Спосіб ультразвукової ударної обробки і операційний технологічний комплекс для його реалізації
Номер патенту: 12741
Опубліковано: 28.02.1997
Автори: Лобанов Леонід Михайлович, Міхеєв Павло Петрович, Статніков Єфім Шмульєвіч, RU, Арановскій Дмітрій Євгеньєвіч, RU, Патон Борис Євгенович, Чірцов Сєргєй Жоржевіч, RU, Труфяков Володимир Іванович, Вострухін Євгеній Алексєєвіч, RU

Формула / Реферат
(57) 1 Способ ультразвуковой ударной обработки преимущественно сварных металлоконструкций ударными элементами, соединенными с ультразвуковым преобразователем включающий подачу вынужденных колебаний ультразвуковой частоты через преобразователь на ударные элементы и воздействие на обрабатываемую поверхность материала ударными элементами с заданной по технологии амплитудой смещения их выходных торцев перпендикулярно обрабатываемой поверхности, отличающийся тем, что дополнительно периодически прекращают подачу вынужденных колебаний ультразвуковой частоты на преобразователь, измеряют частоту и амплитуду собственных механических колебаний преобразователя под нагрузкой, по частоте собственных колебаний осуществляют автоматическую подстройку частоты вынужденных колебании после возобновления подачи колебаний ультразвуковой частоты на преобразователь по изменению амплитуды собственных колебаний изменяют длительность последующей подачи вынужденных колебаний па преобразователь, при достижении амплитудой собственных колебаний верхнего критического значения определяемого из условия достижения верхнего заданного уровня пластической деформации материала, подачу вынужденных колебаний на преобразователь прекращают при дальнейшем снижении амплитуды собственных колебаний до нижнего критического значения, определяемого из условия достижения нижнего заданного уровня пластической деформации материала, подают на преобразователь вынужденные колебания и циклы подачи и снятия вынужденных колебании на преобразователь повторяют до момента стабилизации декремента затуханий, после чего осуществляют обработку другого участка поверхности.
2. Способ по п. 1,отличающийся тем что при снижении амплитуды собственных колебаний до нижнего критического значения подают на преобразователь вынужденные колебания с амплитудой соответствующей верхнему критическому значению.
3. Способ по п. 1, отличающийся тем что в начале ультразвуковой ударной обработки подают на преобразователь заданное по технологии напряжение возбуждения UH и задают количество периодов вынужденных колебаний nн, после подачи которых на преобразователь измеряют амплитуду (Uк) собственных колебаний, определяют коэффициент (Кв) восстановления амплитуды колебаний
а также количество периодов nн необходимое для достижения верхнего критического значения амплитуды колебаний Uвх по соотношению
4. Операционный технологический комплекс для ультразвуковой ударной обработки, содержащий ударные элементы, соединенные с ультразвуковым преобразователем, генератор, соединенный выходом с ультразвуковым преобразователем, блок памяти, средство измерения собственных механических колебаний преобразователя, выход которого через систему автоматической подстройки частоты соединен с генератором, отличающийся тем, что он снабжен компаратором, арифметическо-логическим устройством, программируемым адаптивным контроллером, причем второй выход средства измерения собственных механических колебаний преобразователя соединен с первым входом арифметическо-логического устройства, третий выход - с первым входом компаратора, а управляющий вход - с первым выходом программируемого адаптивного контроллера, второй выход которого соединен со вторым входом генератора, а первый, второй, третий и четвертый входы соединены, соответственно, с первым выходом компаратора, выходом генератора, первым выходом блока памяти, первым выходом арифметическо-логического устройства, второй вход которого соединен со вторым выходом блока памяти, третий вход - со вторым выходом компаратора, и второй выход - с первым входом блока памяти, третий выход компаратора соединен со вторым входом блока памяти, третий выход которого соединен со вторым входом компаратора.
