Порошковий електрод для зносостійкого наплавлення
Номер патенту: 57542
Опубліковано: 10.03.2011
Автори: Жуков Сергій Васильович, Малінов Леонід Соломонович, Воробйов Володимир Вікторович, Мак-Мак Олександр Сергійович, Малінов Володимир Леонідович
Формула / Реферат
Порошковий електрод для зносостійкого наплавлення, що містить оболонку й наповнювач, що включає марганець металевий, феросиліцій і залізний порошок, який відрізняється тим, що він додатково містить ферохром вуглецевий, феротитан, порошок алюмінієво-магнієвий (ПАМ) і газо-шлакоутворюючі компоненти: рутиловий концентрат, мармур, плавиковий шпат при наступному співвідношенні компонентів електрода, мас. %:
ферохром вуглецевий
6,0-10,0
марганець металевий
32,0-36,0
феросиліцій
1,0-3,0
феротитан
12,0-16,0
порошок алюмінієво-магнієвий (ПАМ)
1,0-3,0
рутиловий концентрат
3,0-5,0
мармур
3,0-5,0
плавиковий шпат
3,0-5,0
залізний порошок
решта.
Текст
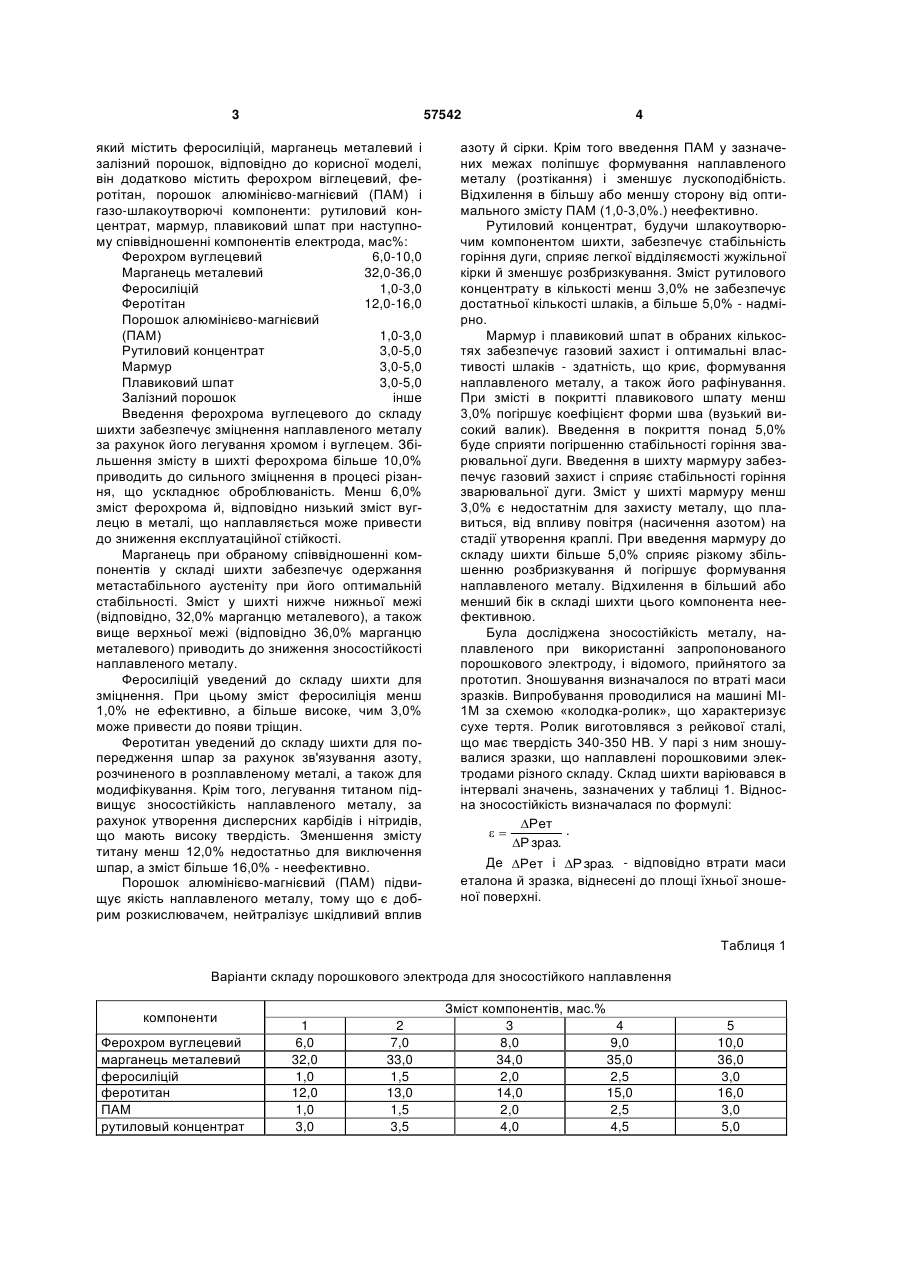
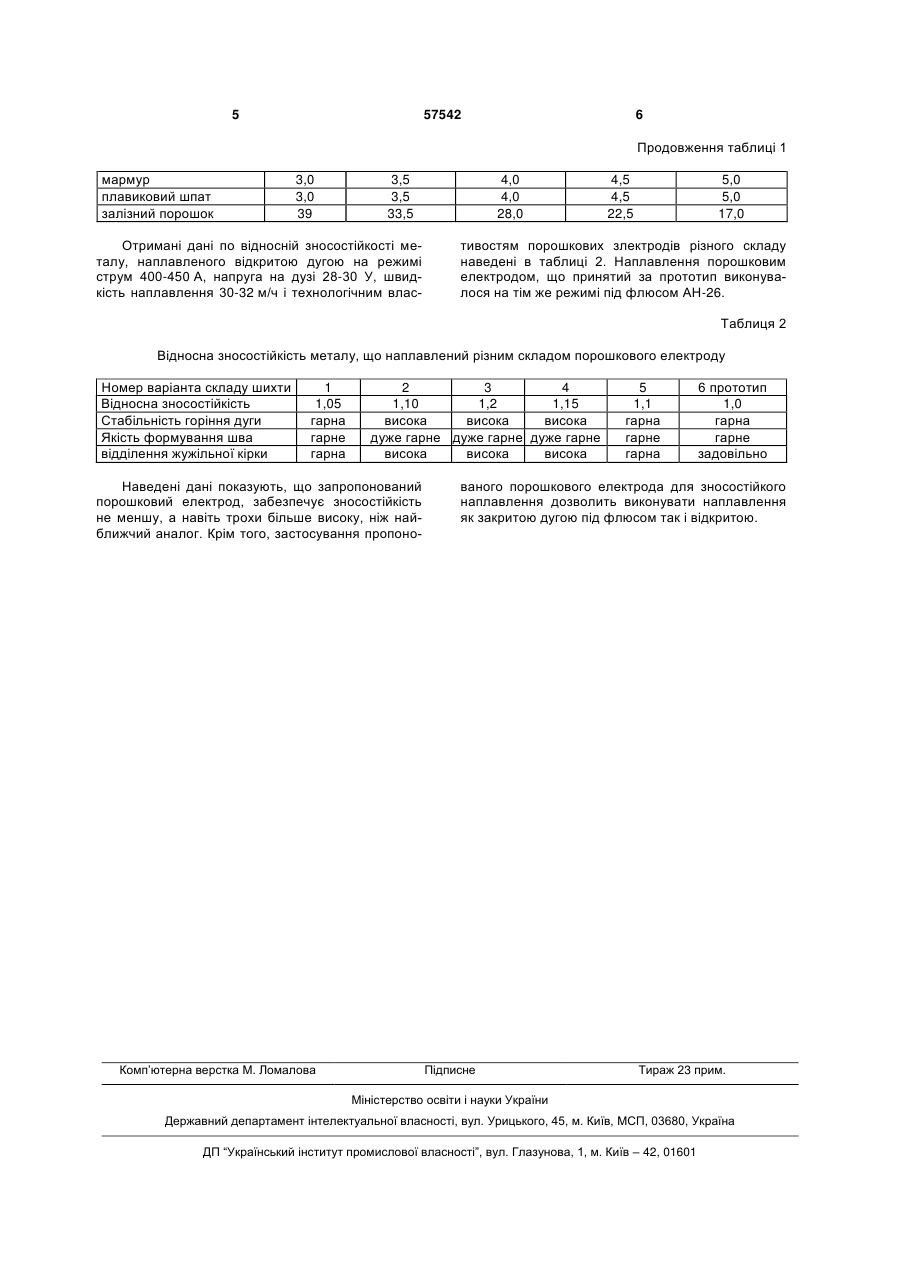
Порошковий електрод для зносостійкого наплавлення, що містить оболонку й наповнювач, що включає марганець металевий, феросиліцій і залізний порошок, який відрізняється тим, що він 3 57542 який містить феросиліцій, марганець металевий і залізний порошок, відповідно до корисної моделі, він додатково містить ферохром віглецевий, феротітан, порошок алюмінієво-магнієвий (ПАМ) і газо-шлакоутворючі компоненти: рутиловий концентрат, мармур, плавиковий шпат при наступному співвідношенні компонентів електрода, мас%: Ферохром вуглецевий 6,0-10,0 Марганець металевий 32,0-36,0 Феросиліцій 1,0-3,0 Феротітан 12,0-16,0 Порошок алюмінієво-магнієвий (ПАМ) 1,0-3,0 Рутиловий концентрат 3,0-5,0 Мармур 3,0-5,0 Плавиковий шпат 3,0-5,0 Залізний порошок інше Введення ферохрома вуглецевого до складу шихти забезпечує зміцнення наплавленого металу за рахунок його легування хромом і вуглецем. Збільшення змісту в шихті ферохрома більше 10,0% приводить до сильного зміцнення в процесі різання, що ускладнює оброблюваність. Менш 6,0% зміст ферохрома й, відповідно низький зміст вуглецю в металі, що наплавляється може привести до зниження експлуатаційної стійкості. Марганець при обраному співвідношенні компонентів у складі шихти забезпечує одержання метастабільного аустеніту при його оптимальній стабільності. Зміст у шихті нижче нижньої межі (відповідно, 32,0% марганцю металевого), а також вище верхньої межі (відповідно 36,0% марганцю металевого) приводить до зниження зносостійкості наплавленого металу. Феросиліцій уведений до складу шихти для зміцнення. При цьому зміст феросиліція менш 1,0% не ефективно, а більше високе, чим 3,0% може привести до появи тріщин. Феротитан уведений до складу шихти для попередження шпар за рахунок зв'язування азоту, розчиненого в розплавленому металі, а також для модифікування. Крім того, легування титаном підвищує зносостійкість наплавленого металу, за рахунок утворення дисперсних карбідів і нітридів, що мають високу твердість. Зменшення змісту титану менш 12,0% недостатньо для виключення шпар, а зміст більше 16,0% - неефективно. Порошок алюмінієво-магнієвий (ПАМ) підвищує якість наплавленого металу, тому що є добрим розкислювачем, нейтралізує шкідливий вплив 4 азоту й сірки. Крім того введення ПАМ у зазначених межах поліпшує формування наплавленого металу (розтікання) і зменшує лускоподібність. Відхилення в більшу або меншу сторону від оптимального змісту ПАМ (1,0-3,0%.) неефективно. Рутиловий концентрат, будучи шлакоутворючим компонентом шихти, забезпечує стабільність горіння дуги, сприяє легкої відділяємості жужільної кірки й зменшує розбризкування. Зміст рутилового концентрату в кількості менш 3,0% не забезпечує достатньої кількості шлаків, а більше 5,0% - надмірно. Мармур і плавиковий шпат в обраних кількостях забезпечує газовий захист і оптимальні властивості шлаків - здатність, що криє, формування наплавленого металу, а також його рафінування. При змісті в покритті плавикового шпату менш 3,0% погіршує коефіцієнт форми шва (вузький високий валик). Введення в покриття понад 5,0% буде сприяти погіршенню стабільності горіння зварювальної дуги. Введення в шихту мармуру забезпечує газовий захист і сприяє стабільності горіння зварювальної дуги. Зміст у шихті мармуру менш 3,0% є недостатнім для захисту металу, що плавиться, від впливу повітря (насичення азотом) на стадії утворення краплі. При введення мармуру до складу шихти більше 5,0% сприяє різкому збільшенню розбризкування й погіршує формування наплавленого металу. Відхилення в більший або менший бік в складі шихти цього компонента неефективною. Була досліджена зносостійкість металу, наплавленого при використанні запропонованого порошкового электроду, і відомого, прийнятого за прототип. Зношування визначалося по втраті маси зразків. Випробування проводилися на машині МІ1М за схемою «колодка-ролик», що характеризує сухе тертя. Ролик виготовлявся з рейкової сталі, що має твердість 340-350 НВ. У парі з ним зношувалися зразки, що наплавлені порошковими электродами різного складу. Склад шихти варіювався в інтервалі значень, зазначених у таблиці 1. Відносна зносостійкість визначалася по формулі: Рет . Р зраз. Де Рет і Р зраз. - відповідно втрати маси еталона й зразка, віднесені до площі їхньої зношеної поверхні. Таблиця 1 Варіанти складу порошкового электрода для зносостійкого наплавлення компоненти Ферохром вуглецевий марганець металевий феросиліцій феротитан ПАМ рутиловый концентрат 1 6,0 32,0 1,0 12,0 1,0 3,0 2 7,0 33,0 1,5 13,0 1,5 3,5 Зміст компонентів, мас.% 3 4 8,0 9,0 34,0 35,0 2,0 2,5 14,0 15,0 2,0 2,5 4,0 4,5 5 10,0 36,0 3,0 16,0 3,0 5,0 5 57542 6 Продовження таблиці 1 мармур плавиковий шпат залізний порошок 3,0 3,0 39 3,5 3,5 33,5 Отримані дані по відносній зносостійкості металу, наплавленого відкритою дугою на режимі струм 400-450 А, напруга на дузі 28-30 У, швидкість наплавлення 30-32 м/ч і технологічним влас 4,0 4,0 28,0 4,5 4,5 22,5 5,0 5,0 17,0 тивостям порошкових злектродів різного складу наведені в таблиці 2. Наплавлення порошковим електродом, що принятий за прототип виконувалося на тім же режимі під флюсом АН-26. Таблиця 2 Відносна зносостійкість металу, що наплавлений різним складом порошкового електроду Номер варіанта складу шихти Відносна зносостійкість Стабільність горіння дуги Якість формування шва відділення жужільної