Спосіб нанесення покриття, стійкого проти спрацювання
Номер патенту: 115
Опубліковано: 30.04.1993
Автори: Левін Віктор Володимирович, Гладченко Олександр Миколайович, Зверлін Валерій Григорович, Король Станіслав Миколайович, Пунько Василь Сергійович
Формула / Реферат
1. Способ нанесения износостойкого покрытия на рабочую поверхность червяка пары червяк - гильза экструдера, включающий наплавку гребней червяка износостойким задироустойчивым сплавом на основе железа с твердостью более низкой, чем у сопряженной с ним гильзы, отличающийся тем, что, с целью повышения долговечности червяка путем уменьшения износа и экономии наплавочных материалов, сплав для наплавки гребней червяка выбирают с твердостью 0,7 - 0,75 твердости материала гильзы, а после наплавки механически обрабатывают профиль червяка и напыляют боковые поверхности червяка переменным по толщине слоем износостойкого порошка на никелевой основе с температурой плавления более низкой, чем температура плавления наплавленного слоя, после чего напыленный слой оплавляют и обрабатывают червяк на чистовой размер по внешнему диаметру.
2. Способ по п. 16, отличающийся тем, что, с целью экономии наплавочных материалов путем обеспечения заданной толщины напыленного покрытия на боковых поверхностях червяка, количество проходов п пои напылении выбирают из соотношения
где d - расчетная толщина покрытия, мм;
1 - толщина покрытия, напыляемая за один проход, мм;
К - коэффициент, учитывающий изменение толщины напыленного покрытия после оплавления.
Текст
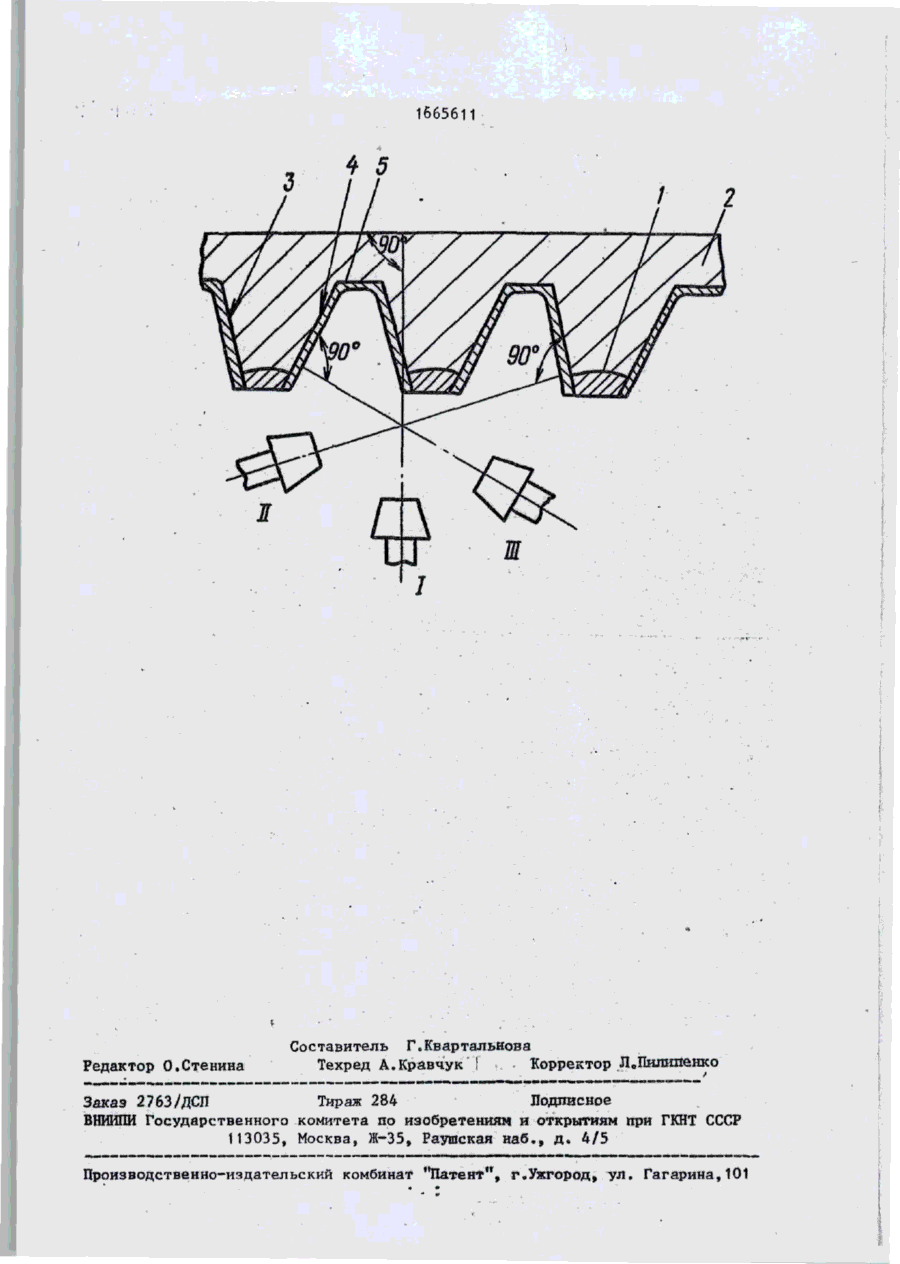
Изобретение относится к машиностроению и может быть использовано для увеличения срока службы червяков экструдеров шнеков различных питателей и смесителей. Цель 4 Изобретение относится к машиностроению, преимущественно химическому и полимерному, и может быть испольэовнно для увеличения срока службы червяков экструдеров, шнеков различных питателей и смесителей. Цель изобретения - повышение дол'говечности червяка экструдера путем уменьшения износа и экономия наплавочных материалов. На чертеже представлено сечение рабочей поверхности червяка с наплавленными и напыленными участкамн!_ 27-91 изобретения - повышение долговечности червяка экструдера путем уменьшения износа и экономия наплавочных материалов. Гребни витков предварительно наплавляют задироустойчивым коррозионностойким обрабатываемым сплавом на основе железа, отношение твердости которого к твердости рабочей поверхности гильзы равно 0,7-0,75. Затем ведут многослойное напыление профиля червяка износостойким гранулированным сплавом на основе никеля, который распределяют по рабочей поверхности червяка слоем, соответствующим интенсивности износа, после чего оплавляют с использованием косвенного индукционного нагрева. Рациональное размещение износостойкого слоя на рабочей поверхности позволяет изготовить деталь с равным сопротивлением износу по всему профилю. 