Текст
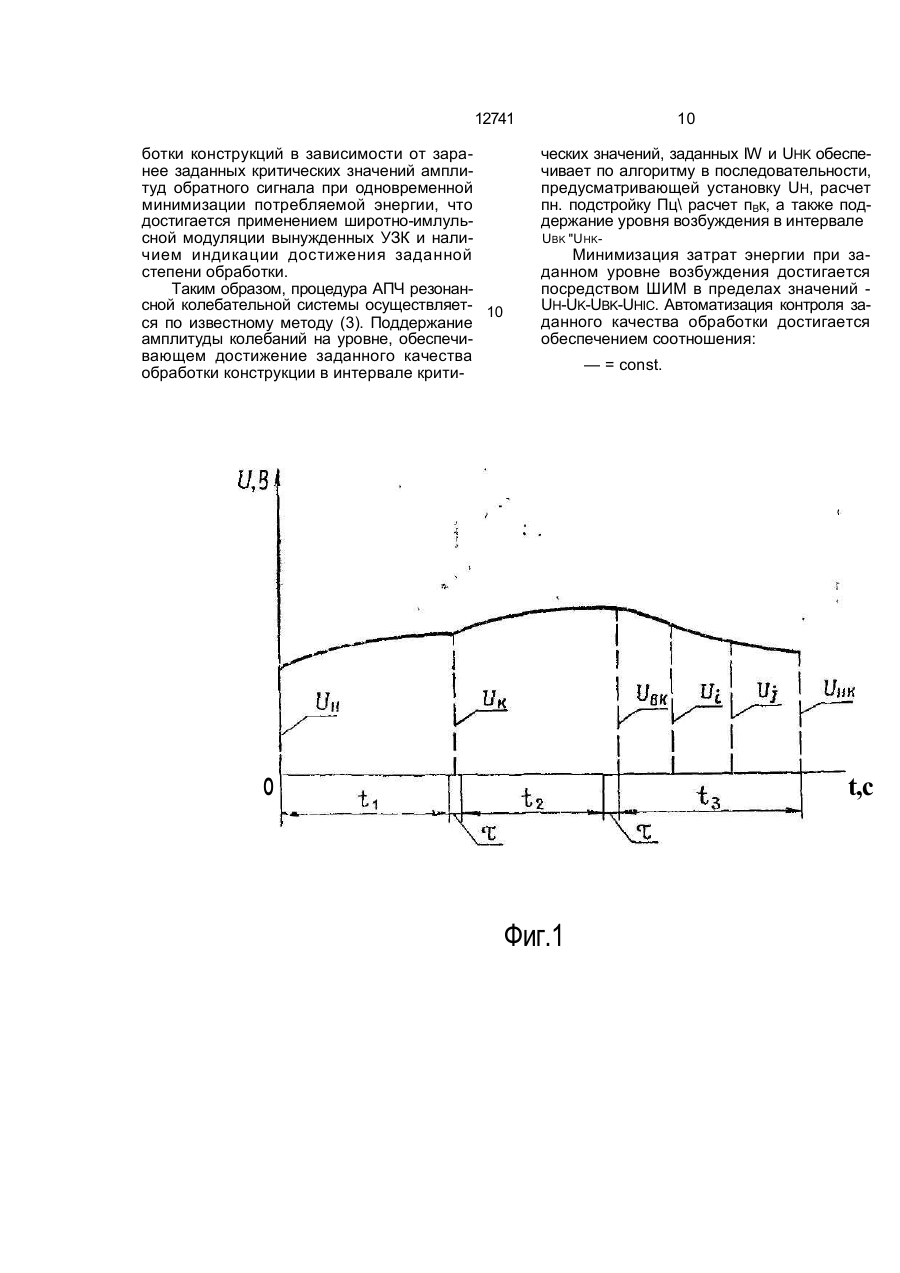
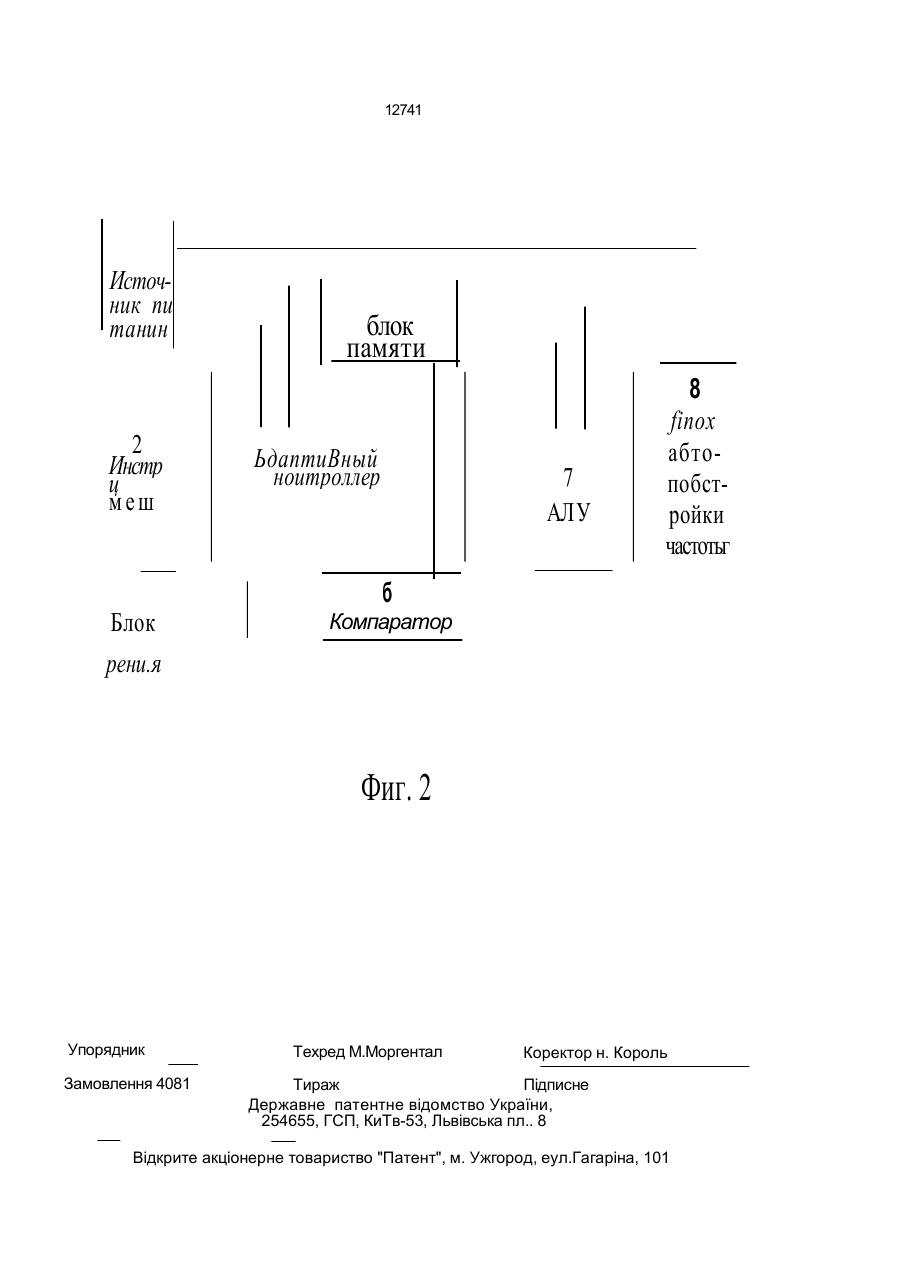
1 Способ ультразвуковой ударной об работки преимущественно сварных ме таллоконструкций ударными элементами, соединенными с ультразвуковым преобразо вателем включающий подачу вынужденных колебаний ультразвуковой частоты через пре образователь на ударные элементы и воздей ствие на обрабатываемую поверхность материала ударными элементами с задан ной по технологии амплитудой смещения их выходных торцев перпендикулярно обраба тываемой поверхности, о т л и ч а ю щ и й с я тем что дополнительно периодически прекращают подачу вынужденных колеба ний ультразвуковой частоты на преобразо ватель, измеряют частоту и амплитуду собственных механических колебаний пре образователя под нагрузкой, по частоте собственных колебаний осуществляют ав томатическую подстройку частоты вынуж денных колебании после возобновления подачи колебаний ультразвуковой частоты на преобразователь по изменению ампли туды собственных колебаний изменяют длительность последующей подачи вынужденных колебаний па преобразователь, при достижении амплитудой собственных колебаний верхнего критического значения определяемого из условия достижения верхнего заданного уровня пластической деформации материала, подачу вынужденных колебаний на преобразователь прекращают при дальнейшем снижении амплитуды собственных колебаний до нижнего критического значения, определяемого из условия достижения нижнего заданного уровня пластической деформации материала, подают на преобразователь вынужденные колебания и циклы подачи и снятия вынужденных колебании на преобразователь повторяют до момента стабилизации декремента затуханий, после чего осуществляют обработку другого участка поверхности 2 Способ по п 1 , о т л и ч а ю щ и й с я тем что при снижении амплитуды собствен ных колебаний до нижнего критического значения подаютна преобразователь вынуж денные колебания с амплитудой соответству ющей верхнему критическому значению 3 СпосоЬ no n 1, о т л и ч а ю щ и й с я тем что в начале ультразвуковой ударной обработки подают на преобразователь за данное по технологии напряжение возбуж дения UH И задают количество периодов вынужденных колебаний гы, после подачи которых на преобразователь измеряют амп литуду (UK) собственных колебаний, определяют коэффициент (К в ) восстановления амплитуды колебаний н К. U K-U H П а также количество периодов пм необходимое для достижения верхнего критического 12741 значения амплитуды колебаний UBK ПО соотношению пн UBK-UK А. Операционный технологический комплекс для ультразвуковой ударной обработки, содержащий ударные элементы, соединенные с ультразвуковым преобразователем, генератор, соединенный выходом с ультразвуковым преобразователем, блок памяти, средство измерения собственных механических колебаний преобразователя, выход которого через систему автоматической подстройки частоты соединен с генератором, отличающийся тем, что он снабжен компаратором, арифметическо-логическим устройством, программируемым адаптивным контроллером, причем второй выход средства измерения собственных Заявляемое изобретение относится к области технологического применения уль тразвуковых колебаний (УЗК) и может быть использовано в машиностроении, судостро ении и других отраслях промышленности , 5 связанных с производством сварных конст рукций, при разработке эффективных мето дов и оборудования для повышения качества, надежности и долговечности объ ектов производства с высокими потреби- ^ тельскими свойствами, работающих при больших эксплуатационных нагрузках , близких к пределам статической, динамиче ской, малоцикловой и многоцикловой проч ности конструкционных материалов. 1(Наиболее близким решением операци онного технологического комплекса является устройство для ультразвуковой ударной обработки, которое содержит ударные элементы, соединенные с ультразвуковым пре20 образователем; генератор, соединенный выходом с ультразвуковым преобразова телем; блок памяти; средство измерения собственных механических колебаний пре образователя, выход которого через систему автоматической подстройки частот 25 соединен с генератором. Однако такое устройство для ультразвуковой ударной обработки не обеспечивает адаптацию режима работы комплекса к за данным параметрам обработки, минимиза- 30 цию затрат энергии в адаптивном режиме , автоматизацию контроля качества, так как схема прототипа не обеспечивает формирование и анализ информационного сигнала, механических колебаний преобразователя соединен с первым входом арифметическоложческого устройства, третий выход - с первым входом компаратора, а управляющий вход - с первым выходом программируемого адаптивного контроллера, второй выход которого соединен со вторым входом генератора, а первый, второй, третий и четвертый входы соединены, соответственно, с первым выходом компаратора, выходом генератора, первым выходом блока памяти, первым выходом арифметическо-логичеСКОІ о устройства, второй вход которого соединен со вторым выходом блока памяти, третий вход - со вторым выходом компаратора, и второй выход - с первым входом блока памяти, третий выход компаратора соединен со вторым входом блока памяти, третий выход которого соединен со вторым входом компаратора. характеризующего текущий эквивалентный возможному управляющему сигналу параметр нагрузки (например, добротность). 8 основу изобретения положена задача создания такого способа ультразвуковой ударной обработки и операционного технологического комплекса, который обеспечит достижение заданного качества обработки сварных соединений в адаптивном режиме при минимальном потреблении энергии, автоматизации управления и контроля за счет модуляции управляющего сигнала в заданном для данного материала интервале критических амплитуд смещений и контроля изменения добротности системы по мере пластического деформирования обрабатываемой поверхности. Поставленная цель достигается с по мощью предложенного