Пристрій для виробництва струнобетонних шпал
Номер патенту: 58680
Опубліковано: 26.04.2011
Автори: Коленчук Дмитро Миколайович, Ємельянова Тамара Тимофіївна, Андрєєв Андрій Адольфович, Ємельянова Тетяна Анатоліївна
Формула / Реферат
1. Пристрій для виробництва струнобетонних шпал, складений з ємкостей заповнювачів, цементу і води, вагових дозаторів цихкомпонентів, бетонного вузла з бетономішалкою примусової дії, пристроїв для подачі бетонної суміші у шпальні форми, віброплощадки для її ущільнення і засобів транспортування завантажених форм у автоклави для термообробки і розопалубнення після термообробки, який відрізняється тим, що всі ємкості складових матеріалів обладнуються термоізоляційними кожухами, також внутрішньою системою регістрів труб, за допомогою яких живлять холодним повітрям від зовнішнього середовища в зимовий період і штучно охолодженим - влітку, всі пристрої з виготовлення і транспортування бетонної суміші до віброплощадки, а далі в автоклави теплоізольовані.
2. Пристрій по п.1, який відрізняється тим, що оснащується ємкостями для накопичення в зимовий період заповнювачів і кількістю на весь рік і охолоджених взимку до розрахункової температури.
3. Пристрій по п.1, який відрізняється тим, що оснащується обертовим розкидачем заповнювачів у ємкостях щебеню і піску для усереднення їх вологості.
4. Пристрій по п.1, який відрізняється тим, що оснащується циклоном для продувки щебеню з метою зниження вмісту пиловидних часток та ємкістю для їх накопичення.
Текст
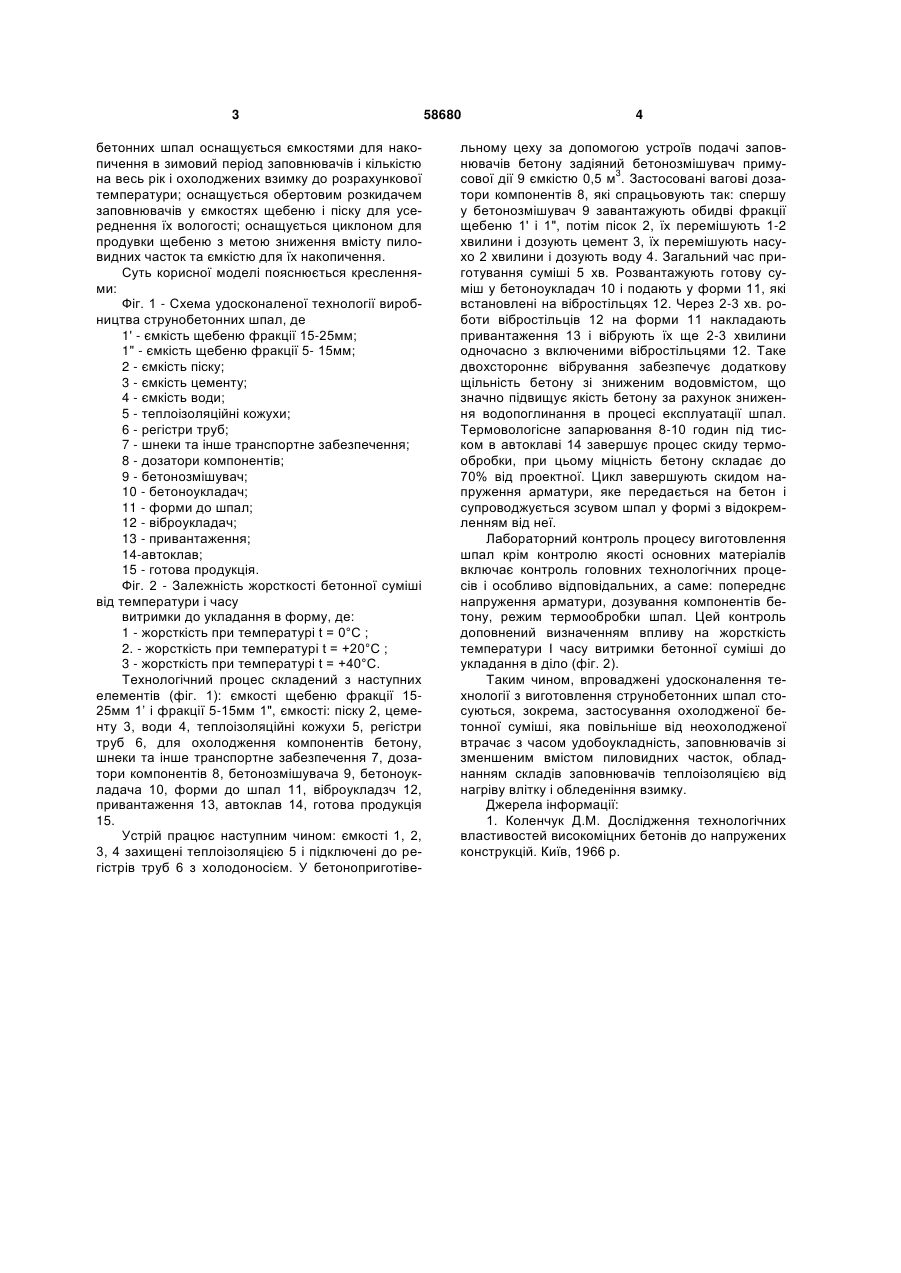
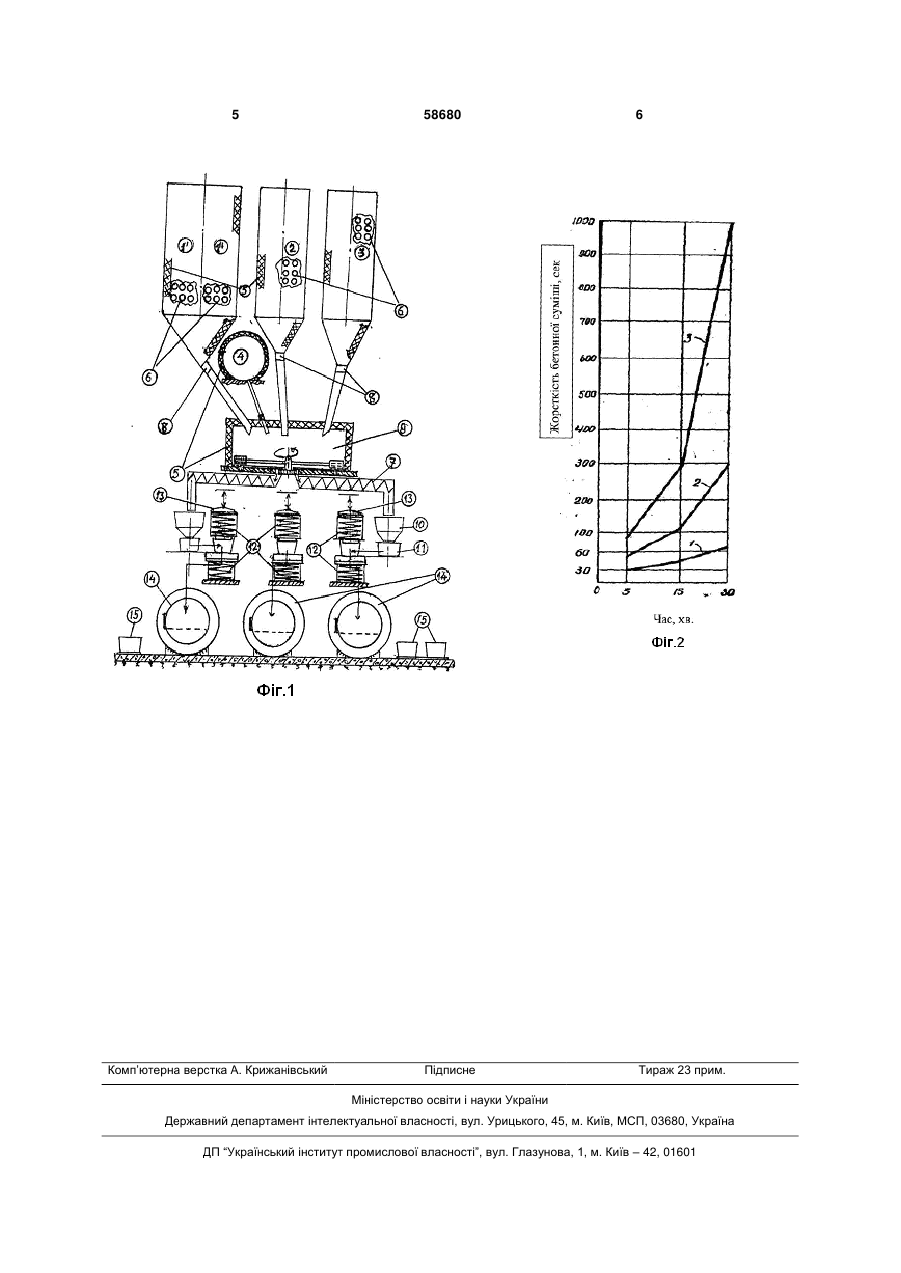
1. Пристрій для виробництва струнобетонних шпал, складений з ємкостей заповнювачів, цементу і води, вагових дозаторів цих компонентів, бетонного вузла з бетономішалкою примусової дії, пристроїв для подачі бетонної суміші у шпальні форми, віброплощадки для її ущільнення і засобів транспортування завантажених форм у автоклави для термообробки і розопалубнення після термообробки, який відрізняється тим, що всі ємкості U 1 3 бетонних шпал оснащується ємкостями для накопичення в зимовий період заповнювачів і кількістю на весь рік і охолоджених взимку до розрахункової температури; оснащується обертовим розкидачем заповнювачів у ємкостях щебеню і піску для усереднення їх вологості; оснащується циклоном для продувки щебеню з метою зниження вмісту пиловидних часток та ємкістю для їх накопичення. Суть корисної моделі пояснюється кресленнями: Фіг. 1 - Схема удосконаленої технології виробництва струнобетонних шпал, де 1' - ємкість щебеню фракції 15-25мм; 1" - ємкість щебеню фракції 5- 15мм; 2 - ємкість піску; 3 - ємкість цементу; 4 - ємкість води; 5 - теплоізоляційні кожухи; 6 - регістри труб; 7 - шнеки та інше транспортне забезпечення; 8 - дозатори компонентів; 9 - бетонозмішувач; 10 - бетоноукладач; 11 - форми до шпал; 12 - віброукладач; 13 - привантаження; 14-автоклав; 15 - готова продукція. Фіг. 2 - Залежність жорсткості бетонної суміші від температури і часу витримки до укладання в форму, де: 1 - жорсткість при температурі t = 0°С ; 2. - жорсткість при температурі t = +20°С ; 3 - жорсткість при температурі t = +40°С. Технологічний процес складений з наступних елементів (фіг. 1): ємкості щебеню фракції 1525мм 1’ і фракції 5-15мм 1", ємкості: піску 2, цементу 3, води 4, теплоізоляційні кожухи 5, регістри труб 6, для охолодження компонентів бетону, шнеки та інше транспортне забезпечення 7, дозатори компонентів 8, бетонозмішувача 9, бетоноукладача 10, форми до шпал 11, віброукладзч 12, привантаження 13, автоклав 14, готова продукція 15. Устрій працює наступним чином: ємкості 1, 2, 3, 4 захищені теплоізоляцією 5 і підключені до регістрів труб 6 з холодоносієм. У бетоноприготіве 58680 4 льному цеху за допомогою устроїв подачі заповнювачів бетону задіяний бетонозмішувач примусової дії 9 ємкістю 0,5 м3. Застосовані вагові дозатори компонентів 8, які спрацьовують так: спершу у бетонозмішувач 9 завантажують обидві фракції щебеню 1' і 1", потім пісок 2, їх перемішують 1-2 хвилини і дозують цемент 3, їх перемішують насухо 2 хвилини і дозують воду 4. Загальний час приготування суміші 5 хв. Розвантажують готову суміш у бетоноукладач 10 і подають у форми 11, які встановлені на вібростільцях 12. Через 2-3 хв. роботи вібростільців 12 на форми 11 накладають привантаження 13 і вібрують їх ще 2-3 хвилини одночасно з включеними вібростільцями 12. Таке двохстороннє вібрування забезпечує додаткову щільність бетону зі зниженим водовмістом, що значно підвищує якість бетону за рахунок зниження водопоглинання в процесі експлуатації шпал. Термовологісне запарювання 8-10 годин під тиском в автоклаві 14 завершує процес скиду термообробки, при цьому міцність бетону складає до 70% від проектної. Цикл завершують скидом напруження арматури, яке передається на бетон і супроводжується зсувом шпал у формі з відокремленням від неї. Лабораторний контроль процесу виготовлення шпал крім контролю якості основних матеріалів включає контроль головних технологічних процесів і особливо відповідальних, а саме: попереднє напруження арматури, дозування компонентів бетону, режим термообробки шпал. Цей контроль доповнений визначенням впливу на жорсткість температури І часу витримки бетонної суміші до укладання в діло (фіг. 2). Таким чином, впроваджені удосконалення технології з виготовлення струнобетонних шпал стосуються, зокрема, застосування охолодженої бетонної суміші, яка повільніше від неохолодженої втрачає з часом удобоукладність, заповнювачів зі зменшеним вмістом пиловидних часток, обладнанням складів заповнювачів теплоізоляцією від нагріву влітку і обледеніння взимку. Джерела інформації: 1. Коленчук Д.М. Дослідження технологічних властивостей високоміцних бетонів до напружених конструкцій. Київ, 1966 р. 5 Комп’ютерна верстка А. Крижанівський 58680 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for production of stringconcrete ties
