Система контролю прокатних виробів і спосіб експертизи поверхні прокатних виробів прокатного стана
Номер патенту: 95016
Опубліковано: 25.06.2011
Автори: Пасс Гісберт, Мюллер Хайнц-Адольф, Модров Вільфрід
Формула / Реферат
1. Система (10) контролю прокатних виробів (20) прокатного стана, яка містить щонайменше один перевертач (11) металевих листів з системою передавальних перевертаючих важелів (12), що знаходяться на валу (14) перевертача, і приймальних перевертаючих важелів (13), що знаходяться на валу (15) перевертача, при цьому вал (15) перевертача приймальних перевертаючих важелів (13) розташований зі зміщенням відносно вала (14) перевертача передавальних перевертаючих важелів (12), яка відрізняється тим, що приймальні перевертаючі важелі (13) мають щонайменше одну демпфіруючу плиту (16).
2. Система контролю за п. 1, яка відрізняється тим, що приймальні перевертаючі важелі (13) мають дві демпфіруючі плити (16).
3. Система контролю за п. 1 або п. 2, яка відрізняється тим, що приймальні перевертаючі важелі (13) мають щонайменше один електромагніт (17).
4. Система контролю за п. 3, яка відрізняється тим, що приймальні перевертаючі важелі (13) мають два електромагніти (17).
5. Спосіб експертизи поверхні прокатних виробів (20) прокатного стана за допомогою системи (10) контролю, в якому за допомогою щонайменше одного перевертача (11) металевих листів прокатний виріб (20) передають з передавальних перевертаючих важелів (12), що знаходяться на валу перевертача (14), на приймальні перевертаючі важелі (13), що знаходяться на валу (15) перевертача, при цьому при передачі прокатного виробу вал (15) перевертача приймальних перевертаючих важелів (13) розташований зі зміщенням відносно вала (14) перевертача передавальних перевертаючих важелів (12), який відрізняється тим, що передачу демпфірують за допомогою щонайменше однієї розташованої на приймальних перевертаючих важелях (13) демпфіруючої плити (16).
6. Спосіб за п. 5, який відрізняється тим, що передачу демпфірують за допомогою двох розташованих на приймальних перевертаючих важелях (13) демпфіруючих плит (16).
7. Спосіб за п. 5 або п. 6, який відрізняється тим, що при передачі запобігають віддачі прокатного виробу (20) і подальшим його коливанням з виникненням шуму за допомогою щонайменше одного розташованого на приймальних перевертаючих важелях (13) електромагніта (17).
8. Спосіб за п. 7, який відрізняється тим, що при передачі запобігають віддачі прокатного виробу (20) і подальшим його коливанням з виникненням шуму за допомогою двох розташованих на приймальних перевертаючих важелях (13) електромагнітів (17).
Текст
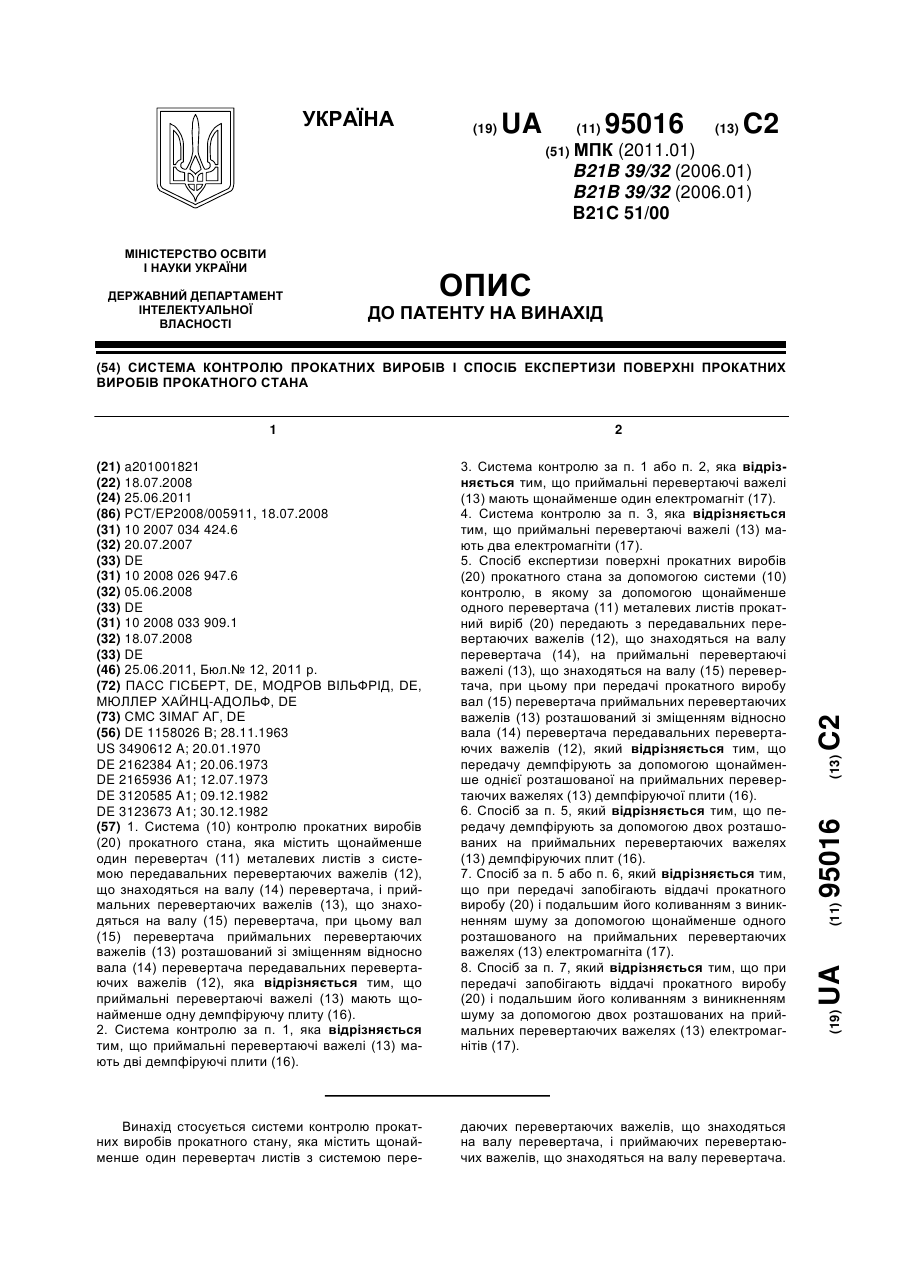
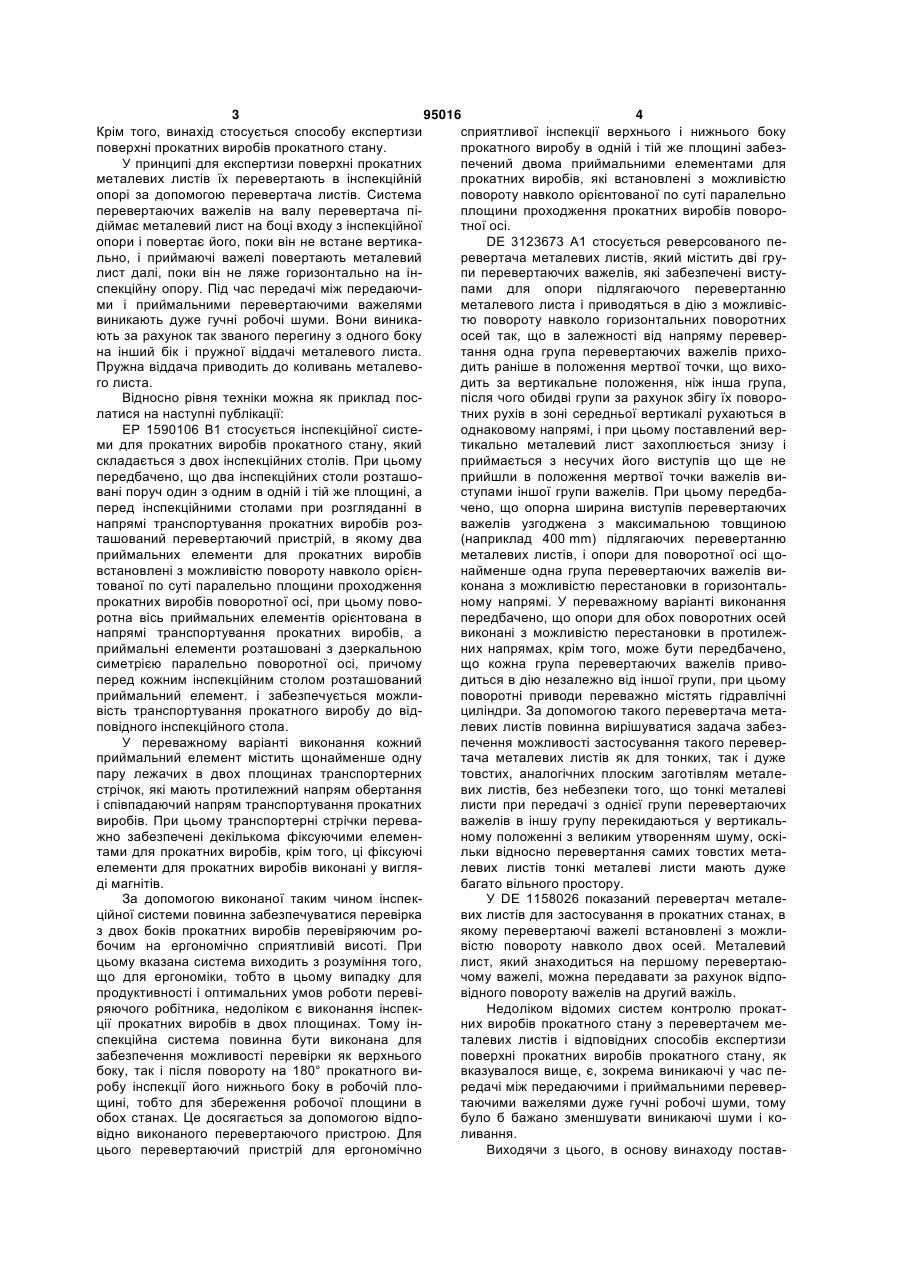
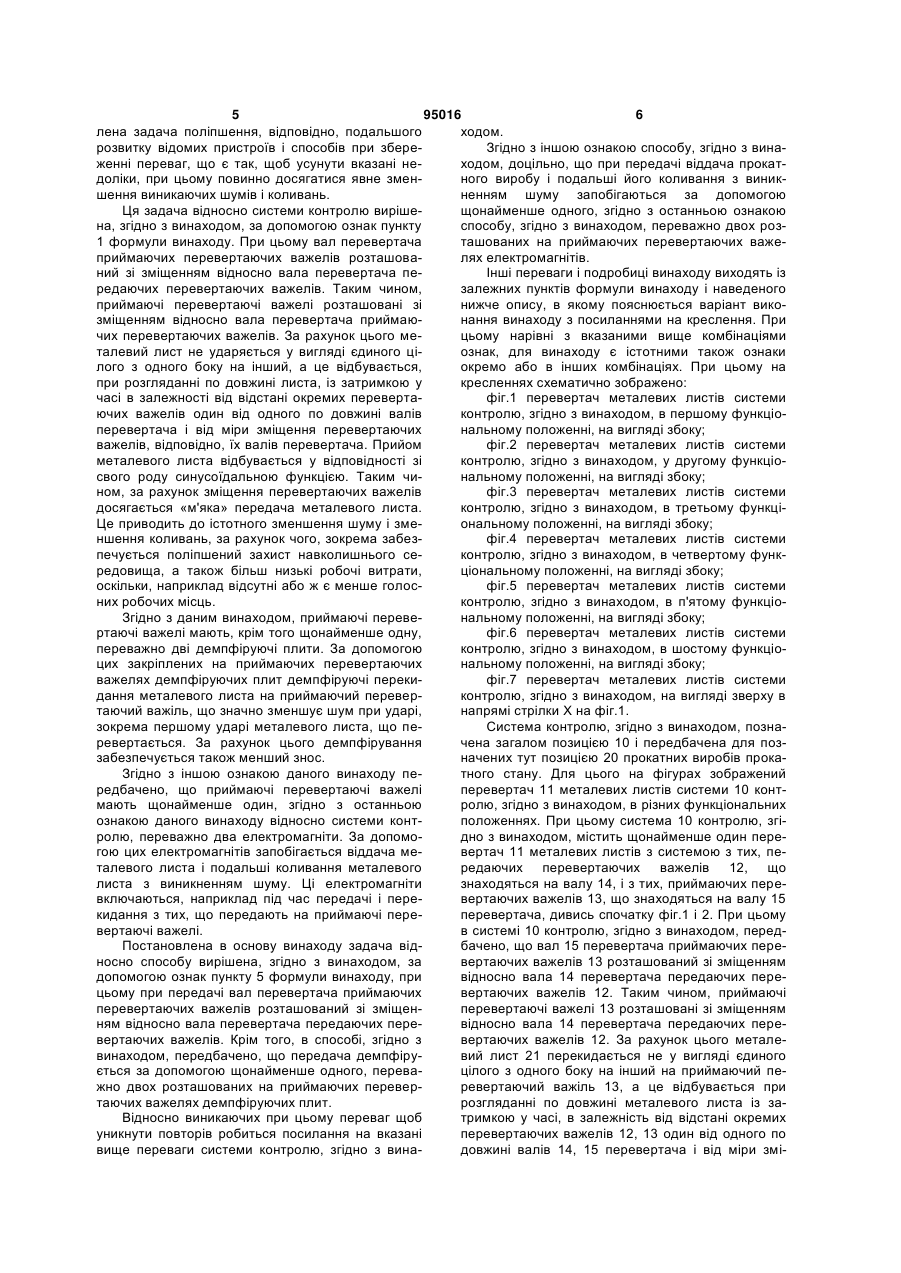
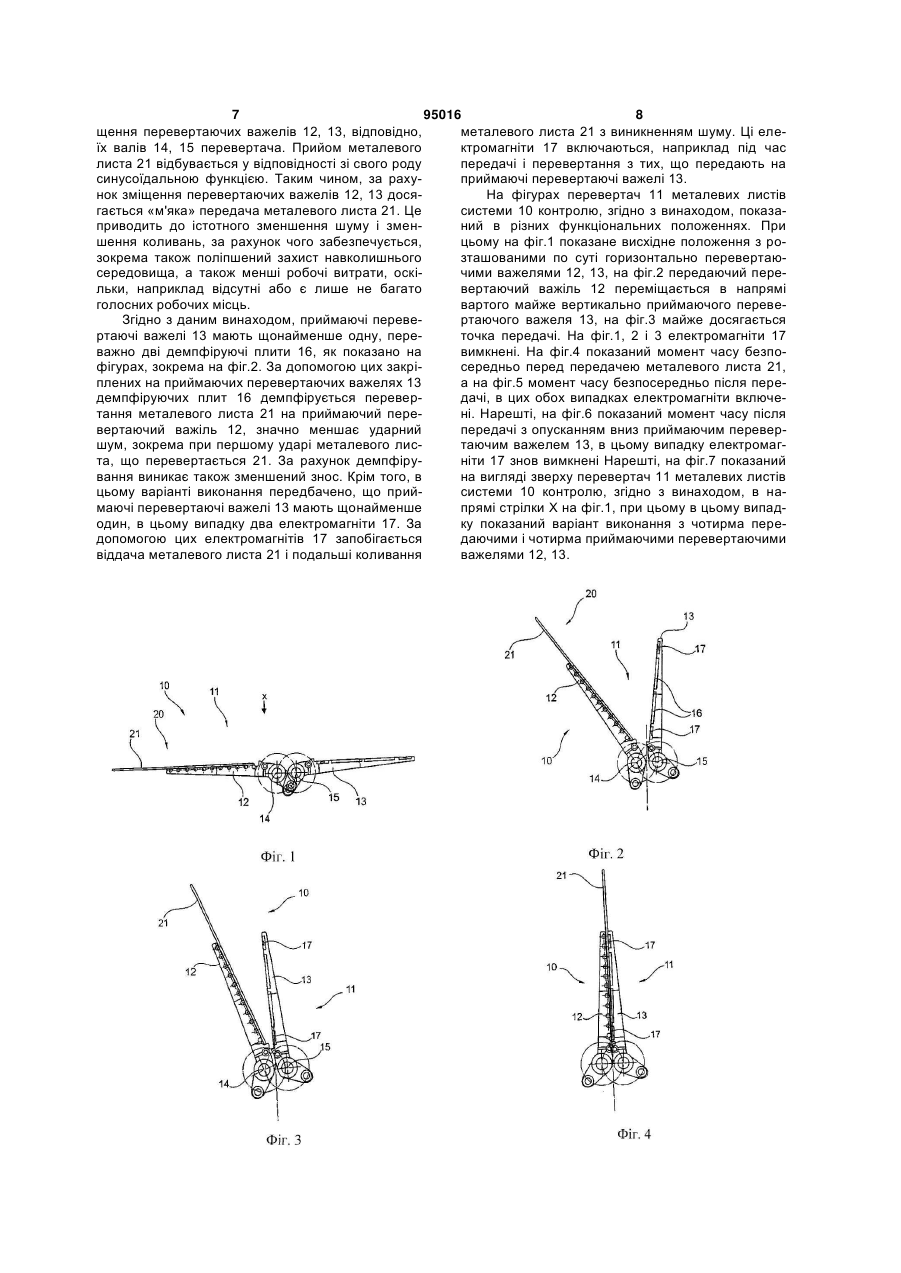
