Пристрій і спосіб ультразвукової ударної обробки
Номер патенту: 61757
Опубліковано: 17.11.2003
Автори: Гришанов Аркадій Олександрович, Гришанова Ірина Аркадіївна
Формула / Реферат
1. Пристрій для ультразвукової ударної обробки, який містить ударні елементи, з'єднані з ультразвуковим перетворювачем, генератор, блок пам'яті, засіб вимірювання власних коливань перетворювача, вихід якого через систему автоматичного підстроювання частоти з'єднаний з генератором, а також компаратор, арифметико-логічну систему і програмований контролер, який відрізняється тим, що додатково містить кавітаційну камеру гідроабразивної обробки в ультразвуковому полі, яка містить металевий кожух, знімний манжет, виготовлений з еластичного матеріалу, ніпель підключення рідини, системи газопостачання і подачі твердих частинок.
2. Спосіб ультразвукової ударної обробки, який включає подавання вимушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, який відрізняється тим, що додатково до місця обробки подають кавітоване середовище, яке складається з рідини з об'ємним вмістом від 0 до 1, твердих частинок і газу.
3. Спосіб по п. 2, який відрізняється тим, що як рідину використовують полімервмісну речовину.
Текст
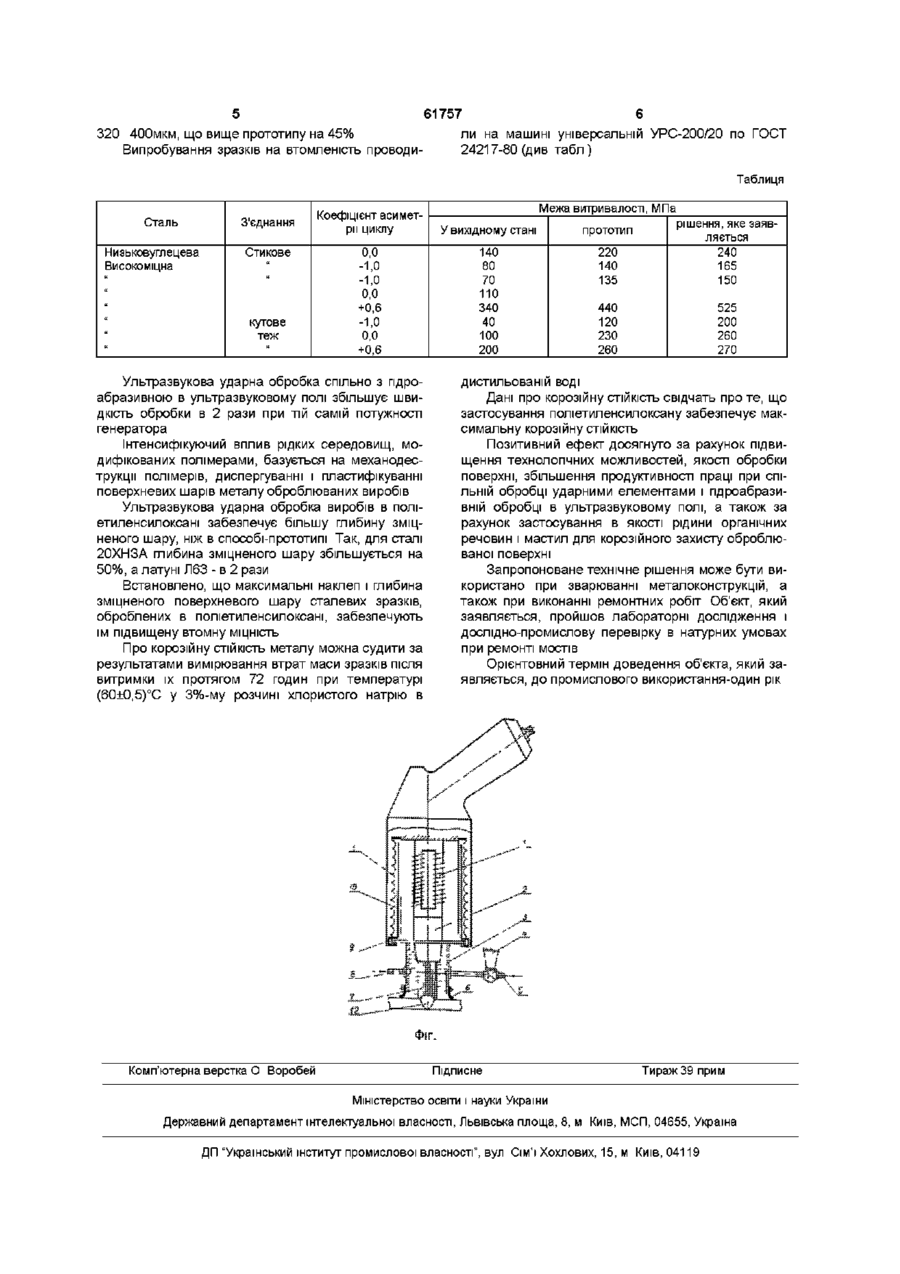
1 Пристрій для ультразвукової ударної обробки, який містить ударні елементи, з'єднані з ультразвуковим перетворювачем, генератор, блок пам'яті, засіб вимірювання власних коливань перетворювача, вихід якого через систему автоматичного підстроювання частоти з'єднаний з генератором, а також компаратор, арифметико-лопчну систему і програмований контролер, який відрізняється тим, що додатково містить кавітаційну камеру пдроабразивноі обробки в ультразвуковому полі, яка містить металевий кожух, знімний манжет, виготовлений з еластичного матеріалу, ніпель підключення рідини, системи газопостачання і подачі твердих частинок 2 Спосіб ультразвукової ударної обробки, який включає подавання вимушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, який відрізняється тим, що додатково до місця обробки подають кавітоване середовище, яке складається з рідини з об'ємним вмістом від 0 до 1, твердих частинок і газу 3 Спосіб по п 2, який відрізняється тим, що як рідину використовують полімервмісну речовину Винахід стосується обладнання для обробки металів тиском і може бути використаний в різних галузях промисловості металургійній, машинобудівній, ХІМІЧНІЙ тощо, а також зварювального обладнання для підвищення МІЦНОСТІ і довготривалості зварних з'єднань металоконструкцій Відомий пристрій для ультразвукової ударної обробки (ас СССР №1420035, кл C21D1/04, 1987г) Основним недоліком зазначеного пристрою є некоректне регулювання режиму навантаження, неможливість обробки поверхонь деталей із складною геометричною формою В зв'язку з цим спостерігається велика витрата енергії, низькі якість і продуктивність ультразвукової ударної обробки Відомий операційний технологічний комплекс для ультразвукової ударної обробки (патент Российской Федерации №2031144, приоритет 11 05 1990), який містить ударні елементи, поєднані з ультразвуковим перетворювачем, генератор, поєднаний виходом з ультразвуковим перетворювачем, блок пам'яті, засіб вимірювання власних механічних коливань перетворювача, вихід якого через систему автоматичного підстроювання частоти поєднаний з генератором, а також він оснащений компаратором, арифметико-лопчним пристроєм і програмованим адаптивним контролером Недоліком вищезгаданого комплексу, прийнятого за прототип, є складність, а ІНОДІ І неможливість обробки поверхонь деталей і металоконструкцій із складною геометрією, прецизійних і тонкостінних деталей із збереженням їх розмірів і форми, елементів ажурної конструкції через можливу їх деформацію І, зрештою, недоліком пристрою-прототипу є низькі якість і продуктивність ударної обробки Поставлена комплексна задача розширити технологічні можливості пристрою, підвищити якість обробки і збільшити продуктивність ультразвукової ударної обробки Вказана задача розв'язана таким чином, що пристрій для ультразвукової ударної обробки, який містить ударні елементи, з'єднані з ультразвуковим перетворювачем, генератор, блок пам'яті, засіб вимірювання власних механічних коливань перетворювача, вихід якого через систему автоматичного підстроювання частоти з'єднаний з генератором, а також компаратор, арифметико-лопчну систему та програмований контролер і додатково містить кавітаційну камеру пдроабразивної обробки в ультразвуковому полі, яка включає металевий кожух, знімний манжет, виготовлений з еластичного матеріалу, ніпель підключення рідини, системи газопостачання і подачі твердих частинок На фігурі (фіг) зображена схема пристрою ультразвукової ударної обробки в зібраному вигляді, яка складається з двох частин Частина І представляє собою герметизовану камеру, всередині якої змонтовані ультразвуковий перетворювач 1, акустичний хвилевід 2, корпус 1 ю (О 61757 охолодника 10, затискна гайка 9 і демпфуюча підвіска 11 Частина II містить кавітаційну камеру пдроабразивної обробки в ультразвуковому полі, що включає металевий кожух циліндричної форми З, всередині якого СПІВВІСНО розташовані хвилевід 2 і кавітатор 7 (ударні елементи), а також знімний манжет 6, виготовлений з еластичного матеріалу і з'єднаний з металевим кожухом 3 хомутом Камера з'єднана з водопровідною мережею або іншим джерелом рідини шляхом гнучкого шланга і ніпеля 8, а також з бункером, що містить абразивний порошок, який потоком повітря з пневмомережі 5 транспортується в простір всередині кожуха З Створення суспензії в кавітаційній зоні при обробці поверхнідеталі 12 відбувається включенням систем подачі повітря (газу) і рідини Знімний манжет 6, виготовлений з еластичного матеріалу (наприклад гуми), прикріплений хомутом до корпуса металевого кожуха, є не тільки ущільнювачем кавітаційної камери, але і елементом, регулюючим зазор між випромінювачем (торці ударників) і оброблюваною поверхнею виробу 12 Застосування манжет із збільшеними розмірами по висоті відбувається при обробці поверхні пдроабразивним способом в ультразвуковому полі, що дозволяє зберігати розміри і форму поверхні деталей і ажурних конструкцій Як джерело живлення пристрою використовується ультразвуковий тиристорний генератор УТГУ1,2-27 Технічна характеристика УТГУ-1,2-27 Вихідна потужність, кВт 0,4 1,2 Вихідна напруга, В до 110 Частота, кГц 24-30 Струм поляризації, А 14-20 Споживана потужність, кВт 2 Напруга живлення, В (Гц) 380 (50) Габаритні розміри, мм 278x480x440 Маса, кг 43 Технічна характеристика пристрою, який заявляється Споживана електрична потужність, Вт до 900 Робоча частота, кГц 27 Напруга збудження, В до 90 Струм поляризації, А 15 Амплітуда коливань хвилеводу, мкм до ЗО КІЛЬКІСТЬ голок-ударників в наборі, шт 15-17 Габаритні розміри, мм 455x180x75 Маса, кг 3,5 Поверхнева обробка матеріалів і елементів конструкції з використанням технічного рішення, що заявляється, може здійснюватися вручну оператором або в автоматичному режимі, наприклад, при обробці зварних з'єднань