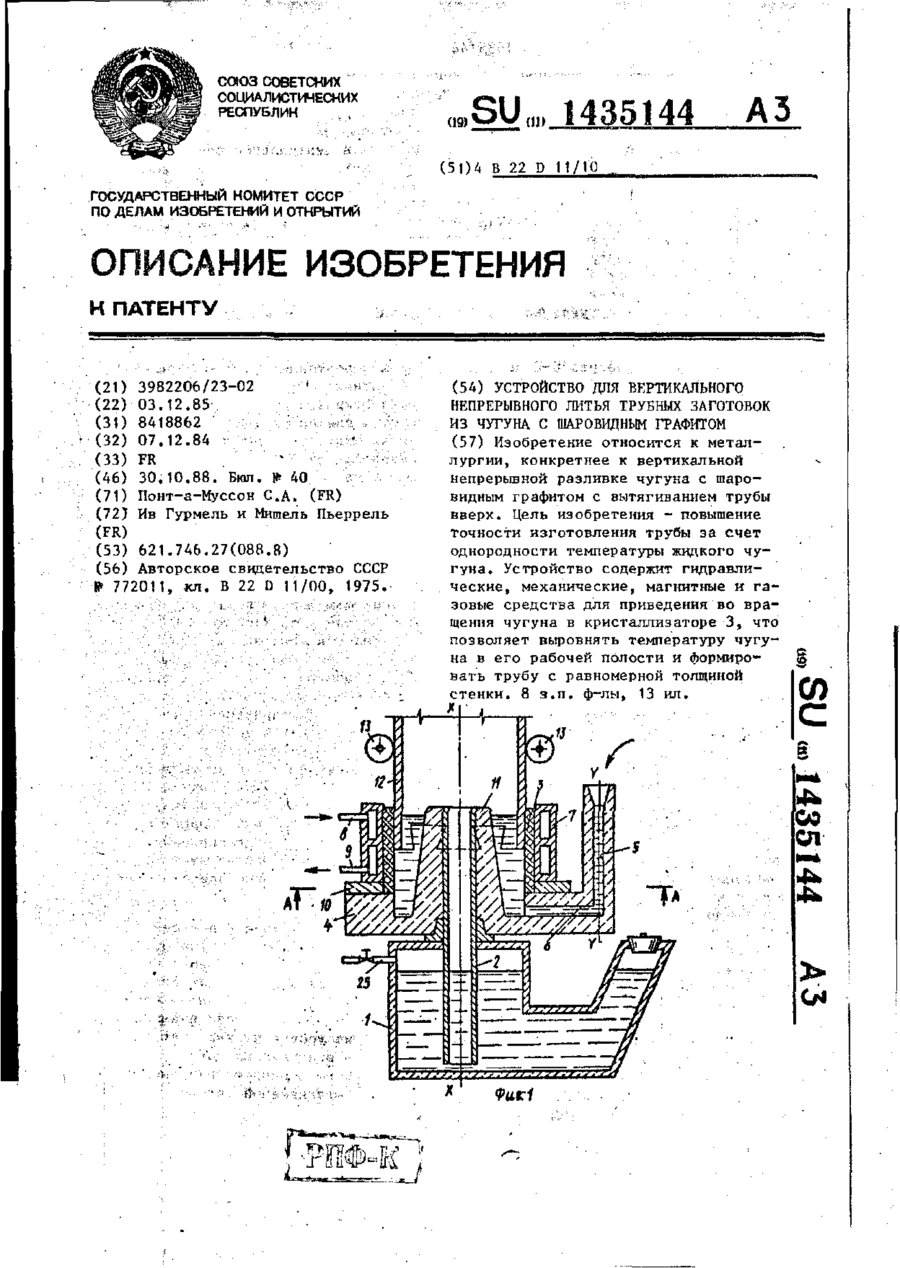
1. Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом, содержащее металлоприемник, сифонную литниковую систему, соединенный с ней своей нижней частью водоохлаждаемый кристаллизатор, затравку и механизм вытягивания трубы, отличающееся тем, что, с целью повышения точности изготовления трубы за счет однородности температуры жидкого чугуна, оно дополнительно содержит по меньшей мере в нижней...
Проміжний ковш двострумкової машини безперервного лиття заготівок
Номер патенту: 24045
Опубліковано: 31.08.1998
Автори: Юшко Ігор Олегович, Корнієнко Олександр Іванович, Ніколаєв Геннадій Андрійович, Поживанов Михайло Олександрович, Носоченко Олег Васильович, Сахно Валерій Олександрович, Рибалов Георгій Васильович, Шалімов Олександр Георгійович, Лєнський Валерій Георгійович, Троцан Анатолій Іванович
МПК: B22D 11/10
Мітки: машини, безперервного, ковш, проміжний, двострумкової, заготівок, лиття
Формула / Реферат:
1. Промежуточный ковш двухручьевой машины непрерывного литья заготовок, со* держащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, отличающийся тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего...