Технологічний вузол для електроспікання
Номер патенту: 57471
Опубліковано: 15.08.2005
Автори: Іванов Сергій Анатолійович, Майстренко Анатолій Львович, Переяслов Віктор Павлович, Соробей Роман Іванович

Формула / Реферат
Корисна модель відноситься до медицини, а саме до хірургічної стоматології та призначена для лікування рецесії ясен класу 1, 2 за Miller.
Однією з актуальних проблем хірургічної стоматології є вирішення проблеми усунення рецесій ясен.
Найближчим по своїй суті прототипом способу, що заявляється, є закриття рецесії за допомогою латерального клаптя за R. Grupen, Н. Warren (1956) та його модифікації [1, 2, 3]. Цей спосіб включає V-подібне висікання патологічне зміненої тканини до рівня альвеолярної кістки, згладжування цементу кореня до досягнення гладкої та щільної поверхні, формування та відшарування латерального слизово-окісного клаптя в донорській зоні, мобілізацію та переміщення цього клаптя на ділянку дефекту (рецесії), ушивання рани. Але вищевказаний спосіб має недоліки. В донорській зоні при викроюванні та відшаруванні латерального клаптя пошкоджуються крайові ясна, в тому числі колова зв'язка зуба, а рана загоюється вторинним натягом. Все це може привести до формування рецесії в цій ділянці.
Корисна модель, що заявляється, вирішує задачу попередження виникнення рецесії в донорській зоні, де викроюється слизово-окісний клапоть для закриття рецесії ясен.
Технічний результат, що досягається, полягає у поліпшенні анатомічних, функціональних та естетичних результатів хірургічного лікування рецесій ясен.
Поставлена задача вирішується тим, що у відомому способі усунення рецесії ясен класу 1, 2 за Miller, який включає V-подібне висікання патологічне зміненої тканини до рівня альвеолярної кістки, згладжування цементу кореня до досягнення гладкої та щільної поверхні, формування та відшарування латерального слизово-окісного клаптя в донорській зоні, мобілізацію та переміщення цього клаптя на ділянку дефекту (рецесії), ушивання рани, згідно корисної моделі, слизово-окісний клапоть викроюють без пошкодження ясеневого краю, колової зв’язки зуба, залишаючи непошкодженими ясна в донорській зоні завширшки більше 6мм від ясеневого краю, та клапоть повертають приблизно на 80° в зону дефекту.
Таким чином, запропонований нами спосіб дозволяє скласти анатомічні умови для нормального функціонування зуба, де була рецесія, зберегти колову зв'язку зуба та запобігти формуванню рецесії ясен в донорській ділянці, добитися добрих естетичних результатів. Умовою виконання цього способу лікування рецесії ясен є достатня висота прикріплених ясен в донорській зоні. За даними літератури, такий спосіб є невідомим.
Сутність корисної моделі пояснює фіг.1 (схема усунення рецесії ясен) і фіг.2 (стан ясен після операції), на яких представлена схема хірургічного способу лікування рецесії ясен, де
1. Рецесія зуба.
2. Зона прикріплених ясен.
3. Зона альвеолярної слизової оболонки.
4. Зона висікання зміненої слизової оболонки ясен в ділянці рецесії.
5. Розтин м'яких тканин при формуванні комбінованого м'якотканинного клаптя для закриття рецесії.
6. Слизово-окісний клапоть.
7. Лінія швів.
Корисна модель, що заявляється виконується наступним чином: під місцевим провідниковим знеболенням проводять два розтини м'яких тканин в ділянці рецесії (1) з метою висікання патологічне зміненої слизової оболонки ясен в ділянці рецесії (4). Корінь зуба в ділянці рецесії (1) очищують, полірують, обробряють 18% розчином лимонної кислоти. Далі проводять розтин слизової оболонки (5) в донорській ділянці з метою формування слизово-окісного клаптя без пошкодження ясеневого краю. Сформований клапоть мобілізують, повертають приблизно на 80° в зону рецесії (1) та фіксують вузловими швами в правильному положенні (7). Краї рани в донорській зоні мобілізують. Рану зашивають.