пристрій монтується на зварювальному обладнанні (автоматі для зварювання металів) Режим зміцнення регулюється зміною статичного тиску інструменту, часу ультразвукової обробки, а також матеріалів, які застосовують при СПІЛЬНІЙ пдроабразивній обробці в ультразвуковому полі До об'єкту, який заявляється, слід додати Спосіб ультразвукової ударної обробки, що включає подачу змушених коливань ультразвукової частоти через перетворювач на ударні елементи і вплив на оброблювану поверхню матеріалу ударними елементами з заданою амплітудою зміщення, при цьому додатково до місця обробки подається кавітоване середовище, що складається з рідини з об'ємним вмістом газу (повітря) і твердих частинок від 0 до 1, в якості рідини використовується полімермістяча речовина Ультразвукові коливання випромінювача (ударних елементів) викликають ЗМІННІ ТИСКИ В рідкому середовищі (суспензії), які призводять до виникнення кавітаційних бульбашок Об'ємна концентрація кавітаційних бульбашок в кавітаційній камері досягає величини порядку 1 10 1 0 1/м3 При схлопуванні кожної бульбашки виникають імпульси тиску, які досягають 103МПа, і підвищення температури до 300-400°С Такі високі ударні імпульси тиску при високій об'ємній концентрації поліпшують умови поверхневої обробки Введення в рідину тонкодисперсних абразивних частинок, розміри яких менше або дорівнюють чверті довжини звукової хвилі, дозволяють підвищити ерозійну активність звукового поля Поряд з чисто кавітаційним руйнуванням тверді частинки, попадаючи в зону дії ударних хвиль і отримуючи високі швидкості, здійснюють додаткову обробку поверхні твердого тіла Ерозійну активність для води, гасу, поліетиленсилоксану оцінювали за ступенем руйнування фольги-тесту з алюмінію-металу з низькою кавітаційною СТІЙКІСТЮ В якості абразивного матеріалу використовували карбід бора, кварцовий пісок з розміром частинок не більше 5мкм Приклад Спосіб здійснювали при зварюванні стикових з'єднань Ультразвуковій обробці піддавали поверхню зони термічного впливу, шва, частину основного металу, прилеглого до шва В якості абразивного порошку застосовували карбід бора з розміром частинок 5мкм, також використовувалася водопровідна вода і повітря з повітряної системи (5ат) Манжет було виготовлено з кабельної гуми по ГОСТ 2068-70 або можна було зробити з будь-якого іншого матеріалу, схожого з кабельною гумою за електротехнічними і фізико-механічними характеристиками, ВОДОСТІЙКІСТЮ, мастило-, нафтостійкістю Об'єкт, який заявляється, при вимкненій системі подачі повітря і твердих частинок (з об'ємним вмістом-1) працює в режимі охолодження, а при відключенні рідини-як прототип (об'ємний вміст-0) з абразивним очищенням поверхні виробу Шорсткість поверхні досліджували на мікроскопі МИС-11 і інтерферометрі МИИ-4 За критерій оцінки шорсткості поверхні приймали величину середнього відхилення мікронерівностей Шорсткість поверхні знижується на один-три класи від вихідного (прототипу) Як показав аналіз, загальний характер мікрорельєфу зміцненої поверхні стає більш сприятливим КІЛЬКІСТЬ виступів і впадин (концентраторів напруг) на одиницю площі поверхні суттєво зменшується Глибину і ступінь наклепу визначали методом вимірювання твердості за Вікерсом на косому зрізі зразка Глибина залягання стискуючих залишкових напруг в залежності від режиму зміцнення склала 320 400мкм, що вище прототипу на 45% Випробування зразків на втомленість проводи 61757 ли на машині універсальній УРС-200/20 по ГОСТ 24217-80 (див табл) Таблиця Сталь Низьковуглецева