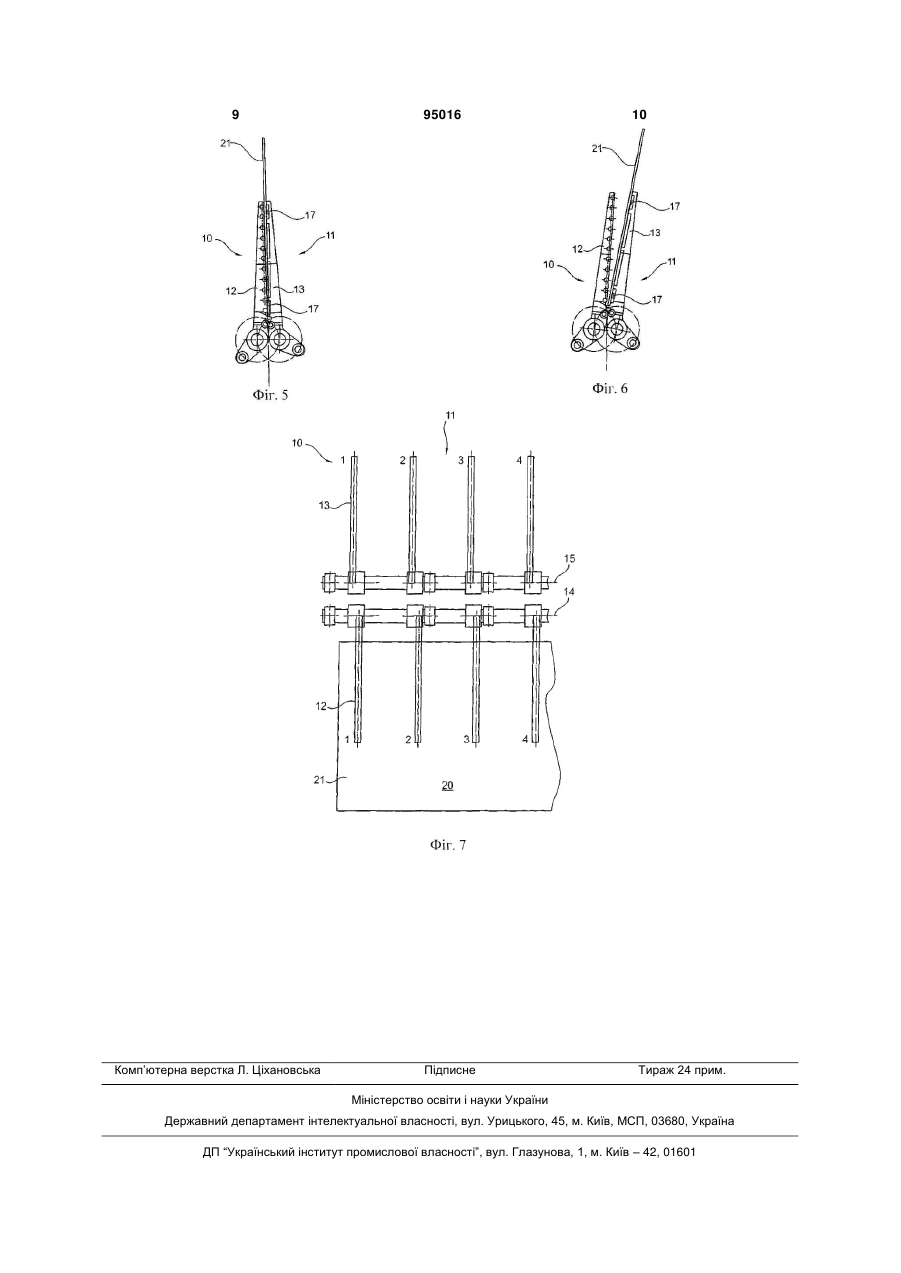
1. Система (10) контролю прокатних виробів (20) прокатного стана, яка містить щонайменше один перевертач (11) металевих листів з системою передавальних перевертаючих важелів (12), що знаходяться на валу (14) перевертача, і приймальних перевертаючих важелів (13), що знаходяться на валу (15) перевертача, при цьому вал (15) перевертача приймальних перевертаючих важелів (13) розташований зі зміщенням відносно вала (14) перевертача передавальних перевертаючих важелів (12), яка відрізняється тим, що приймальні перевертаючі важелі (13) мають щонайменше одну демпфіруючу плиту (16). 2. Система контролю за п. 1, яка відрізняється тим, що приймальні перевертаючі важелі (13) мають дві демпфіруючі плити (16). C2 2 (19) 1 3 95016 4 Крім того, винахід стосується способу експертизи сприятливої інспекції верхнього і нижнього боку поверхні прокатних виробів прокатного стану. прокатного виробу в одній і тій же площині забезУ принципі для експертизи поверхні прокатних печений двома приймальними елементами для металевих листів їх перевертають в інспекційній прокатних виробів, які встановлені з можливістю опорі за допомогою перевертача листів. Система повороту навколо орієнтованої по суті паралельно перевертаючих важелів на валу перевертача піплощини проходження прокатних виробів повородіймає металевий лист на боці входу з інспекційної тної осі. опори і повертає його, поки він не встане вертикаDE 3123673 А1 стосується реверсованого пельно, і приймаючі важелі повертають металевий ревертача металевих листів, який містить дві грулист далі, поки він не ляже горизонтально на інпи перевертаючих важелів, які забезпечені вистуспекційну опору. Під час передачі між передаючипами для опори підлягаючого перевертанню ми і приймальними перевертаючими важелями металевого листа і приводяться в дію з можливісвиникають дуже гучні робочі шуми. Вони виникатю повороту навколо горизонтальних поворотних ють за рахунок так званого перегину з одного боку осей так, що в залежності від напряму переверна інший бік і пружної віддачі металевого листа. тання одна група перевертаючих важелів прихоПружна віддача приводить до коливань металеводить раніше в положення мертвої точки, що вихого листа. дить за вертикальне положення, ніж інша група, Відносно рівня техніки можна як приклад поспісля чого обидві групи за рахунок збігу їх поворолатися на наступні публікації: тних рухів в зоні середньої вертикалі рухаються в ЕР 1590106 В1 стосується інспекційної систеоднаковому напрямі, і при цьому поставлений верми для прокатних виробів прокатного стану, який тикально металевий лист захоплюється знизу і складається з двох інспекційних столів. При цьому приймається з несучих його виступів що ще не передбачено, що два інспекційних столи розташоприйшли в положення мертвої