1.3.П,ф-ЛЫ| 1 ИЛ. Способ осуществляется следующим образом. Гребни 1 витков червяка 2 наплавляют задироустойчивым коррозионностойким обрабатываемым сплавом на железной основе. При этом отношении твердости наплавленного гребня к внутренней рабочей поверхности сопряженной с ней гильзы должно быть в пределах 0,70,75. Именно при таком отношении твердостей гребня червяка и гильзы обеспечивается отсутствие задира и 35 СП 05 З 166561 1 * минимальный износ обеих деталей ких порошков типа ПГ-СР на никелевой ж сопряженной пары. основе К 1,3)« После механической обработки наПосле напыления слоя расчетной толплавленных с гребней боковые рабощины его оплавляют, например, с исчие поверхности червяка (передняя *' пользованием индукционного нагрева, 4 грань 3 витка, задняя грань 4 витка, при котором удается я избежать стека* І межвитковая впадина 5) напыляют изния напыленного слоя с поверхности носостойким сплавом переменной толчервяка. При этом для обеспечения щины на основе никеляЛІри этом толщи-/ надежного оплавления напыленного по10 ну слоя, напыляемого на различные крытия без расплавления наплавленноучастки профиля червяка, выбирают го и прошедшего механическую обработиз соотношения ку гребня необходимо, чтобы температура плавления наплавленного покрытия U (1) fc превышала температуру оплавления макс напыленного износостойкого сплава. - предельно допустимый изгде Эта разница должна быть в пределах нос при заданном ресурсе, 300° С. работы, мм^ Завершающей операцией является Ih - интенсивность линейного чистовая механическая обработа, ко20 изнашивания на данном торую проводят только по внешнему участке, мм/ч; диаметру. 8 - толщина покрытияj Для наплавки использовались чер- • т — заданный ресурс работы вяки диаметром 90 мм из стали марки червяка, ч. 25 сталь 45 с нарезанным профилем, В этом выражении U MC(ко определен которые имели внешнией диаметр на на основании опыта эксплуатации экс4 мм меньше чистового размера. трудеров и задается конструкторами Наплавка гребней велась аргонов паспорте изделия. дуговым способом с использованием С точки зр'ения эконоии наплавочмеханизированного вращателя с плавных материалов, предпочтительнее 30; a но регулируемой скоростью, В качесохранения равенства S" ^мак-с стве направляющего электрода испольТолщина покрытия не должна з на- і зовались стержни иттрированного вольф-4 чительно (более чем на 30-50%) прерама диаметром 2 мм, в качестве привышать величину предельно допустисадочного материала - порошковая промого износа. 35 волока марки Ш - А 132 диаметром 1 Н Нанесение покрытия выбранной 2,5 мм с температурой плавления толщины для каждого участка профиля ^1460°С. Наплавка велась в два слоя ведут путем напыления под углом 90£ на токе 40-50 А, расход аргона 0,4+15° к плоскости напыления. Такой 0,6 л/мин, линейная окорость наплавприем позволяет дозировать количе40 ки 4+5 м/ч. Наплавленный слой имел ство напыляемого слоя на червяк, твердость 43-48 НВС и удовлетвориобладающий- сложной геометрической тельную обрабатываемость. Твердость формой. Количество проходов при рабочей поверхности гильзы составэтом выбирают из соотношения ляла 62-64 H C . После завершения R &.К 45 наплавки червяк обрабатывался на (•2) п - 1 токарном станке на чистовой внешний диаметр* затем проводилась обработ. где о - выбранная толщина покрытия ка (зачистка) боковых поверхностей 'для каждого участка профиля червя-tвитка в районе наплавленного гребка, мм; 50 ня. 1 - толщина покрытия, напыляеПеред напылением выполнялся выбор мая за один проход, мм; г толщины защитного слоя о исходя из К - коэффициент, учитывающий предельно допустимого износа при изменение толщины покрытия после опуказанном ресурсе работы: 5П = 1 мм лавления и определяемый опытным пу- 55 толщина защитного слоя для передтем как частное от деления толщины ней граня витка, 0^. = Ъ,25 - толщипокрытия, напыляемого за один прона защитного слоя для задней грани ход,' на толщину этого же слоя после и межвитковой впадины. Расчет ко. оправления (при напылении износостой. 5 166561 Опытно-ппомыдтенная проверка черличества проходов при напылении червяков экструдеров, наплавленных согвяка вели по формуле (2). При сколасно изобретению, показала 4-8-крат рости вращения червяка 80 об/мин, ный рост долговечности червяков при линейной скорости перемещения горелки 90 м/ч, и производительности ' экономном расходовании наплавочных материалов. напыления 5 кг/ч, толщина слоя 1, напыляемого за один проход при угле Формула и з о б р е т е н и я в 90+J5 между осью сопла горелки и напыляемой^ поверхностью, составля1, Способ нанесения износостойко10 ла 0,15 мм. го покрытия на рабочую поверхность Количество проходов для передней червяка пары червяк - гильза эксграни витка составило трудера, включающий наплавку гребней червяка износостойким задироП устойчивым сплавом на основе желе- т 15 И 0,15 *> за с твердостью более низкой,чем у сопряженной с ним гильзы, о т л и для задней грани витка и межвитковой впадины чающийся тем, что, с целью 25 1 3 повышения долговечности червяка 20 путем уменьшения износа и экономии І2 наплавочных материалов, сплав для наплавки гребней червяка выбирают В соответствии с расчетом в полос твердостью 0,7-0,75 твердости мате жении сопла горелки I производилось риала гильзы, а после наплавки мехадва прохода с напылением, в положе25 нически обрабатывают профиль червянии II -.9 проходов, в положении ка и напыляют боковые поверхности III - 2 прохрда.Перед напылением черчервяка переменным по толщине слоем вяк подогревали до 250°С. Пределы \ износостойкого порошка на никелевой изменения угла между осью сопла и основе с температурой плавления бонапыляемой поверхностью принимались лее низкой, чем температура плавле'30 + 1 исходя из того, что при таком .5 ния наплавленного слоя, после чего угле обеспечивается наибольшая плотнапыленный сдой оплавляют и обрабаность напыления, не происходит отратывают червяк на чистовой размер жения и потери напыляемых частиц по внешнему диаметру. порошка и обеспечивается наилучшее 2, Способ по п. 1, о т л и ч а качество. 