Автори англійськоюKolenchuk Dmytro Mykolaiovych, Andreev Andrii Adolfovych, Yemelianova Tetiana Anatoliivna, Yemelianova Tamara Tymofiivna
Назва патенту російськоюУстройство для производства струнобетонных шпал
Автори російськоюКоленчук Дмитрий Николаевич, Андреев Андрей Адольфович, Емельянова Татьяна Анатольевна, Емельянова Тамара Тимофеевна
МПК / Мітки
МПК: E04G 21/12
Мітки: струнобетонних, виробництва, пристрій, шпал
Код посилання
<a href="https://ua.patents.su/3-58680-pristrijj-dlya-virobnictva-strunobetonnikh-shpal.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виробництва струнобетонних шпал</a>
Установка для виготовлення залізничних залізобетонних шпал
Номер патенту: 54762
Опубліковано: 25.11.2010
Автори: Молчанов Петро Олександрович, Нестеренко Микола Петрович
МПК: B28B 7/00
Мітки: залізничних, установка, виготовлення, залізобетонних, шпал
Формула / Реферат:
Установка для виготовлення залізничних залізобетонних шпал, яка містить раму, форми для шпал, віброопори, віброзбуджувач з електродвигуном, яка відрізняється тим, що для прискорення виготовлення шпал має парову сорочку та кожух.
Спосіб виготовлення залізобетонних шпал
Номер патенту: 25575
Опубліковано: 10.08.2007
Автор: Ковальчук Віталій Андрійович
МПК: B28B 23/00
Мітки: спосіб, шпал, залізобетонних, виготовлення
Формула / Реферат:
Спосіб виготовлення залізобетонних шпал, який включає укладання бетонної суміші у форму, установку закладних елементів, ущільнення бетонної суміші і її термообробку, який відрізняється тим, що перед укладанням бетонної суміші у формі розташовують використовувані як закладні елементи анкери, на головках яких установлені фіксатори, що являють собою рамки висотою 18-20 мм, виконані з пластмаси.
Пристрій для пересування шпал
Номер патенту: 68527
Опубліковано: 16.08.2004
Автори: Храпач Леонід Миколайович, Баламут Марія Миколаївна, Кучеренко Володимир Миколайович
МПК: E01B 27/00
Мітки: шпал, пристрій, пересування
Формула / Реферат:
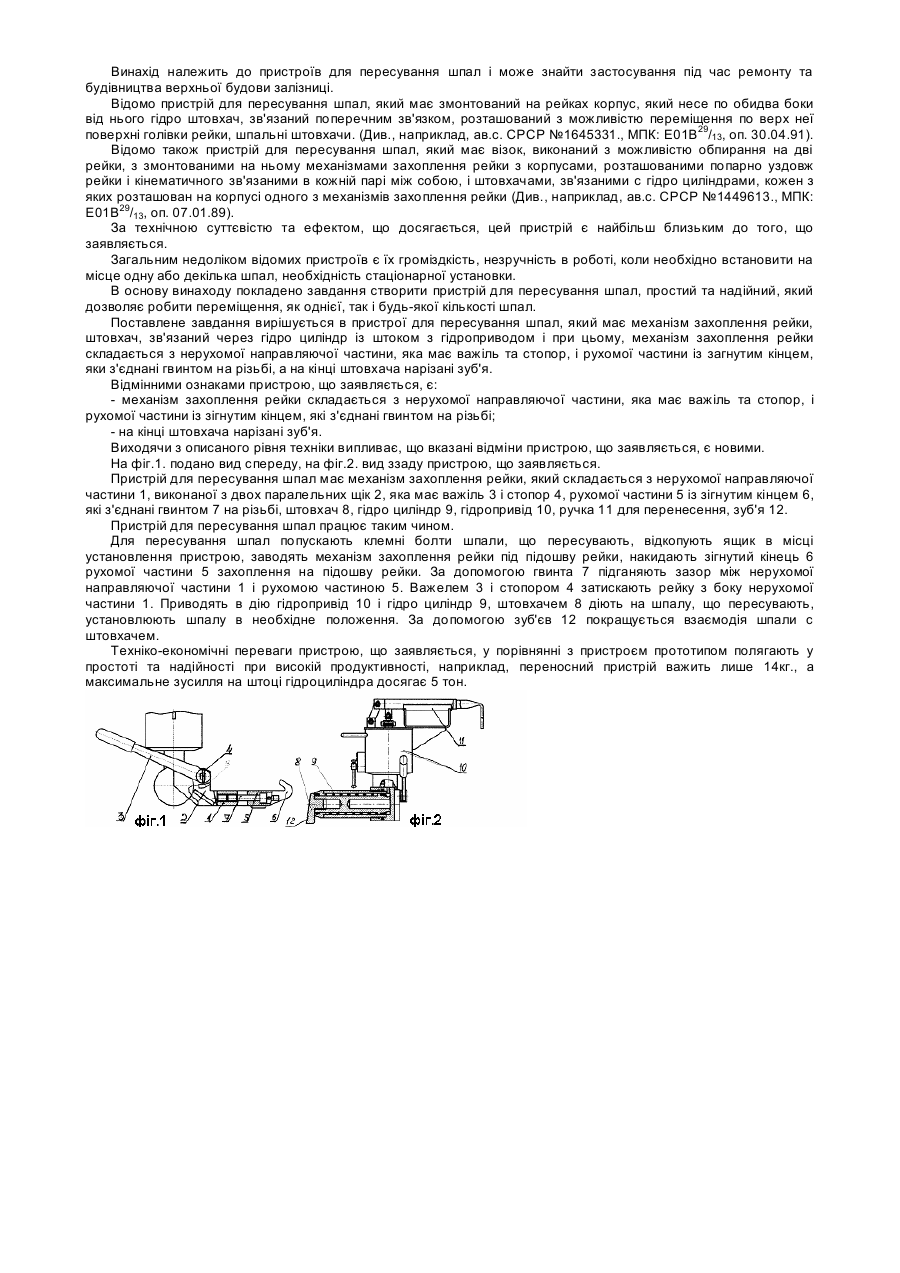