точки важелів вивані поруч один з одним в одній і тій же площині, а ступами іншої групи важелів. При цьому передбаперед інспекційними столами при розгляданні в чено, що опорна ширина виступів перевертаючих напрямі транспортування прокатних виробів розважелів узгоджена з максимальною товщиною ташований перевертаючий пристрій, в якому два (наприклад 400 mm) підлягаючих перевертанню приймальних елементи для прокатних виробів металевих листів, і опори для поворотної осі щовстановлені з можливістю повороту навколо орієннайменше одна група перевертаючих важелів витованої по суті паралельно площини проходження конана з можливістю перестановки в горизонтальпрокатних виробів поворотної осі, при цьому повоному напрямі. У переважному варіанті виконання ротна вісь приймальних елементів орієнтована в передбачено, що опори для обох поворотних осей напрямі транспортування прокатних виробів, а виконані з можливістю перестановки в протилежприймальні елементи розташовані з дзеркальною них напрямах, крім того, може бути передбачено, симетрією паралельно поворотної осі, причому що кожна група перевертаючих важелів привоперед кожним інспекційним столом розташований диться в дію незалежно від іншої групи, при цьому приймальний елемент. і забезпечується можлиповоротні приводи переважно містять гідравлічні вість транспортування прокатного виробу до відциліндри. За допомогою такого перевертача метаповідного інспекційного стола. левих листів повинна вирішуватися задача забезУ переважному варіанті виконання кожний печення можливості застосування такого переверприймальний елемент містить щонайменше одну тача металевих листів як для тонких, так і дуже пару лежачих в двох площинах транспортерних товстих, аналогічних плоским заготівлям металестрічок, які мають протилежний напрям обертання вих листів, без небезпеки того, що тонкі металеві і співпадаючий напрям транспортування прокатних листи при передачі з однієї групи перевертаючих виробів. При цьому транспортерні стрічки переваважелів в іншу групу перекидаються у вертикальжно забезпечені декількома фіксуючими елеменному положенні з великим утворенням шуму, оскітами для прокатних виробів, крім того, ці фіксуючі льки відносно перевертання самих товстих метаелементи для прокатних виробів виконані у виглялевих листів тонкі металеві листи мають дуже ді магнітів. багато вільного простору. За допомогою виконаної таким чином інспекУ DE 1158026 показаний перевертач металеційної системи повинна забезпечуватися перевірка вих листів для застосування в прокатних станах, в з двох боків прокатних виробів перевіряючим роякому перевертаючі важелі встановлені з можлибочим на ергономічно сприятливій висоті. При вістю повороту навколо двох осей. Металевий цьому вказана система виходить з розуміння того, лист, який знаходиться на