35 ющийся тем, что, с целью экоПосле завершения операции напыленомии наплавочных материалов путем ния червяка проводили оплавление обеспечения заданной толщины напынапыленного слоя с применением инленного Покрытия на боковых поверхдукционного нагрева. Оплавление ве40 ностях червяка, количество проходов ли при следующем режиме работы вып при напылении выбирают из соотсокочастотного генератора ВП-4ношения 100/8 000» напряжение возбуждения % °> ; * генератора 460-470 В, ток генератора 70-75 В, потребляемая мощп 45 ность 20-25 кВт, емкость батарей где $ конденсаторов 15,4 мкФ, номинальг ное напряжение в цепи индуктора 1 30 В, коэффициент мощности 0,95+1,0. ! - После операции оплавления произ•К 50 водилась окончательная обработка червяка на чистовой размер ло внешнему диаметру. " расчетная толщина покрытия, г мм^' - толщина покрытия, напыляемая за один проход, мм;' - коэффициент, учитывающий изменение толщины напыленного покрытия после оплавления . 1665611 4 5 Л Редактор О.Стенина Составитель Г.Квартальнова Техред А.Кравчук I Корректор Лоїїилгаіенко Закаэ 2 7 63/ДСП Тираж 284 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб., д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of application of wear-resistant coating
Автори англійськоюHladchenko Oleksandr Mykolaiovych, Zverlin Valerii Hryhorovych, Korol Stanislav Mykolaiovych, Punko Vasyl Serhiiovych, Levin Viktor Volodymyrovych
Назва патенту російськоюСпособ нанесения износостойкого покрытия
Автори російськоюГладченко Александр Николаевич, Зверлин Валерий Григорьевич, Король Станислав Николаевич, Пунько Василий Сергеевич, Левин Виктор Владимирович
МПК / Мітки
МПК: B23K 9/04
Мітки: нанесення, стійкого, покриття, спрацювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-115-sposib-nanesennya-pokrittya-stijjkogo-proti-spracyuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття, стійкого проти спрацювання</a>
Спосіб одержання покриття, стійкого проти спрацювання
Номер патенту: 114
Опубліковано: 30.04.1993
Автори: Зверлін Валерій Григорович, Гладченко Олександр Миколайович, Левін Віктор Володимирович, Король Станіслав Миколайович
МПК: B23K 13/00
Мітки: спосіб, одержання, покриття, стійкого, спрацювання
Формула / Реферат:
Способ получения износостойкого покрытия деталей типа тел вращения путем напыления защитного слоя на поверхность изделия и его последующего нагрева и оплавлення в защитной атмосфере с применением индукционного нагрева и вращения изделия вокруг оси, отличающийся тем, что, с целью повышения качества покрытия изделий сложной геометрической формы за счет предотвращения стекания напыленного слоя с поверхности изделия при оплавлений,...
