Спосіб визначення сумарного припуску чорнового та чистового проходів
Номер патенту: 5507
Опубліковано: 28.12.1994
Автори: Клименко Сергій Анатолійович, Полонський Леонід Григорович, Рижов Едуард Вячеславович, Потайчук Юрій Іванович, Мозжухін Володимир Кузьмич, Матусевич Віталій Андрійович, Муковоз Юрій Олександрович, Рудник Григорій Іванович
Формула / Реферат
Способ определения суммарного припуска чернового и чистового проходов, преимущественно для деталей с газопламенным порошковым покрытием, при котором определяют суммарный припуск чернового и чистового проходов, а затем разбивают этот припуск между проходами, отличающийся тем, что суммарный припуск чернового и чистового проходов выбирают в зависимости от твердости и толщины покрытия и определяют по зависимости:
где: НRСэ - твердость покрытия по Роквеллу;
hп - толщина покрытия на детали;
tсум - суммарный припуск чернового и чистового проходов.
Текст
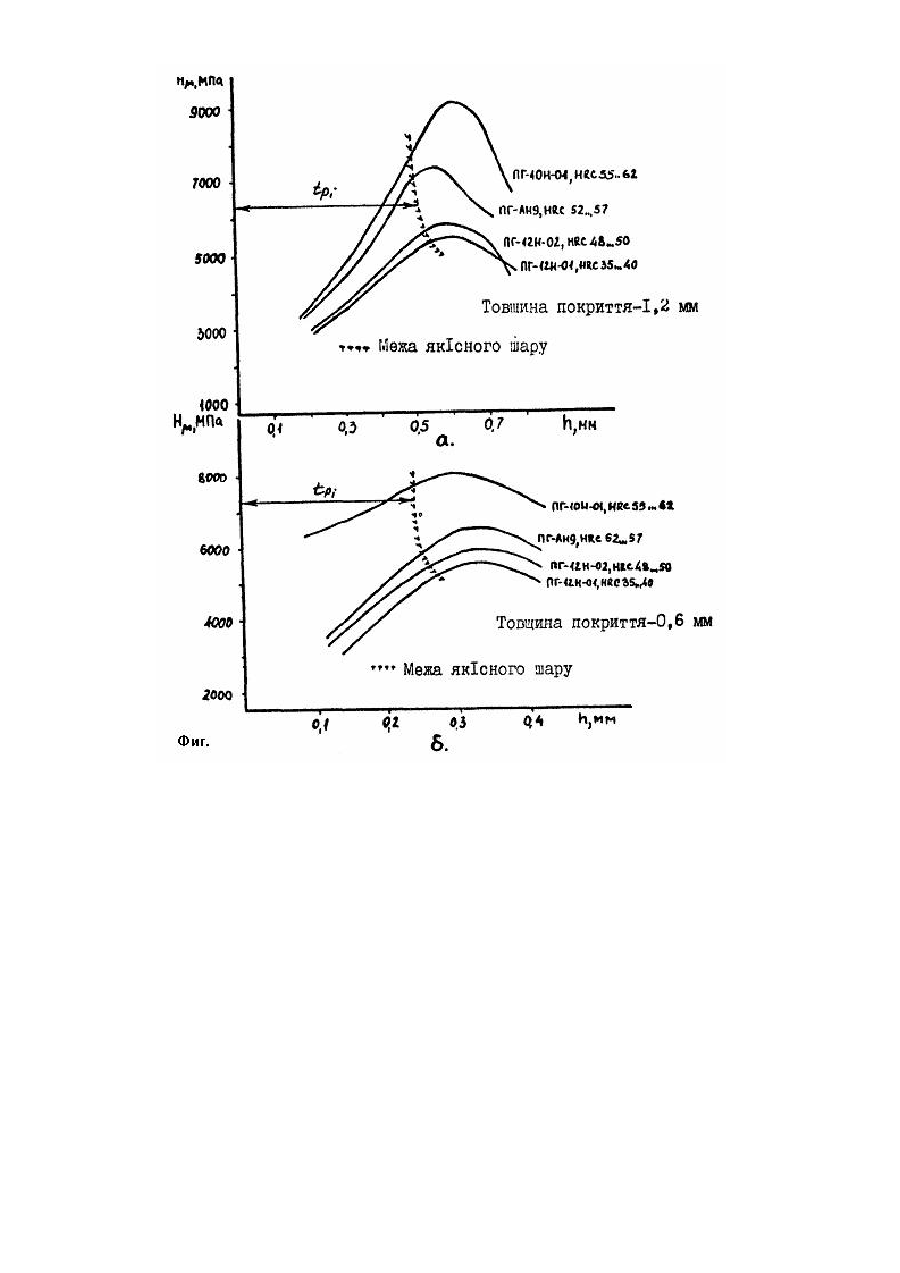
Изобретение относится к обработке металлов резанием, а именно к способам определения суммарного припуска чернового и чистового проходов, в частности при обработке деталей, напыленных материалами системы Ni-Cr-B-Si. Известен способ определения промежуточных припусков чернового и чистового проходов (1), при котором по нормативам определяют суммарный припуск чернового и чистового проходов, а затем разбивают этот припуск между проходами, при этом выполняют два косых реза, причем при первом резе глубину резания по длине образца изменяют от нуля до величины суммарного припуска, а при выполнении второго реза - от величины суммарного припуска до нуля, фиксируют при этом контролируемые параметры волн напряжений, строят график изменения параметров волн напряжений по длине образца, по которому определяют припуски чернового и чистового проходов на участке между его экстремумом и точкой перегиба. Недостатками известного способа являются: снижение износостойкости обработанных поверхностей. Это объясняется тем, что верхний слой покрытий является дефектным, включающим шлаки, различные примеси, повышенную пористость и др. А определение припусков чернового и чистового проходов по нормативам в одних случаях не регламентирует съема всего верхнего дефектного слоя, а в других - кроме некачественного верхнего слоя может частично или полностью сниматься нижележащий качественный слой, что ведет к повышенному расходу дорогостоящих легированных материалов, повышению трудоемкости процесса резания при удалении качественного материала, снижению износостойкости изделий. Известен способ определения промежуточных припусков чернового и чистового проходов (2), при котором по нормативам определяют суммарный припуск чернового и чистового проходов, по длине детали выполняют косые резы, измеряя при этом изменение параметров СПИД, а затем по результатам измерений разбивают этот припуск между проходами, определяют фактические размеры глубины резания по длине реза, затем находят минимальное отклонение фактической глубины резания от заданной, а искомый размер припуска чистового прохода определяют из приведенного соотношения. В основу изобретения положена задача создания способа определения суммарного припуска чернового и чистового проходов, преимущественно для деталей с газопламенным порошковым покрытием, в котором обеспечивается