першому перевертающо для ергономіки, тобто в цьому випадку для чому важелі, можна передавати за рахунок відпопродуктивності і оптимальних умов роботи перевівідного повороту важелів на другий важіль. ряючого робітника, недоліком є виконання інспекНедоліком відомих систем контролю прокатції прокатних виробів в двох площинах. Тому інних виробів прокатного стану з перевертачем меспекційна система повинна бути виконана для талевих листів і відповідних способів експертизи забезпечення можливості перевірки як верхнього поверхні прокатних виробів прокатного стану, як боку, так і після повороту на 180° прокатного вивказувалося вище, є, зокрема виникаючі у час перобу інспекції його нижнього боку в робочій плоредачі між передаючими і приймальними переверщині, тобто для збереження робочої площини в таючими важелями дуже гучні робочі шуми, тому обох станах. Це досягається за допомогою відпобуло б бажано зменшувати виникаючі шуми і ковідно виконаного перевертаючого пристрою. Для ливання. цього перевертаючий пристрій для ергономічно Виходячи з цього, в основу винаходу постав 5 95016 6 лена задача поліпшення, відповідно, подальшого ходом. розвитку відомих пристроїв і способів при збереЗгідно з іншою ознакою способу, згідно з винаженні переваг, що є так, щоб усунути вказані неходом, доцільно, що при передачі віддача прокатдоліки, при цьому повинно досягатися явне зменного виробу і подальші його коливання з виникшення виникаючих шумів і коливань. ненням шуму запобігаються за допомогою Ця задача відносно системи контролю вирішещонайменше одного, згідно з останньою ознакою на, згідно з винаходом, за допомогою ознак пункту способу, згідно з винаходом, переважно двох роз1 формули винаходу. При цьому вал перевертача ташованих на приймаючих перевертаючих важеприймаючих перевертаючих важелів розташовалях електромагнітів. ний зі зміщенням відносно вала перевертача пеІнші переваги і подробиці винаходу виходять із редаючих перевертаючих важелів. Таким чином, залежних пунктів формули винаходу і наведеного приймаючі перевертаючі важелі розташовані зі нижче опису, в якому пояснюється варіант викозміщенням відносно вала перевертача приймаюнання винаходу з посиланнями на креслення. При чих перевертаючих важелів. За рахунок цього мецьому нарівні з вказаними вище комбінаціями талевий лист не ударяється у вигляді єдиного ціознак, для винаходу є істотними також ознаки лого з одного боку на інший, а це відбувається, окремо або в інших комбінаціях. При цьому на при розгляданні по довжині листа, із затримкою у кресленнях схематично зображено: часі в залежності від відстані окремих перевертафіг.1 перевертач металевих листів системи ючих важелів один від одного по довжині валів контролю, згідно з винаходом, в першому функціоперевертача і від міри зміщення перевертаючих нальному