Високоміцна З'єднання Стикове кутове теж Коефіцієнт асиметрії циклу У вихідному стані 0,0 -1,0 -1,0 0,0 +0,6 -1,0 0,0 +0,6 140 80 70 110 340 40 100 200 Ультразвукова ударна обробка спільно з пдроабразивною в ультразвуковому полі збільшує швидкість обробки в 2 рази при тій самій потужності генератора Інтенсифікуючий вплив рідких середовищ, модифікованих полімерами, базується на механодеструкцм полімерів, диспергуванні і пластифікуванні поверхневих шарів металу оброблюваних виробів Ультразвукова ударна обробка виробів в поліетилене ил океан і забезпечує більшу глибину зміцненого шару, ніж в способі-прототипі Так, для сталі 20ХНЗА глибина зміцненого шару збільшується на 50%, а латуні Л63 - в 2 рази Встановлено, що максимальні наклеп і глибина зміцненого поверхневого шару сталевих зразків, оброблених в поліетиленсилоксані, забезпечують їм підвищену втомну МІЦНІСТЬ Про корозійну СТІЙКІСТЬ металу можна судити за результатами вимірювання втрат маси зразків після витримки їх протягом 72 годин при температурі (60±0,5)°С у 3%-му розчині хлористого натрію в Комп'ютерна верстка О Воробей Межа витривалості, МПа рішення, яке заявпрототип ляється 220 240 140 165 135 150 440 120 230 260 525 200 260 270 дистильованій воді Дані про корозійну СТІЙКІСТЬ свідчать про те, що застосування поліетиленсилоксану забезпечує максимальну корозійну СТІЙКІСТЬ Позитивний ефект досягнуто за рахунок підвищення технологічних можливостей, якості обробки поверхні, збільшення продуктивності праці при СПІЛЬНІЙ обробці ударними елементами і пдроабразивній обробці в ультразвуковому полі, а також за рахунок застосування в якості рідини органічних речовин і мастил для корозійного захисту оброблюваної поверхні Запропоноване технічне рішення може бути використано при зварюванні металоконструкцій, а також при виконанні ремонтних робіт Об'єкт, який заявляється, пройшов лабораторні дослідження і дослідно-промислову перевірку в натурних умовах при ремонті мостів Орієнтовний термін доведення об'єкта, який заявляється, до промислового використання-один рік Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюA device and a method for ultrasonic impact treatment
Автори англійськоюHryshanov Arkadii Oleksandrovych, Hryshanova Iryna Arkadiivna
Назва патенту російськоюУстройство и способ ультразвуковой ударной обработки
Автори російськоюГришанов Аркадий Александрович, Гришанова Ирина Аркадиевна
МПК / Мітки
МПК: C21D 1/04
Мітки: пристрій, ударної, обробки, спосіб, ультразвукової
Код посилання
<a href="https://ua.patents.su/3-61757-pristrijj-i-sposib-ultrazvukovo-udarno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб ультразвукової ударної обробки</a>
Пристрій для ультразвукової ударної обробки металів

Номер патенту: 47536
Опубліковано: 15.07.2002
Автори: Книш Віталій Васильович, Козлов Олександр Вікторович, Прокопенко Георгій Іванович, Клейман Яков Ісакович, Міхеєв Павло Петрович, Кудрявцев Юрій Філіпович
МПК: B24B 1/04, C21D 1/04, B24B 39/00, C21D 11/00
Мітки: металів, обробки, ударної, пристрій, ультразвукової
Формула / Реферат:
1. Пристрій для ультразвукової ударної обробки металів, який містить послідовно з’єднані ультразвуковий генератор, п’єзокерамічний перетворювач, трансформатор коливальної швидкості (ТКШ), головку у вигляді стакана, встановлену з можливістю її вільного обертання навколо осі ТКШ і з отворами у донній частині, в яких розташовані стрижневі ударні інструменти з конічними потовщеннями на верхніх кінцях, а між інструментами і торцем ТКШ знаходиться...