кірки 1 1,05 гарна гарне гарна 2 3 4 1,10 1,2 1,15 висока висока висока дуже гарне дуже гарне дуже гарне висока висока висока Наведені дані показують, що запропонований порошковий електрод, забезпечує зносостійкість не меншу, а навіть трохи більше високу, ніж найближчий аналог. Крім того, застосування пропоно Комп’ютерна верстка М. Ломалова 5 1,1 гарна гарне гарна 6 прототип 1,0 гарна гарне задовільно ваного порошкового електрода для зносостійкого наплавлення дозволить виконувати наплавлення як закритою дугою під флюсом так і відкритою. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPowdered electrode for wear resistant surfacing
Автори англійськоюMalynov Volodymyr Leonidovych, Mak-Mak Oleksandr Serhiiovych, Malynov Leonyd Solomonovych, Zhukov Serhii Vasyliovych, Vorobiov Volodymyr Viktorovych
Назва патенту російськоюПорошковый электрод для износостойкой наплавки
Автори російськоюМалинов Владимир Леонидович, Мак-Мак Александр Сергеевич, Малинов Леонид Соломонович, Жуков Сергей Васильевич, Воробьев Владимир Викторович
МПК / Мітки
МПК: B23K 35/36
Мітки: електрод, зносостійкого, наплавлення, порошковий
Код посилання
<a href="https://ua.patents.su/3-57542-poroshkovijj-elektrod-dlya-znosostijjkogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Порошковий електрод для зносостійкого наплавлення</a>
Порошковий стрічковий електрод для зносостійкого наплавлення
Номер патенту: 55600
Опубліковано: 27.12.2010
Автори: Зареченський Деніс Олександрович, Чигарьов Валерій Васильович
МПК: B23K 35/36
Мітки: зносостійкого, стрічковій, наплавлення, електрод, порошковий
Формула / Реферат:
Порошковий стрічковий електрод для зносостійкого наплавлення, що складається з металевої оболонки та наповнювача зі сплавлених гранул ПГ-Л101, що містять вуглець, хром, кремній, нікель, марганець та залізо, який відрізняється тим, що наповнювач порошкового стрічкового електрода додатково містить феромолібден, феротитан, гематит, ПАМ, мідний порошок і графіт, при наступному складі компонентів наповнювача, мас. %: сплавлені ...
Порошковий дріт для наплавлення
Номер патенту: 44801