способа анализа информационного сигнала обратной связи, формирования управляющих сигналов, анализа сигнала, характеризующего качество обработанной поверхности, и схемы, обеспечивающей их реализацию. Для достижения этой цели предложен способ ультрззвуковой ударной обработки, преимущественно сварных металлоконст рукций ударными элементами, соединенными с ультразвуковым преобразователем, включающий подачу вынужденных коле баний ультразвуковой частоты через преобразователь на ударные элементы и воздействие на обрабатываемую поверх ность материала ударными элементами с заданной по технологии амплитудой смеще 12741 ния мх выходных торцев перпендикулярно обрабатываемой поверхности, о котором дополнительно периодически прекращают подачу вынужденных колебаний улыризву ковой частоты на преобразователь, измеряют 5 частоту її амплитуду собственных механических колебаний преобразователя под нагрузкой, по частоте собственных колебании осуществляют автоматическую подстройку частоты вынужденных колебаний после воз- -|п обновления подачи колебаний ультразвуковой частоты на преобразователь, по изменению амплитуды собственных колебаний изменяют длительность последующей подачи вынужденных колебании на преоб ^ разователь, при достижении амплитудой собственных колебаний верхнего критического значения, определяемого из условия достижения верхнего заданною уровня пла стической деформации материала, подачу -jn вынужденных колебаний на преобразователь прекращают, при дальнейшем снижении амплитуды собственных колебаний до нижнего критического значения,определяемого из условия достижения нижнею заданного уровня пластической деформации материа- ° ла, подают на преобразователь вынужденные колебания и циклы подачи и снятия вынужденных колебаний на преобразователь повторяют до момента стабилизации декремента затуханий, после чего осуществляют обработку 30 другого участка поверхности Целесообразно для снижения амплитуды собственных колебаний до нижнего критического значения подавать на пре образователь вынужденные колебания с 35 амплитудой, соответствующей верхнему критическому значению Целесообразно в начале ультразвуковой ударной обработки подавать на преобразователь заданное по технологии 40 напряжение возбуждения UH И задавать количество периодов вынужденных колебаний UH. после подачи которых на преобразователь измеряют амплитуду (U*) собственных колебаний, определять коэффициент (Кв) 45 восстановления амплитуды колебаний Пн а также количество периодов п п необходимое для достижения верхнего критического значения амплитуды колебании lh к по соотношению її _п Для достижения этой цели предложен также операционный технологический ком 50 55 плекс для ультразвуковой ударной обработки, содержащий ударнііе элементы, соединенные с ультразвуковым преобразователем , генератор, соединенный выходом с ультразвуковым преобразователем, блок памяти, средство измерения собственных механических колебаний преобразователя, выход которого через систему автоматической подстройки частоты соединен с генератором, причем комплекс снабжен компаратором, арифметическо-логическим устройством, программируемым адаптивным контроллером, причем пторой выход средства измерения собственных механических колебаний преобразователя соединен с первым входом арифметическо-логического устройства, третий выход-с первым входом компаратора, а управляющий вход-с первым выходом поограммируемого адаптивного контроллера, второй выход которого соединен со вторым входом генератора, а первый, второй, третий и четвертый входы соединены, соответственно, с первым выходом компаратора, выходом генератора, первым выходом блока памяти, первым выходом арифметическо-логического устройства, второй вход которого соединен со вторым выходом блока памяти, третий вход - со вторым выходом компаратора, и второй выход - с первым входом блока памяти, третий выход компаратора соединен со вторым входом блока памяти, третий выход которого соединен со вторым входом компаратора Предложенный авторами способ и операционный технологический комплекс обес печивают достижение заданной степени обработки при минимальном энергопотреблении за счет анализа обратного сигнала, формирования управляющего сигнала и широтно-импульсной модуляции напряжения возбуждения на і есущей резонансной час тоте колебательной системы под нагрузкой На фиг 1 представлена эпюра огибающей УЗК, обрабатываемых схемой обработки обратного сигнала, на фиг 2-функциональная блок-схема операционного технологического комплекса, поясняющая работу схемы обрабогги одратиого сь>гнзла Сущность изобретения заключается в том, что обработка обратного сигнала с выхода высокодобротного электромеханического преобразователя в фазе собственных колебаний конструкции осуществляется следующим образом В момент включения инструмента пользователем в начале обработки конструкции программируемый адаптивный юнтроллер (ПАК) 5 устанавливает начальную амплитуду напряжения UH на ИП 1 значение которой находится в блоке памяти 4 Через заранее заданное в блоке памяти 4 число периодов 12741 8 пор, пока амплитуда обратного сигнала с блока измерения ОС 3, постоянно контролируемая компаратором б, не достигает заранее заданного нижнего критического уровня UHK, значение которого хранится в блоке памяти 4, После этого компаратор 6 выдает сигнал на ПАК 5 подать команду на включение ИП 1 для следующего импульса УЗК. Кроме того, в интервал времени хз ПАК 5 выдает команду блоку измерения ОС 3 измерить амплитуды обратного сигнала с заранее заданными номерами, считая с начала интервала времени ta например, i-тый и J-тый - Ui и Uj соответственно. Эти значения поступают в АЛУ 7, где Кв - коэффициент восстановления которое производит расчет по формуле амплитуды колебаний. Значение К в запоминается в блоке памяти д=и' 4. Далее АЛУ 7 производит расчет чис- 20 ла УЗК п н , соответствующего интервалу времени t2, в течение которого амплитуда где А- отношение амплитуд сигналов, знанапряжения ИП 1 должна достигнуть верхнего чение его запоминается в блоке памяти 4. В критического уровня UBK, значение которого следующей паузе вынужденных УЗК ИП 1 хранится в блоке памяти 4. Расчет «с АЛУ 7 вычисляет значение А'. На компарапроизводится по формуле торе 6 производится сравнение значений Аи А'. В случае равенства значений Ли А UBK ~ U. компаратор 6 подает сигнал на ПАК 5 дать Пн команду на выключение МП 1 и индикацию Кв окончания обработки конструкции. Если 30 значение А отличается от значения А', комРассчитанное в АЛУ 7 число периодов, паратор б подает сигнал ПАК 5 выдать косоответствующее интервалу времени t2. передается на ПАК 5 для управления ИП 1. Ин- манду ИП 1 на формирование следующего тервал времени ti + t2 соответствует целому импульса УЗК для продолжения обработки импульсу УЗК. После контроля обработки рас- конструкции. Количество колебаний в слесчитанногочислаУЗКпнПАКБаыдает коман-ду дующем импульсе рассчитывается в АЛУ 7 на блок измерения ОСЗ для измерения по формуле амплитуды обратного сигнала в первом _UBK-U. периоде собственных колебаний, соответПвк ствующей новой измерительной паузе х. Измеренное значение IV сравнивается с ^0 и запоминается D блоке памяти 4. UBK на компараторе 6. Если значение UK' не Начинается следующий рабочий период, достигло UBK, компаратор 6 выдает сигнал на где вместо Пн в расчетах АЛУ 7 будет АЛУ 7 для расчета нового значения по формуле использовано значение ппк, а вместо UH 45 значение U K -предыдущего импульса. Это B обеспечивает широтно-импульсную Пи Ко модуляцию (ШИМ) импульсов УЗК, что ПАК 5 контролирует обработку наряду с индикацией окончания обработки минимизировать затраты п н' числа позволяет УЗК и дает команду на блок измерения ОС 50 энергии на обработку при нормированном 3 повторить цикл измерения амплитуды об ее качестве. Схема АПЧ 8 работает независимо от ратного сигнала в следующей измеритель схемы обработки обратного сигнала и осуной паузе г, а компаратор 6 повторяет цикл сравнения вновь полученного значения UK" ществляет непрерывную подстройку частосо значением UBK. 55 ты ИП 1. 1 Технико-экономическая эффективность Если и* достигло или превысило значеспособа и операционного технологического ние UBK, компаратор 6 выдает сигнал на ПАК комплекса для его реализации определя5 для снятия вынужденных УЗК на ИП 1. ется наличием системы управления, котоПауза вынужденных УЗК ИП 1. соответствурая наряду со схемой АПЧ 8 имеет схему ющая интервалу времени із, длится до тех обработки обратного сигнала, позволяющую получать необходимую степень обраУЗК Пн соответствующее интервалу времени п. ПАК 5 выдает команду ИП 1 сделать измерительную паузу нормированной длительности г, во время которой по следую- 5 щей команде ПАК производится измерение конечного значения амплитуды U* о блоке изм ер ен ия об р атн ог о с иг нал а (О С) 3, получаемого с инструмента 2. Значения UH, UK И ПН передаются в арифметическо-логи- ю ческое устройство (АЛУ) 