наибольшая износостойкость деталей с газопламенным порошковым напылением, а также уменьшается интенсивность износа режущего инструмента, снижается энергоемкость процесса обработки. Поставленная задача решается тем, что в способе определения суммарного припуска чернового и чистового проходов, преимущественно для деталей с газопламенным порошковым покрытием, при котором определяют суммарный припуск чернового и чистового проходов, а затем разбивают этот припуск между проходами, согласно изобретению, суммарный припуск чернового и чистового проходов выбирают в зависимости от твердости и толщины покрытия и определяют по зависимости где HRC - твердость покрытия по Роквеллу; h - толщина покрытия на детали; tcyM - суммарный припуск чернового и чистового проходов. Как известно, при газопламенном напылении образуется верхний дефектный слой, включающий шлаки, различные примеси, имеющий повышенную пористость и др. дефекты. За верхним следует качественный наиболее износостойкий слой материала. Поэтому для повышения износостойкости деталей с покрытиями необходимо удалить верхний некачественный слой, который и должен составлять суммарный припуск чернового и чистого проходов. С этой целью на заготовки было нанесено газопламенное порошковое покрытие с последующим оплавлением различных самофлюсующихся порошков, таких как ПГ-10Н-01 (HRC 55...62), ПГ-АН9 (HRC 52...57), ПГ-12Н-02 (HRC 48...50), ПГ-12Н-01 (HRC 35...40). Толщина покрытия составляла 1,2 мм. После изготовления шлифов и замера микротвердости с интервалом 10,1 мм были построены графики зависимости микротвердости от глубины покрытия (фиг. а). С учетом допустимого для каждого материала интервала твердости и микротвердости была получена зависимость толщины дефектного слоя покрытия от его твердости и толщины покрытия, при этом отмечено, что с ростом толщины покрытия величина дефектного слоя увеличивается, а с возрастанием твердости - снижается. Аналогичная картина наблюдается для тех же покрытий толщиной 0,6 мм (фиг. б) и т.д. На практике определение промежуточных припусков чернового и чистового проходов производится расчетно-аналитическим способом, при котором по нормативам определяют составляющие расчетной формулы (см. Корсаков B.C. Основы технологии машиностроения. - М.: Машиностроение. 1977, с. 24, 246). Однако, указанный способ не учитывает толщины верхнего дефектного слоя для таких специфических материалов, какими являются газотермические (газопламенные) покрытия. Поэтому в зависимости от толщины покрытия в одном случае может не полностью удаляться дефектный слой, что приведет к повышенному износу детали, в другом, кроме дефектного слоя может быть частично или полностью удаляться и качественный слой, что приведет к увеличению износа детали, повышенному расходу режущего инструмента, дорогостоящих легированных материалов покрытия, возрастанию энергоемкости процесса обработки. В результате многочисленных исследований было установлено, что при газопламенном порошковом напылении с последующим оплавлением самофлюсующихся порошков системы Ni-Cr-B-Si, таких как ПГ-10Н-01, ПГ-АН9, ПГ-12Н-02, ПГ-12Н-01 толщина дефектного слоя является функцией толщины покрытия и его твердости HRC. При этом было установлено, что с повышением твердости покрытия толщина дефектного слоя снижается, а с ростом толщины покрытия - снижается. На основании экспериментальных исследований было установлено, что толщина дефектного слоя, соответствующая суммарному припуску чернового и чистового проходов, зависит от толщины и твердости покрытия и удовлетворяет неравенству где HRC - твердость покрытия по Роквеллу; h - толщина покрытия; tсум - суммарный припуск чернового и чистового проходов. Пример реализации способа. Определяют суммарный припуск чернового и чистового проходов при обработке детали с газопламенным порошковым покрытием ПГ-10Н-01 (HRC 55...62). Изделие выполняют в форме цилиндра с наружным диаметром 40±0,05 мм, длиной 50 мм. На заготовку наносят слой покрытия толщиной 1,2 мм. Способов определения суммарных припусков чернового и чистового проходов для деталей с покрытиями в технической литературе нами не обнаружено. Поэтому использовался известный расчетно-аналитический способ, при котором по нормативам определяют составляющие расчетной формулы (см. Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность, заготовки и припуски в машиностроении: Справ. - М.: Машиностроение, 1976, 288 с.), а затем рассчитывают суммарный припуск чернового и чистового проходов. Для сравнения взяты два случая получения заготовки - литье по выплавляемым моделям и горячекатанный прокат. С учетом различных значений нормативов, нами в первом случае получено значение суммарного припуска чернового и чистового проходов 0,32 мм, во втором случае - 0,7 мм. Затем по предложенному соотношению определяют суммарный припуск чернового и чистового проходов, нижнее значение которого равняется 0,45 мм, а верхнее - 0,50 мм (приняли 0,48 мм). Зная толщину покрытия и глубину резания (суммарный припуск), производят корректировку исходной заготовки, наносят покрытие и обрабатывают деталь до размера 4070,05 мм. Удаляют суммарный припуск, определенный по известному и предложенному способам на токарновинторезном станке мод. ФТ-11 резцом из киборита (ТУ2-037-636-89). На машине трения СМТ-1 производят испытания обработанных образцов на изнашивание. Испытания производят при следующих режимах: нагрузка 2,0 МПа, скорость взаимного перемещения образца и контртела 30 м/мин. Изнашивание производят в условиях сухого трения. Материал контртела - сталь 40Х (HRC 45...50). Интенсивность износа для деталей с суммарным припуском чернового и чистового проходов, определенным по известным методикам, в одном случае (припуск 0,32 мм) составил 26 мкм/км, в другом (припуск 0,7 мм) - 18 мкм/км. Интенсивность износа деталей с припуском на обработку, определенным по предлагаемому способу, составила в среднем 14 мкм/км. Таким образом были получены хорошие результаты по износостойкости деталей и для известного способа (18 мкм/мм) и для предлагаемого способа (14 мкм/км). Анализ графика (фиг. а) показывает, что при определении суммарного припуска чернового и чистового проходов по известной методике в первом случае не полностью удаляется дефектный слой, а во втором удаляется значительная часть качественного слоя. По предлагаемому способу удаляется только некачественная часть покрытия. Кроме испытаний на изнашивание деталей проводили испытания на интенсивность износа режущего инструмента. Интенсивность износа инструмента при определении суммарного припуска чернового и чистового проходов по известным методикам в первом случае