положенні, на вигляді збоку; важелів, відповідно, їх валів перевертача. Прийом фіг.2 перевертач металевих листів системи металевого листа відбувається у відповідності зі контролю, згідно з винаходом, у другому функціосвого роду синусоїдальною функцією. Таким чинальному положенні, на вигляді збоку; ном, за рахунок зміщення перевертаючих важелів фіг.3 перевертач металевих листів системи досягається «м'яка» передача металевого листа. контролю, згідно з винаходом, в третьому функціЦе приводить до істотного зменшення шуму і змеональному положенні, на вигляді збоку; ншення коливань, за рахунок чого, зокрема забезфіг.4 перевертач металевих листів системи печується поліпшений захист навколишнього секонтролю, згідно з винаходом, в четвертому функредовища, а також більш низькі робочі витрати, ціональному положенні, на вигляді збоку; оскільки, наприклад відсутні або ж є менше голосфіг.5 перевертач металевих листів системи них робочих місць. контролю, згідно з винаходом, в п'ятому функціоЗгідно з даним винаходом, приймаючі перевенальному положенні, на вигляді збоку; ртаючі важелі мають, крім того щонайменше одну, фіг.6 перевертач металевих листів системи переважно дві демпфіруючі плити. За допомогою контролю, згідно з винаходом, в шостому функціоцих закріплених на приймаючих перевертаючих нальному положенні, на вигляді збоку; важелях демпфіруючих плит демпфіруючі перекифіг.7 перевертач металевих листів системи дання металевого листа на приймаючий переверконтролю, згідно з винаходом, на вигляді зверху в таючий важіль, що значно зменшує шум при ударі, напрямі стрілки X на фіг.1. зокрема першому ударі металевого листа, що пеСистема контролю, згідно з винаходом, познаревертається. За рахунок цього демпфірування чена загалом позицією 10 і передбачена для поззабезпечується також менший знос. начених тут позицією 20 прокатних виробів прокаЗгідно з іншою ознакою даного винаходу петного стану. Для цього на фігурах зображений редбачено, що приймаючі перевертаючі важелі перевертач 11 металевих листів системи 10 контмають щонайменше один, згідно з останньою ролю, згідно з винаходом, в різних функціональних ознакою даного винаходу відносно системи контположеннях. При цьому система 10 контролю, згіролю, переважно два електромагніти. За допомодно з винаходом, містить щонайменше один перегою цих електромагнітів запобігається віддача мевертач 11 металевих листів з системою з тих, петалевого листа і подальші коливання металевого редаючих перевертаючих важелів 12, що листа з виникненням шуму. Ці електромагніти знаходяться на валу 14, і з тих, приймаючих перевключаються, наприклад під час передачі і перевертаючих важелів 13, що знаходяться на валу 15 кидання з тих, що передають на приймаючі переперевертача, дивись спочатку фіг.1 і 2. При цьому вертаючі важелі. в