Приклад конкретного застосування способу хірургічного лікування рецесії ясен
Хворий М. (21 рік історія хвороби №152) звернувся в стоматологічну клініку Національного медичного університета з діагнозом V-подібна рецесія в ділянці 23 зуба класу 1 за Miller. Рецесія з'явилася внаслідок наявності слизових тяжів в зоні 23 зуба. Слизові тяжі в ділянці 23 зуба були усунені 4 місяці тому традиційним способом. Стан ясен покращився, але рецесія залишилася. Об'єктивно: В ділянці 23 зуба визначається V-подібний дефект ясен та альвеолярної кістки з вестибулярного боку, корінь 23 зуба оголений на 2/3, глибина пародонтальної кишені в цій зоні 2мм на всьому протязі, слизова оболонка по краю дефекту блідо-рожевого кольору, щільної консистенції. Після антисептичної обробки порожнини рота проводили операцію за запропонованою нами способом.
Протокол операції
Під інфраорбітальною та інфільтраційними анестезіями Sol. Ubistesini forte 1,7мл проводили два розтини м'яких тканин в ділянці рецесії (1) 23 зуба з метою висікання патологічне зміненої зони слизової оболонки ясен (4) таким чином, щоб візуалізувався край альвеоли зуба в ділянці рецесії (1). Корінь 23 зуба в ділянці рецесії (1) очистили, відполірували до гладкої поверхні, обробили 18% розчином лимонної кислоти. Далі провели розтин слизової оболонки (5) в донорській ділянці 24 зуба з метою формування слизово-окісного клаптя (6). Сформований клапоть мобілізували, повернули на 80° в напрямку рецесії (1) та фіксували вузловими швами (7) в правильному положенні. Краї рани в донорській зоні мобілізували. Рану зашили.
За період з 2003 до листопада 2004 року в стоматологічній поліклініці НМУ з приводу рецесій прооперовано 7 хворих за запропонованим нами способом. У всіх випадках отримано добрі функціональні, анатомічні та естетичні результати, що підтверджувалися клінічними та рентгенологічними методами дослідження.
Література:
1. Эдвард Коэн. Атлас косметической и реконструктивной пародонтологической хирургии. - Москва. - 2003. - 416с.
2. Руководство по хирургической стоматологии и челюстно-лицевой хирургии: в 2-х томах. Т.2 (Под ред. В.М. Безрукова, Т.Г. Робустовой). - М.: Медицина, 2000. - 464-465с.
3. П. Феди, А. Вернино, Д Грей. Пародонтологическая азбука. - Издательский дом «Азбука». - 2003. - 175-177.
Текст
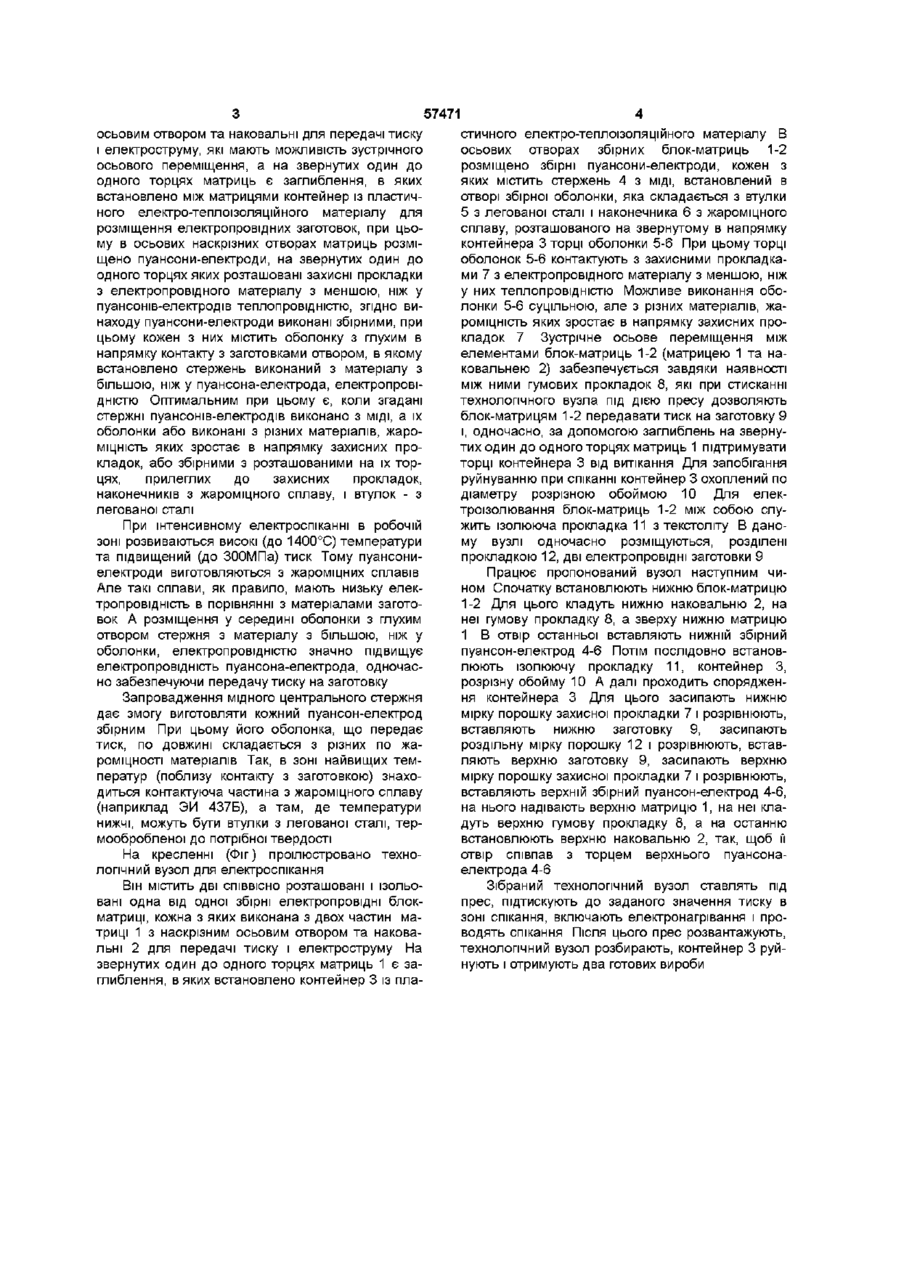
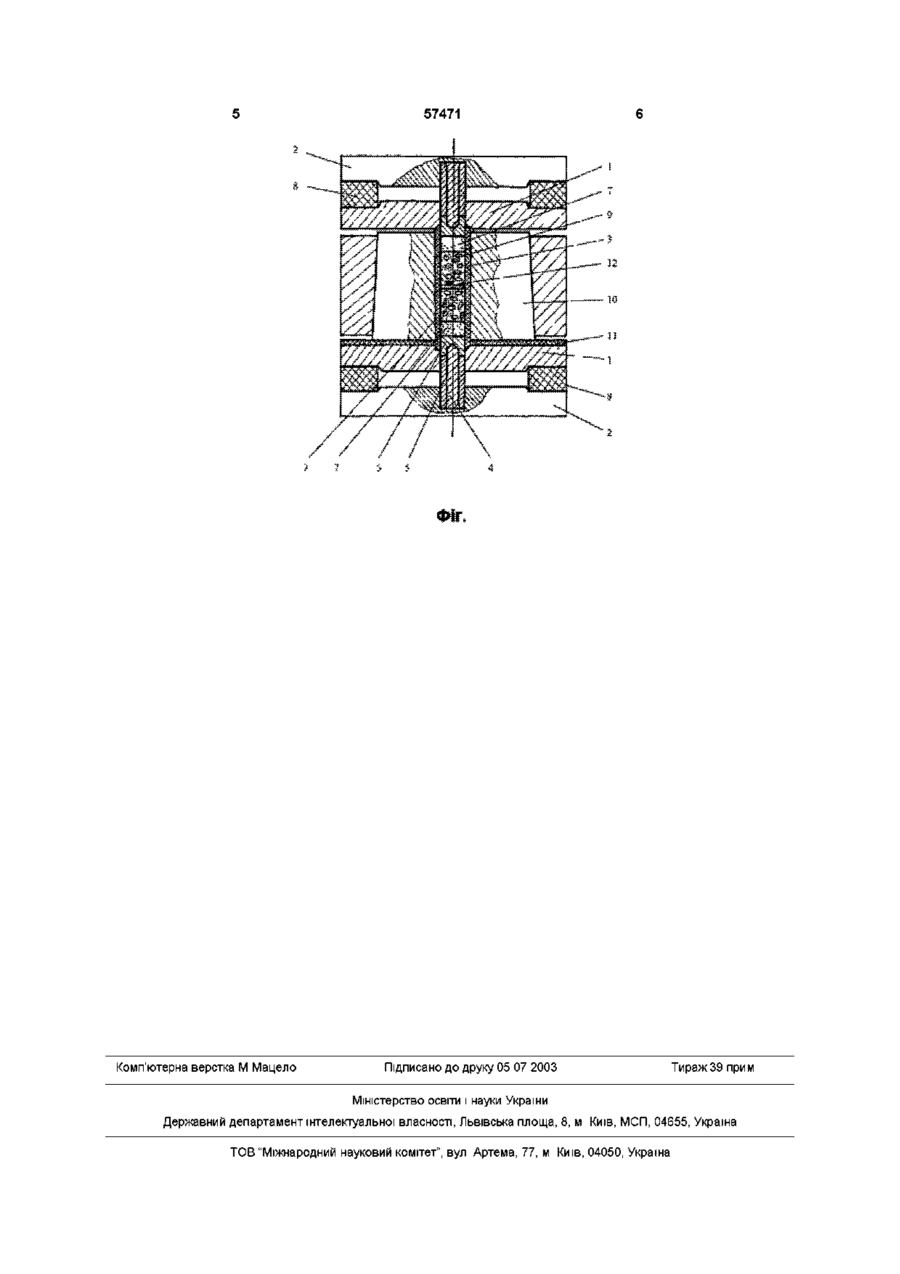