составила (припуск 0,32 мм) 1,2х102 мкм/км, а во втором случае (припуск 0,7 мм) - 1,0х102 мкм/км. При определении суммарного припуска чернового и чистового проходов по предлагаемому способу интенсивность износа инструмента составила 0,7х102 мкм/км. Увеличение интенсивности износа при малой (0,32 мм) и большой (0,7 мм) глубинах резания объясняется следующим. В первом случае удаляется материал пониженной твердости, однако в верхнем слое покрытия имеется много абразивных частиц и пор, что увеличивает износ инструмента. Во втором случае удаляется материал с повышенной твердостью (качественная зона) и кроме того, в области перехода покрытия к основе достаточно много дефектов (поры, включения), что вызывает увеличение интенсивности износа инструмента. Кроме того, примерно на 35...40% снижаются силы резания и следовательно энергоемкость процесса резания при удалении припуска, определенного по предлагаемому способу по сравнению с припуском (0,7 мм), определенным по известной методике (за счет уменьшения глубины резания и удаления менее твердого материала). Таким образом, определение суммарного припуска чернового и чистового проходов по предлагаемому способу в сравнении с прототипом позволяет полностью снимать при обработке верхний дефектный слой не задевая нижележащий качественный слой материала, что обеспечивает наибольшую износостойкость деталей с покрытиями, а также уменьшает интенсивность износа режущего инструмента и энергоемкость процесса обработки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining total allowance of rough and finish passes
Автори англійськоюRyzhov Eduard Viacheslavovych, Klymenko Serhii Anatoliiovych, Polonskyi Leonid Hryhorovych, Rudnyk Hryhorii Ivanovych, Mozzhukhin Volodymyr Kuzmych, Mukovoz Yurii Oleksandrovych, Matusevych Vitalii Andriiovych, Potaichuk Yurii Ivanovych
Назва патенту російськоюСпособ определения суммарного припуска чернового и чистового проходов
Автори російськоюРыжов Эдуард Вячеславович, Клименко Сергей Анатольевич, Полонский Леонид Григорьевич, Рудник Григорий Иванович, Мозжухин Владимир Кузьмич, Муковоз Юрий Александрович, Матусевич Виталий Андреевич, Потайчук Юрий Иванович
МПК / Мітки
МПК: B23B 1/00
Мітки: сумарного, визначення, проходів, спосіб, чорнового, чистового, припуску
Код посилання
<a href="https://ua.patents.su/3-5507-sposib-viznachennya-sumarnogo-pripusku-chornovogo-ta-chistovogo-prokhodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення сумарного припуску чорнового та чистового проходів</a>
Спосіб нанесення покриття, стійкого проти спрацювання
Номер патенту: 115
Опубліковано: 30.04.1993
Автори: Пунько Василь Сергійович, Король Станіслав Миколайович, Левін Віктор Володимирович, Гладченко Олександр Миколайович, Зверлін Валерій Григорович
МПК: B23K 9/04
Мітки: покриття, нанесення, спрацювання, стійкого, спосіб
Формула / Реферат:
1. Способ нанесения износостойкого покрытия на рабочую поверхность червяка пары червяк - гильза экструдера, включающий наплавку гребней червяка износостойким задироустойчивым сплавом на основе железа с твердостью более низкой, чем у сопряженной с ним гильзы, отличающийся тем, что, с целью повышения долговечности червяка путем уменьшения износа и экономии наплавочных материалов, сплав для наплавки гребней червяка выбирают с твердостью 0,7 -...