системі 10 контролю, згідно з винаходом, передПостановлена в основу винаходу задача відбачено, що вал 15 перевертача приймаючих переносно способу вирішена, згідно з винаходом, за вертаючих важелів 13 розташований зі зміщенням допомогою ознак пункту 5 формули винаходу, при відносно вала 14 перевертача передаючих перецьому при передачі вал перевертача приймаючих вертаючих важелів 12. Таким чином, приймаючі перевертаючих важелів розташований зі зміщенперевертаючі важелі 13 розташовані зі зміщенням ням відносно вала перевертача передаючих перевідносно вала 14 перевертача передаючих перевертаючих важелів. Крім того, в способі, згідно з вертаючих важелів 12. За рахунок цього металевинаходом, передбачено, що передача демпфірувий лист 21 перекидається не у вигляді єдиного ється за допомогою щонайменше одного, перевацілого з одного боку на інший на приймаючий пежно двох розташованих на приймаючих переверревертаючий важіль 13, а це відбувається при таючих важелях демпфіруючих плит. розгляданні по довжині металевого листа із заВідносно виникаючих при цьому переваг щоб тримкою у часі, в залежність від відстані окремих уникнути повторів робиться посилання на вказані перевертаючих важелів 12, 13 один від одного по вище переваги системи контролю, згідно з винадовжині валів 14, 15 перевертача і від міри змі 7 95016 8 щення перевертаючих важелів 12, 13, відповідно, металевого листа 21 з виникненням шуму. Ці елеїх валів 14, 15 перевертача. Прийом металевого ктромагніти 17 включаються, наприклад під час листа 21 відбувається у відповідності зі свого роду передачі і перевертання з тих, що передають на синусоїдальною функцією. Таким чином, за рахуприймаючі перевертаючі важелі 13. нок зміщення перевертаючих важелів 12, 13 досяНа фігурах перевертач 11 металевих листів гається «м'яка» передача металевого листа 21. Це системи 10 контролю, згідно з винаходом, показаприводить до істотного зменшення шуму і зменний в різних функціональних положеннях. При шення коливань, за рахунок чого забезпечується, цьому на фіг.1 показане висхідне положення з розокрема також поліпшений захист навколишнього зташованими по суті горизонтально перевертаюсередовища, а також менші робочі витрати, оскічими важелями 12, 13, на фіг.2 передаючий перельки, наприклад відсутні або є лише не багато вертаючий важіль 12 переміщається в напрямі голосних робочих місць. вартого майже вертикально приймаючого перевеЗгідно з даним винаходом, приймаючі перевертаючого важеля 13, на фіг.3 майже досягається ртаючі важелі 13 мають щонайменше одну, переточка передачі. На фіг.1, 2 і 3 електромагніти 17 важно дві демпфіруючі плити 16, як показано на вимкнені. На фіг.4 показаний момент часу безпофігурах, зокрема на фіг.2. За допомогою цих закрісередньо перед передачею металевого листа 21, плених на приймаючих