1 Технологічний вузол для електроспікання, що містить дві СПІВВІСНО розташовані і ізольовані одна від одної збірні електропровідні блок-матриці, кожна з яких виконана з двох частин матриці з наскрізним осьовим отвором та наковальні для передачі тиску і електроструму, які мають можливість зустрічного осьового переміщення, а на звернутих один до одного торцях матриць є заглиблення, в яких встановлено між матрицями контейнер із пластичного електротеплоізоляційного матеріалу для розміщення електропровідних заготовок, при цьому в осьових наскрізних отворах матриць розміщено пуансони електроди, на звернутих один до одного торцях яких розташовані захисні прокладки з електропровідного матеріалу з меншою, ніж у пуансонівелектродів, теплопровідністю, який відрізняється тим, що пуансони-електроди виконані збірними, при цьому кожен з них містить оболонку з глухим в напрямку контакту з заготовками отвором, в якому встановлено стержень, виконаний з матеріалу з більшою, ніж у оболонки пуансона-електрода, електропровідністю 2 Технологічний вузол за п 1, який відрізняється тим, що згадані стержні пуансонів-електродів ви Винахід відноситься до області порошкової металурги, а саме до техніки інтенсивного електроспікання, переважно виробів з надтвердими матеріалами на тугоплавких зв'язках Відомий найбільш близький за технічною суттю до пристрою, що заявляється, технологічний вузол для електроспікання (див Пат 20674 А Україна, МПК7 B22F3/14, B01J3/06, Опубл ПВ №9 15 10 01 ), що містить дві СПІВВІСНО розташовані і ізольовані одна від одної збірні електропровідні блок-матриці, кожна з яких виконана з двох частин матриці з наскрізним осьовим отвором та наковальні для передачі тиску і електроструму, які мають можливість зустрічного осьового переміщення, а на звернутих один до одного торцях матриць є заглиблення, в яких встановлено між матрицями контейнер із пластичного електротеплоізоляційного матеріалу для розміщення електропровідних заготовок, при цьому в осьових наскрізних отворах матриць розміщено пуансони електроди, на звернутих один до одного торцях яких розташовані захисні прокладки з електропровідного матеріалу з меншою, ніж у пуансонівелектродів теплопровідністю, при цьому пуансониелектроди виконані суцільними Суттєвим недоліком такого вузла є те, що при роботі має місце значне виділення електроенергії в пуансонах і внаслідок цього вони занадто перегріваються і деформуються В основу винаходу покладено завдання такого удосконалення технологічного