7, производящее вычисление по формуле KF Пн 15 U 12741 ботки конструкций в зависимости от заранее заданных критических значений амплитуд обратного сигнала при одновременной минимизации потребляемой энергии, что достигается применением широтно-имлульсной модуляции вынужденных УЗК и наличием индикации достижения заданной степени обработки. Таким образом, процедура АПЧ резонансной колебательной системы осуществляет- 10 ся по известному методу (3). Поддержание амплитуды колебаний на уровне, обеспечивающем достижение заданного качества обработки конструкции в интервале крити 10 ческих значений, заданных IW и UHK обеспечивает по алгоритму в последовательности, предусматривающей установку UH, расчет пн. подстройку Пц\ расчет пВк, а также поддержание уровня возбуждения в интервале UBK "UHK Минимизация затрат энергии при заданном уровне возбуждения достигается посредством ШИМ в пределах значений UH-UK-UBK-UHIC. Автоматизация контроля заданного качества обработки достигается обеспечением соотношения: — = const. t,c О Фиг.1 12741 Источник пи танин блок памяти 8 2 Инстр ц меш Блок ЬдаптиВный ноитроллер 7 АЛ У finox абтопобстройки частотьг б Компаратор рени.я Фиг. 2 Упорядник Замовлення 4081 Техред М.Моргентал Коректор н. Король Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл.. 8 Відкрите акціонерне товариство "Патент", м. Ужгород, еул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic percussion processing and operational technological complex for implementation trereof
Автори англійськоюPaton Borys Yevhenovych, Lobanov Leonid Mykhailovych, Trufiakov Volodymyr Ivanovych, Mikheev Pavlo Petrovych
Назва патенту російськоюСпособ ультразвуковой ударной обработки и операционный технологический комплекс для его реализации
Автори російськоюПатон Борис Евгеньевич, Лобанов Леонид Михайлович, Труфяков Владимир Иванович, Михеев Павел Петрович
МПК / Мітки
МПК: C21D 1/04
Мітки: реалізації, комплекс, обробки, технологічний, ультразвукової, ударної, спосіб, операційний
Код посилання
<a href="https://ua.patents.su/6-12741-sposib-ultrazvukovo-udarno-obrobki-i-operacijjnijj-tekhnologichnijj-kompleks-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукової ударної обробки і операційний технологічний комплекс для його реалізації</a>
Пристрій для ультразвукової обробки

Номер патенту: 8366
Опубліковано: 29.03.1996
Автори: Твердохліб Андрій Феодосійович, Прокопенко Георгій Іванович, Красовський Тарас Анатолійович
МПК: B24B 1/04
Мітки: обробки, ультразвукової, пристрій
Формула / Реферат:
Устройство для ультразвуковой обработки, содержащее электромеханический преобразователь с присоединенной к нему колебательной системой, согласующее устройство, содержащее выходной трансформатор, к первичной обмотке которого подключены последовательно соединенные интегратор, управляемый задающий генератор и усилитель мощности, а к вторичной - датчик обратной связи, соединенный с фазовым детектором, выход которого соединен с интегратором,...