перевертаючих важелях 13 а на фіг.5 момент часу безпосередньо після передемпфіруючих плит 16 демпфірується перевердачі, в цих обох випадках електромагніти включетання металевого листа 21 на приймаючий перені. Нарешті, на фіг.6 показаний момент часу після вертаючий важіль 12, значно меншає ударний передачі з опусканням вниз приймаючим перевершум, зокрема при першому ударі металевого листаючим важелем 13, в цьому випадку електромагта, що перевертається 21. За рахунок демпфіруніти 17 знов вимкнені Нарешті, на фіг.7 показаний вання виникає також зменшений знос. Крім того, в на вигляді зверху перевертач 11 металевих листів цьому варіанті виконання передбачено, що прийсистеми 10 контролю, згідно з винаходом, в намаючі перевертаючі важелі 13 мають щонайменше прямі стрілки X на фіг.1, при цьому в цьому випадодин, в цьому випадку два електромагніти 17. За ку показаний варіант виконання з чотирма передопомогою цих електромагнітів 17 запобігається даючими і чотирма приймаючими перевертаючими віддача металевого листа 21 і подальші коливання важелями 12, 13. 9 Комп’ютерна верстка Л. Ціхановська 95016 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInspection system for rolled products and method for assessing surface of rolled products of rolling installation
Автори англійськоюPass, Gisbert, Modrow, Wilfried, Mueller, Heinz-Adolf
Назва патенту російськоюСистема контроля прокатных изделий и способ экспертизы поверхности прокатных изделий прокатного стана
Автори російськоюПасс Гисберт, Модров Вильфрид, Мюллер Хайнц-Адольф
МПК / Мітки
МПК: B21B 39/32, B21C 51/00
Мітки: система, виробів, спосіб, стана, поверхні, прокатних, контролю, експертизи, прокатного
Код посилання
<a href="https://ua.patents.su/5-95016-sistema-kontrolyu-prokatnikh-virobiv-i-sposib-ekspertizi-poverkhni-prokatnikh-virobiv-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Система контролю прокатних виробів і спосіб експертизи поверхні прокатних виробів прокатного стана</a>
Спосіб і пристрій для виявлення дефектів поверхні, зокрема тріщин, відколів і подібного, на валку прокатного стана
Номер патенту: 88333
Опубліковано: 12.10.2009
Автор: Фігге Дітер
МПК: G01N 29/44, G01N 29/04, G01N 29/24, G01N 29/26
Мітки: валку, прокатного, спосіб, пристрій, зокрема, відколів, тріщин, стана, поверхні, виявлення, подібного, дефектів
Формула / Реферат:
1. Спосіб виявлення дефектів поверхні, зокрема тріщин, відколів, за допомогою ультразвукових хвиль (4) на валку (2) прокатного стана (1), зокрема на робочих валках (2а), встановлених з опорними валками (2b) в стійках (3) станини, який відрізняється тим, що обстежуваний валок (2) контролюють в положенні встановлення, при цьому генеровані поперечні ультразвукові хвилі (4а) частотою порядку 0,5-2 МГц подають на один кінець (2с) валка, а...