вузла для електроспікання, при якому за рахунок виконання пуансонів-електродів збірними з пропонованих матеріалів зменшується перегрівання пуансонів, завдяки чому вдається уникнути їх деформування Для вирішення цього завдання в технологічному вузлі для електроспікання, що містить дві СПІВВІСНО розташовані і ізольовані одна від одної збірні електропровідні блок-матриці, кожна з яких виконана з двох частин матриці з наскрізним конано з МІДІ 3 Технологічний вузол за п 1, який відрізняється тим, що оболонка пуансона-електрода виконана з різних матеріалів, жароміцність яких зростає в напрямку захисних прокладок 4 Технологічний вузол за пп 1, 3, який відрізняється тим, що оболонка пуансона-електрода виконана збірною з розташованого на м торці, прилеглому до захисних прокладок, наконечника з жароміцного сплаву, і втулки - з легованої сталі 1 ю 57471 осьовим отвором та наковальні для передачі тиску і електроструму, які мають можливість зустрічного осьового переміщення, а на звернутих один до одного торцях матриць є заглиблення, в яких встановлено між матрицями контейнер із пластичного електро-теплоізоляційного матеріалу для розміщення електропровідних заготовок, при цьому в осьових наскрізних отворах матриць розміщено пуансони-електроди, на звернутих один до одного торцях яких розташовані захисні прокладки з електропровідного матеріалу з меншою, ніж у пуансонів-електродів теплопровідністю, згідно винаходу пуансони-електроди виконані збірними, при цьому кожен з них містить оболонку з глухим в напрямку контакту з заготовками отвором, в якому встановлено стержень виконаний з матеріалу з більшою, ніж у пуансона-електрода, електропровідністю Оптимальним при цьому є, коли згадані стержні пуансонів-електродів виконано з МІДІ, а їх оболонки або виконані з різних матеріалів, жароміцність яких зростає в напрямку захисних прокладок, або збірними з розташованими на їх торцях, прилеглих до захисних прокладок, наконечників з жароміцного сплаву, і втулок - з легованої сталі При інтенсивному електроспіканні в робочій зоні розвиваються високі (до 1400°С) температури та підвищений (до ЗООМПа) тиск Тому пуансониелектроди виготовляються з жароміцних сплавів Але такі сплави, як правило, мають низьку електропровідність в порівнянні з матеріалами заготовок А розміщення у середині оболонки з глухим отвором стержня з матеріалу з більшою, ніж у оболонки, електропровідністю значно підвищує електропровідність