Спосіб ультразвукової ударної обробки і операційний технологічний комплекс для його реалізації

Номер патенту: 12741
Опубліковано: 28.02.1997
Автори: Арановскій Дмітрій Євгеньєвіч, RU, Вострухін Євгеній Алексєєвіч, RU, Патон Борис Євгенович, Труфяков Володимир Іванович, Міхеєв Павло Петрович, Чірцов Сєргєй Жоржевіч, RU, Статніков Єфім Шмульєвіч, RU, Лобанов Леонід Михайлович
МПК: C21D 1/04
Мітки: обробки, ультразвукової, технологічний, реалізації, спосіб, операційний, ударної, комплекс
Формула / Реферат:
(57) 1 Способ ультразвуковой ударной обработки преимущественно сварных металлоконструкций ударными элементами, соединенными с ультразвуковым преобразователем включающий подачу вынужденных колебаний ультразвуковой частоты через преобразователь на ударные элементы и воздействие на обрабатываемую поверхность материала ударными элементами с заданной по технологии амплитудой смещения их выходных торцев перпендикулярно обрабатываемой поверхности,...
Спосіб депресійно-ударної обробки пласта та пристрій для його застосування
Номер патенту: 9702
Опубліковано: 30.09.1996
Автори: Білоіван Анатолій Федорович, Гушул Василь Васильович, Глагола Дмитро Дмитрович, Лисюк Микола Олександрович, Охріменко Григорій Михайлович, Маряк Степан Григорович
МПК: E21B 43/25
Мітки: обробки, пристрій, застосування, депресійно-ударної, пласта, спосіб
Формула / Реферат:
1. Спосіб депресійно-ударної обробки пласта, який включає двосторонню ізоляцію оброблюваного пласта і відсмоктування свердловинної рідини з інтервалу оброблюваного пласта, який відрізняється тим, що відсмоктування починають з інтервалу оброблюваного пласта і закінчують на оточуючих пласт зверху і знизу дільницях стовбуpa свердловини.2. Пристрій для депресійно-ударної обробки пласта, який містить групу герметичних буферних...
Пристрій для ультразвукової обробки рідини в протоці
Номер патенту: 55279
Опубліковано: 17.03.2003
Автори: Мовчанюк Андрій Валерійович, Луговський Олександр Федорович, Чорний Валерій Іванович
МПК: C02F 1/36, A61L 2/02, C02F 1/48
Мітки: протоці, пристрій, обробки, рідини, ультразвукової
Формула / Реферат:
Пристрій для ультразвукової обробки рідини в протоці, що містить трубу для рідини, яка затиснута з боків через прокладки із дугоподібними западинами ультразвуковими випромінювачами, електрично зв'язаними із виходом генератора, які, в свою чергу, контактують через сухарі із болтами, що впираються в систему притиску, який відрізняється тим, що ультразвукові випромінювачі виконані складеними п'єзоелектричними, випромінююча накладка яких є...
Пристрій для ультразвукової обробки

Номер патенту: 8366
Опубліковано: 29.03.1996
Автори: Красовський Тарас Анатолійович, Прокопенко Георгій Іванович, Твердохліб Андрій Феодосійович
МПК: B24B 1/04
Мітки: обробки, ультразвукової, пристрій
Формула / Реферат:
Устройство для ультразвуковой обработки, содержащее электромеханический преобразователь с присоединенной к нему колебательной системой, согласующее устройство, содержащее выходной трансформатор, к первичной обмотке которого подключены последовательно соединенные интегратор, управляемый задающий генератор и усилитель мощности, а к вторичной - датчик обратной связи, соединенный с фазовым детектором, выход которого соединен с интегратором,...
Попередній патент: Композиція інгредієнтів для біостимулятора “цинкін”
Випадковий патент: Система контролю прокатних виробів і спосіб експертизи поверхні прокатних виробів прокатного стана