Спосіб визначення пористоті
Номер патенту: 283
Опубліковано: 30.04.1993
Автори: Рокос Ігор Дмитрович, Дикий Віктор Іванович, Жуковський Віктор Миколайович
МПК: G01N 15/08, G01N 25/00
Мітки: визначення, спосіб, пористоті
Формула / Реферат:
Формула изобретенияСпособ определения пористости по авт. св. №900170, отличающийся тем, что, с целью повышения точности определения, дополнительно регистрируют изменение концентрации индикатора на входе образца, а среднее время пребывания частиц индикатора в образце рассчитывают по формулегде - среднее время пребывания частиц индикатора в образце, рассчитанное по графику изменения концентрации индикатора в потоке,...
Спосіб визначення порогового коефіцієнту інтенсивності напружень
Номер патенту: 2897
Опубліковано: 26.12.1994
Автори: Андрейків Олександр Євгенович, Лисак Микола Васильович, Скальський Валентин Романович
МПК: G01N 17/00
Мітки: коефіцієнту, визначення, порогового, спосіб, напружень, інтенсивності
Формула / Реферат:
Способ определения порогового коэффициента интенсивности напряжений высокопрочных сталей и сплавов, по которому образец с трещиной помещают в коррозионную среду, нагружают увеличивающейся нагрузкой до начала роста трещины, которое фиксируют по сигналам акустической эмиссии, проращивают трещину за исходную зону пластической деформации, снижают нагрузку до полной остановки трещины, определяют коэффициент интенсивности напряжений по нагрузке в...
Спосіб визначення пористості
Номер патенту: 282
Опубліковано: 30.04.1993
Автори: Рокос Ігор Дмитрович, Жуковський Віктор Миколайович, Солоніцин Рем Олександрович
МПК: G01N 15/08
Мітки: спосіб, пористості, визначення
Формула / Реферат:
Формула изобретенияСпособ определения пористости, заключающийся в фильтрации рабочей среды через образец с постоянной объемной скоростью, введении в нее на входе индикатора и регистрации момента его появления на выходе, отличающийся тем, что, с целью повышения точности, на входе образца поддерживают постоянную концентрацию индикатора, затем изменяют ее значение на входе, регистрируют изменение концентрации на выходе, определяют среднее время...
Спосіб визначення гранулометричного складу матеріалів
Номер патенту: 147
Опубліковано: 30.04.1993
Автори: Дорофєєв Володимир Миколайович, Кубишкін Сергій Миколайович, Новохатський Олександр Михайлович, Михайлюк Геннадій Дмитрович, Хорошілов Микола Макарович, Первушин Сергій Іванович
МПК: G01N 29/00
Мітки: складу, визначення, гранулометричного, спосіб, матеріалів
Формула / Реферат:
Формула изобретенияСпособ определения гранулометрического состава материала, заключающийся в том, что исследуемый материал прозвучивают на двух частотах f1 и f2 и измеряют параметры принятых звуковых сигналов, по которым судят в среднем диаметре гранул, отличающийся тем, что, с целью повышения точности и информативности за счет определения также и коэффициента вариации гранул, частоты f1 и f2 сигналов прозвучивания выбирают из...
Попередній патент: Будівельний матеріал для оздоблення
Наступний патент: Пристрій для пропалювання пошкодженої ізоляції кабельних ліній
Випадковий патент: Термокомпенсований кварцовий генератор з керованим п'єзорезонатором