Лінія для нанесення плівкового покриття на панелі

Номер патенту: 510
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Кундін Станіслав Ісакович
МПК: B28B 11/04, E04F 13/00, B28B 11/00
Мітки: панелі, лінія, покриття, нанесення, плівкового
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Линия для нанесения пленочного покрытия на панели, содержащая раму и установленные на ней бесконечный тяговый орган, приспособления для подачи и резки пленочного покрытия, прижимной механизм, прикатное устройство в виде неприводного барабана, устройство для загиба, подворота и прижима покрытия к внутренней стороне панели, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности работы линии...
Композиція для антиадгезійного покриття
Номер патенту: 243
Опубліковано: 30.04.1993
Автори: Тараскіна Лідія Іванівна, Ротенбург Семен Йосипович, Костюченко Раїса Дмитрівна, Прохорова Вікторія Анатоліївна, Ющенко Ганна Миколаївна, Ємельянова Світлана Андріївна, Анніков Олег Володимирович, Бикова Наталія Миколаївна, Філенко Ананій Степанович, Скуратовська Тетяна Миколаївна
МПК: C09D 183/04, C09D 5/20, D21H 19/00
Мітки: покриття, композиція, антиадгезійного
Формула / Реферат:
Композиция для антиадгезионного покрытия, включающая полисилоксановый каучук, кремнийорганический отвердитель, оловотитанорганический катализатор, уксусную кислоту и органический растворитель, отличающаяся тем, что, с целью повышения адгезии покрытия к бумаге-основе и сохранения липкости клеевого слоя пленки декоративной самоклеящейся отделочной во времени, композиция дополнительно содержит метилфенилполисилоксановую смолу при следующем...
Спосіб одержання композиції для антиадгезійного покриття
Номер патенту: 388
Опубліковано: 30.04.1993
Автори: Кваско Микола Зіновійович, Дятел Юрій Павлович, Скуратовська Тетяна Миколаївна, Анніков Олег Володимирович, Прохорова Вікторія Анатоліївна, Костюченко Раїса Дмитрівна, Ємельянова Світлана Андріївна, Бикова Наталія Миколаївна, Філенко Ананій Степанович, Ющенко Анна Миколаївна
МПК: C08J 3/20, C09D 183/04, C09D 5/20, D21H 27/18
Мітки: одержання, покриття, спосіб, композиції, антиадгезійного
Формула / Реферат:
1. Способ получения композиции для антиадгезионного покрытия растворением в ароматическом углеводородном растворителе полисилоксанового каучука, кислородсодержащего растворителя, уксусной кислоты, отвердителя, титаноловоорганического катализатора и метилфенилполисилоксановой смолы, отличающийся тем, что, с целью повышения антиадгезионных свойств покрытия при одновременном сокращении производственных затрат, полиси-локсановый каучук,...
Пристрій для приклеювання покриття на гальмуючі колодки

Номер патенту: 210
Опубліковано: 30.04.1993
Автори: Коренкова Любов Володимірівна, Єлець Олег Анатолійович, Семененко Володимир Михайлович, Пушкін Леонід Денисович, Черненко Людмила Петрівна
МПК: B29C 65/48, B29C 63/00
Мітки: колодки, покриття, пристрій, приклеювання, гальмуючі
Текст:
...3 вновь перемещается к элементу новлен в направляющих 4 стола 1. Для 2, ползуны 7 и 8 сближаются, натяжеперемещения подвижного опорного элемента ние ленты 15 ослабляется, готовые колод3 имеется силовой цилинд 5 (пневматики снимаются с ползунов и передаются ческий), шток 6 которого связан с элеменна последующую обработку. том 3. На элементах 2 и 3 с возможУстройство обеспечивает стабильное сжаностью относительного перемещения в дитие...
Попередній патент: Каталізатор для очистки газу, що відходить, від окису вуглецю
Наступний патент: Швидкорознімний вузол лєшка
Випадковий патент: Промивальна рідина