пуансона-електрода, одночасно забезпечуючи передачу тиску на заготовку Запровадження мідного центрального стержня дає змогу виготовляти кожний пуансон-електрод збірним При цьому його оболонка, що передає тиск, по довжині складається з різних по жароміцності матеріалів Так, в зоні найвищих температур (поблизу контакту з заготовкою) знаходиться контактуюча частина з жароміцного сплаву (наприклад ЭЙ 437Б), а там, де температури нижчі, можуть бути втулки з легованої сталі, термообробленої до потрібної твердості На кресленні (Фіг) проілюстровано технологічний вузол для електроспікання Він МІСТИТЬ ДВІ СПІВВІСНО розташовані і ізольо вані одна від одної збірні електропровідні блокматриці, кожна з яких виконана з двох частин матриці 1 з наскрізним осьовим отвором та наковальні 2 для передачі тиску і електроструму На звернутих один до одного торцях матриць 1 є заглиблення, в яких встановлено контейнер 3 із пла стичного електро-теплоізоляційного матеріалу В осьових отворах збірних блок-матриць 1-2 розміщено збірні пуансони-електроди, кожен з яких містить стержень 4 з МІДІ, встановлений в отворі збірної оболонки, яка складається з втулки 5 з легованої сталі і наконечника 6 з жароміцного сплаву, розташованого на звернутому в напрямку контейнера 3 торці оболонки 5-6 При цьому торці оболонок 5-6 контактують з захисними прокладкам и / з електропровідного матеріалу з меншою, ніж у них теплопровідністю Можливе виконання оболонки 5-6 суцільною, але з різних матеріалів, жароміцність яких зростає в напрямку захисних прокладок 7 Зустрічне осьове переміщення між елементами блок-матриць 1-2 (матрицею 1 та наковальнею 2) забезпечується завдяки наявності між ними гумових прокладок 8, які при стисканні технологічного вузла під дією пресу дозволяють блок-матрицям 1-2 передавати тиск на заготовку 9 і, одночасно, за допомогою заглиблень на звернутих один до одного торцях матриць 1 підтримувати торці контейнера 3 від витікання Для запобігання руйнуванню при спіканні контейнер 3 охоплений по діаметру розрізною обоймою 10 Для електроізолювання блок-матриць 1-2 між собою служить ізолююча прокладка 11 з текстоліту В даному вузлі одночасно розміщуються, розділені прокладкою 12, дві електропровідні заготовки 9 Працює пропонований вузол наступним чином Спочатку встановлюють нижню блок-матрицю 1-2 Для цього кладуть нижню наковальню 2, на неї гумову прокладку 8, а зверху нижню матрицю 1 В отвір останньої