Спосіб контролю кінематичних параметрів безперервного прокатного стана
Номер патенту: 76681
Опубліковано: 15.08.2006
Автори: Феофілактова Катерина Володимирівна, Солод Володимир Сергійович, Трухін Микола Олексійович, Онищенко Сергій Олександрович
МПК: B21B 39/14, B21B 37/00
Мітки: кінематичних, прокатного, стана, параметрів, контролю, спосіб, безперервного
Формула / Реферат:
Спосіб контролю кінематичних параметрів безперервного прокатного стана, за яким контролюють обертання роликів привалкової арматури датчиками, що установлені на привалковій арматурі, який відрізняється тим, що установленими на привалковій арматурі датчиками є датчики магнітного поля, якими вимірюють кутову швидкість обертання роликів, далі визначають лінійні швидкості роликів і співвідношення лінійних швидкостей роликів у суміжних клітях або...
Спосіб відновлення робочої поверхні валків прокатного стана
Номер патенту: 27378
Опубліковано: 15.09.2000
Автори: Карлов Ігор Анатольєвич, Цимбал Володимир Данилович, Кокін Володимир Михайлович, Григоренко Микола Дмитрович, Малий Юрій Георгійович, Онушкевич Генадій Федорович, Рева Юрій Миколайович, Кулагін Григорій Федорович
МПК: B21B 28/00, B21B 13/00
Мітки: поверхні, відновлення, робочої, спосіб, прокатного, валків, стана
Текст:
...известного способа восстановления рабочей поверхности валков признаками являются: - верхний валок при наличии нижнего давле• ния (или нижний валок при наличии верхнего давления) растачивают на величину естественного износа и в очередную завалку в клеть ставят вниз (вверх); - нижний валок при наличии нижнего давления (или верхний валок при наличии верхнего давления) растачивают на величину, являющуюся суммой съема металла по диаметру верхнего...
Тунельна система для прокатного стана гарячої прокатки полоси
Номер патенту: 26135
Опубліковано: 07.06.1999
Автори: Алессандро Доріго, Бруно Ді Гьюсто
МПК: B22D 11/12
Мітки: прокатного, прокатки, система, тунельна, полоси, стана, гарячої
Формула / Реферат:
1. Тоннельная система для прокатного стана горячей прокатки полосы, связанная с, по меньшей мере, одной линией непрерывной разливки тонких листов, содержащая накопитель, отличающаяся тем, что она снабжена соединенными с каждой линией непрерывной разливки первыми по ходу процесса теплоизолированными тоннелями и установленными за ними вторыми тоннелями с печами для выравнивания температуры листа, размещенными последовательно между установкой...
Система калібрів валків прокатного стана
Номер патенту: 62181
Опубліковано: 15.12.2003
Автори: Луценко Владислав Анатолійович, Бандаренка Аляксандр Мікалаєвіч, Шувякова Ірина Володимирівна, Жучков Сергій Михайлович, Тішчанка Уладзімір Андрєявіч, Сцяблов Анвєр Барисавіч, Рябцав Алег Віктаравіч, Матачкін Віктар Аркадзєвіч, Курбатав Генадзь Аляксандравіч, Цімашпольські Уладзімір Ісаакавіч
МПК: B21B 1/02
Мітки: прокатного, стана, калібрів, валків, система
Формула / Реферат:
1. Система калібрів валків прокатного стана, переважно реверсивного, для строєної прокатки-поділу, що містить чорновий, проміжний і чистовий трирівчакові калібри, яка відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їх великих діагоналях, а чистовий трирівчаковий калібр виконано у...
Попередній патент: Гнучкий вентиляційний канал
Наступний патент: Спосіб та пристрій для обробляння пластмаси
Випадковий патент: Спосіб лікування артеріальної гіпертензії за допомогою радіочастотної абляції ниркових симпатичних гангліїв