Опубліковано: 15.03.2002
Автори: Євтушенко Віктор Вікторович, Мікаелян Генріх Суренович, Рябцев Ігор Олександрович
МПК: B23K 35/368
Мітки: наплавлення, дріт, порошковий
Формула / Реферат:
Порошковий дріт для наплавлення, який складається з сталевої оболонки та порошкової шихти, яка містить феромарганець, феротитан, порошок заліза, який відрізняється тим, що склад шихти додатково має ферохром, феросиліцій, порошок алюмінію та флюс АН-348А, за наступним вмістом компонентів, мас. частка, %: сталева оболонка 75,0-78,0; ферохром 2,0-2,5; ...
Порошкова стрічка для зносостійкого наплавлення
Номер патенту: 30715
Опубліковано: 11.03.2008
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович, Мак-Мак Олександр Сергійович, Воробйов Володимир Вікторович
МПК: B23K 35/36
Мітки: порошкова, зносостійкого, наплавлення, стрічка
Формула / Реферат:
Порошкова стрічка для зносостійкого наплавлення, що складається з маловуглецевої сталевої оболонки і шихти, що містить ферованадій, нікель, марганець, графіт, алюмінієво-магнієвий порошок, фторцирконат калію, яка відрізняється тим, що до складу шихти введено карбід хрому в наступному співвідношенні компонентів, мас.%: карбід хрому 30-40 ферованадій 8-12 нікель...
Порошковий дріт для наплавлення
Номер патенту: 22815
Опубліковано: 25.04.2007
Автори: Мацаренко Владислав Дмитрович, Крехов Ігор Миколайович
МПК: B23K 35/30
Мітки: наплавлення, дріт, порошковий
Формула / Реферат:
Порошковий дріт для наплавлення, що складається зі сталевої оболонки і порошкоподібної шихти, яка містить феробор і графіт, який відрізняється тим, що у порошкоподібну шихту введено хром металевий, при цьому компоненти взято в наступному співвідношенні, мас. %: феробор 15,00-39,00 хром металевий 1,00-20,00 графіт 0,15-0,25 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: чавуну, порошковий, високоміцного, зварювання, дріт, наплавлення
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Попередній патент: Різак для газокисневого різання
Наступний патент: Суха будівельна суміш для ремонтних робіт
Випадковий патент: Спосіб комплексного лікування негонококового уретриту