вставляють нижній збірний пуансон-електрод 4-6 Потім послідовно встановлюють ізолюючу прокладку 11, контейнер З, розрізну обойму 10 А далі проходить спорядження контейнера 3 Для цього засипають нижню мірку порошку захисної прокладки 7 і розрівнюють, вставляють нижню заготовку 9, засипають роздільну мірку порошку 12 і розрівнюють, вставляють верхню заготовку 9, засипають верхню мірку порошку захисної прокладки 7 і розрівнюють, вставляють верхній збірний пуансон-електрод 4-6, на нього надівають верхню матрицю 1, на неї кладуть верхню гумову прокладку 8, а на останню встановлюють верхню наковальню 2, так, щоб її отвір співпав з торцем верхнього пуансонаелектрода 4-6 Зібраний технологічний вузол ставлять під прес, підтискують до заданого значення тиску в зоні спікання, включають електронагрівання і проводять спікання Після ЦЬОГО прес розвантажують, технологічний вузол розбирають, контейнер 3 руйнують і отримують два готових вироби 57471 Комп'ютерна верстка М Мацело Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess assembly for electric sintering
Автори англійськоюPereiaslov Viktor Pavlovych, Ivanov Serhii Anatoliiovych, Maistrenko Anatolii L'vovych
Назва патенту російськоюТехнологический узел для электроспекания
Автори російськоюПереяслов Виктор Павлович, Иванов Сергей Анатольевич, Майстренко Анатолий Львович
МПК / Мітки
МПК: B22F 3/14, B01J 3/06, B21J 5/06, B21J 13/00
Мітки: вузол, електроспікання, технологічний
Код посилання
<a href="https://ua.patents.su/3-57471-tekhnologichnijj-vuzol-dlya-elektrospikannya.html" target="_blank" rel="follow" title="База патентів України">Технологічний вузол для електроспікання</a>
Технологічний вузол для електроспікання алмазовмісних виробів
Номер патенту: 20674
Опубліковано: 15.10.2001
Автори: Переяслов Віктор Павлович, Майстренко Анатолій Львович, Іванов Сергій Анатолійович
МПК: B01J 3/06, B22F 3/14, C01B 31/06
Мітки: електроспікання, вузол, технологічний, виробів, алмазовмісних
Формула / Реферат:
1. Технологический узел для электроспекания алмазосодержащих изделий, содержащий соосно расположенные изолированные друг от друга электропроводные блок-матрицы с углублениями на обращенных друг к другу торцах последних и установленный между ними контейнер из пластичного электроизоляционного материала для размещения электропроводных заготовок, отличающийся тем, что каждая блок-матрица выполнена из двух, имеющих возможность встречного осевого...