Спосіб контролю імпульсів зі сплощенною вершиною та пристрій для його реалізації
Номер патенту: 6349
Опубліковано: 29.12.1994
Автори: Ванько Володимир Михайлович, Дороніна Ольга Михайлівна, Лавров Геннадій Миколайович
МПК: G01R 19/04
Мітки: вершиною, імпульсів, контролю, пристрій, сплощенною, реалізації, спосіб
Формула / Реферат:
1. Способ контроля импульсов с уплощенной вершиной, заключающийся в инвертировании входного сигнала, задержке во времени и суммировании с исходным, сравнении результирующего сигнала с первым опорным уровнем и измерении в моменты перехода этого сигнала с уровня, превышающего по модулю первый опорный, на уровень, меньший по модулю опорного уровня, отличающийся тем, что, с целью расширения функциональных возможностей за счет обеспечения...
Пристрій для ультразвукової обробки мікродроту
Номер патенту: 6413
Опубліковано: 29.12.1994
Автор: Хомін Ігор Богданович
МПК: B08B 3/12
Мітки: ультразвукової, пристрій, обробки, мікродроту
Формула / Реферат:
(57) 1. Устройство для ультразвуковой обработки микропроволоки, включающее ультразвуковой преобразователь с волноводом и инструментом, выполненным в виде цилиндро-конической трубки с конической частью в виде конфузора из материала твердостью 88-91HRA, причем конический участок инструмента имеет сквозные отверстия, смещенные относительно друг друга в диаметральной плоскости трубки, отличающееся тем, что оно дополнительно снабжено струйным...
Пристрій для програмної реалізації перемикаючих схем
Номер патенту: 11171
Опубліковано: 25.12.1996
Автори: Смирнов Анатолій Сергійович, Мариночкін Олександр Іванович, Галяпа Володимир Іванович, Сухарев Олександр Володимирович
МПК: G06F 7/00
Мітки: реалізації, перемикаючих, схем, програмної, пристрій
Формула / Реферат:
(57) Устройство для программной реализации переключательных схем, содержащее блок проверки на нечетность, триггер, ячейку памяти, мультиплексор и блок подсчета числа ответвлений диаграмм, причем пер вый информационный вход устройства соединен с информационным входом ячейки памяти, первым входом блока проверки на нечетность и первым информационным входом мультиплексора, первый и второй управляющие входы которого соединены соответственно с...
Спосіб ультразвукової візуалізації структур біологічної тканини та пристрій для його здійснення
Номер патенту: 9565
Опубліковано: 30.09.1996
Автори: Овчаренко Володимир Васильович, Леонтьєв Володимир Володимирович, Суліма Владіслав Віталійович, Марусенко Анатолій Ілларіонович
МПК: A61B 8/14
Мітки: здійснення, спосіб, тканини, біологічно, структур, ультразвукової, пристрій, візуалізації
Формула / Реферат:
1. Способ ультразвуковой визуализации структур биологической ткани, включающий облучение биологической ткани ультразвуковыми импульсами высокой частоты, прием рассеянного ими ультразвукового излучения, математическую обработку в вычислителе, визуализацию этого излучения на телевизионном мониторе с помощью временной автоматической регулировки усиления (ВАРУ) принимаемого отраженного сигнала и преобразования его в телевизионный кадр,...
Попередній патент: Пристрій для електрофізичної розмірної обробки
Наступний патент: Установка для електрогідроімпульсної обробки розплавленого металу
Випадковий патент: Маса для виготовлення абразивного інструменту