Пристрій для пересування шпал, який має механізм захоплення рейки, штовхач, зв'язаний через гідроциліндр із штоком з гідроприводом, який відрізняється тим, що механізм захоплення рейки складається з нерухомої направляючої частини, яка має важіль та стопор, і рухомої частини із загнутим кінцем, які з'єднані гвинтом на різьбі, а на кінці штовхача нарізані зубці.
Пристрій для фіксації розташування арматури при виготовленні залізобетонних шпал
Номер патенту: 36271
Опубліковано: 27.10.2008
Автор: Гурін Олександр В'ячеславович
МПК: E04C 5/16
Мітки: шпал, залізобетонних, розташування, фіксації, арматури, пристрій, виготовленні
Формула / Реферат:
Пристрій для фіксації розташування арматури при виготовленні залізобетонних шпал, що виготовлена із листової сталі, по контуру якої виконані пази, призначені для розміщення арматури, який відрізняється тим, що товщина листової сталі складає 0,8 мм, при цьому всередині містить ребра жорсткості, які не виходять за габарити пристрою і висота яких не менше 1,6 мм.
Спосіб і машина для підбивання шпал рейкової колії

Номер патенту: 72899
Опубліковано: 16.05.2005
Автори: Йозеф Тойрер, Херберт Вьоргьоттер
МПК: E01B 27/16
Мітки: підбивання, шпал, машина, колії, рейкової, спосіб
Формула / Реферат:
1. Спосіб підбивання шпал рейкової колії, причому рейкова колія (2), яку необхідно трохи підняти та підбити, обмежена двома ходовими механізмами (4) з утворенням ділянки підйому колії (19), який відрізняється тим, що в першій робочій поїздці для підйому колії та внесення щебеню під колію (2) ділянку підйому колії подовжують у поздовжньому напрямку колії, і що в наступній робочій поїздці для формування остаточного заданого положення та...
Попередній патент: 8-оксихінолінію нітробензоати, що проявляють протизапальну та антимікробну активність
Наступний патент: Монтажний пристрій для самофіксивних судинних ендопротезів з пружними в радіальному напрямку фіксуючими елементами
Випадковий патент: Спосіб підвищення інтенсивності росту молодняку свиней на відгодівлі