Технологічний вузол для електроспікання алмазовмістких виробів

Номер патенту: 20674
Опубліковано: 02.09.1997
Автори: Іванов Сергій Анатолійович, Майстренко Анатолій Львович, Переяслов Віктор Павлович
МПК: C01B 31/06, B22F 3/14, B01J 3/06
Мітки: електроспікання, алмазовмістких, виробів, технологічний, вузол
Формула / Реферат:
1. Технологический узел для электроспекания алмазосодержащих изделий, содержащий соосно расположенные изолированные друг от друга электропроводные блок-матрицы с углублениями на обращенных друг к другу торцах последних и установленный между ними контейнер из пластичного электроизоляционного материала для размещения электропроводных заготовок, отличающийся тем, что каждая блок-матрица выполнена из двух, имеющих возможность встречного осевого...
Багатоканальний газоаналітичний технологічний комплекс

Номер патенту: 58419
Опубліковано: 15.07.2003
Автори: Нагородний Анатолій Олександрович, Приміський Владислав Пилипович, Дашковський Олександр Анастасійович, Воробйов Сергій Серафимович, Шаталов Михайло Григорович
МПК: G01N 30/00, G01N 25/36
Мітки: газоаналітичний, комплекс, багатоканальний, технологічний
Формула / Реферат:
1. Багатоканальний газоаналітичний технологічний комплекс, який складається з газовідбірного зонда, багатоканального газоаналізатора, який відрізняється тим, що високотемпературний зонд газоаналізатора кисню, в якому вмонтовано сенсор кисню, розміщено в зоні горіння, електричний вихід сенсора кисню з'єднано з електронним блоком обробки інформації і індикації газоаналізатора кисню, який розміщено в термостатованій шафі, де також вмонтовано...
Вузол закріплення зубів на рамі борони
Номер патенту: 65
Опубліковано: 29.08.1997
Автори: Городецький Ефим Маркович, Мільруд Аркадій Михайлович, Казацкер Олександр Арнольдович
МПК: A01B 23/00
Мітки: борони, зубів, вузол, закріплення, рами
Формула / Реферат:
Узел крепления зубьев на ра^е бороны, содержащей поярусно установленные монтажные планки со сквозными отверстиями, шайбу, крепежную гайку, размещенную в отверстии нижней планки монтажную часть зуба, имеющую поперечное сечение в виде многоугольника, отличающийся тем, что узел крепления зуба дополнительно содержит втулку с центральными отверстиями, установленную в отверстие нижней монтажной планки, профиль одной ступени втулки идентичен...
Мастильно-охолодний технологічний засіб

Номер патенту: 61421
Опубліковано: 17.11.2003
Автори: Абдулгазис Умер Абдулаіович, Абдулгазіс Ділявер Умерович, Аметов Ісмаіл Єнверович, Ванієв Єльдар Рустемович
МПК: C10M 173/00
Мітки: засіб, мастильно-охолодний, технологічний
Формула / Реферат:
Мастильно-охолодний технологічний засіб для механічної обробки металів, що містить базову рослинну олію, хімічний реагент і гліцерин, який відрізняється тим, що як базову олію використовують рослинну олію з низьким вмістом лінолевої і ліноленової кислот - бавовняну олію, а як хімічний реагент - алюмогідрид або бромгідрид з наступним співвідношенням компонентів, мас. %: гліцерин 10-15 ...
Попередній патент: Спосіб очищення стічних вод від іонів міді
Наступний патент: Трубчастий електронагрівник
Випадковий патент: Спосіб одержання карбамідоформальдегідної смоли, яка містить неорганічну сполуку