Спосіб осадження електролітичних покрить на сплави титану
Номер патенту: 63022
Опубліковано: 26.09.2011
Автори: Байрачний Володимир Борисович, Байрачний Борис Іванович, Тульський Геннадій Георгійович, Мішина Олена Борисівна
Формула / Реферат
1. Спосіб осадження електролітичних покриттів на сплави титану, що включає знежирення, активацію, осадження гальванічних покриттів, який відрізняється тим, що проводиться катодна обробка в розчині сульфамінової кислоти з хлоридом нікелю при наступному режимі: катодна густина струму Dк - 0,8-1,0 А/дм2, час обробки - 10-15хв, температура - 20-25 °С; нікелювання при наступному режимі: катодна густина струму Dк - 3,0-5,0 А/дм2, час обробки - 8-10 хв, температура - 20-25 °С; міднення та термічну обробку деталей при температурі 300-320 °С.
2. Спосіб за п. 1, який відрізняється тим, що перед нікелюванням включає хімічну обробку сплавів титану в розплаві пірофосфорної кислоти при температурі 200-230 °С протягом 10-15 хвилин.
Текст
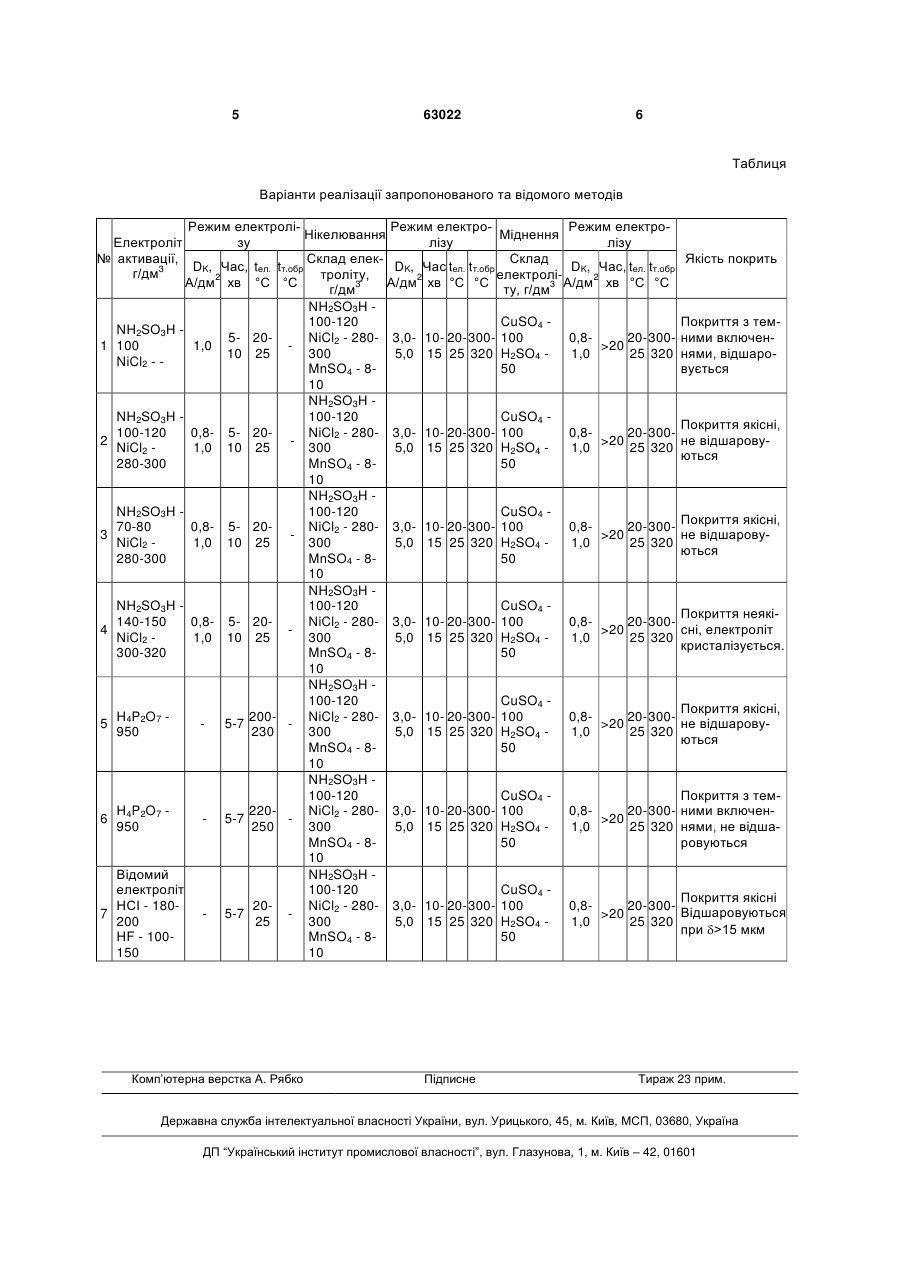
1. Спосіб осадження електролітичних покриттів на сплави титану, що включає знежирення, активацію, осадження гальванічних покриттів, який 3 Процес здійснюється наступним чином: після знежирення титанових деталей та промивки в теплій воді їх направляють в електролізер з електролітом катодної обробки, до якого входять сульфа3 мінова кислота - 90-100 г/дм та хлористий нікель 3 200-230 г/дм . Обробку проводять на катоді густи2 ною струму DK - 0,8-1,0 А/дм протягом 5-10 хв при температурі 20-25 °C. Після цього вони нікелюються в електролізері нікелювання з електролітом 3 наступного складу (г/дм ): NH2SO3H 100-120, NiCl2 280-300, MnSO4 8-10. Режим електролізу: катодна густина струму DK - 3,0-5,0 А/дм, час обробки - 8-10 хв, температура - 20-25 °C. Сульфат мангану вводиться для отримання дрібнокристалічних покриттів. Після нікелювання деталі відмивають в теплій воді і міднять в стандартному кислотному електроліті. В разі необхідності на нікелеве покриття можливо осадити інші метали (хром, срібло, олово, свинець). Після міднення деталі відмивають, висушують і нагрівають до температури 300-320 °C протягом 5-10 хв. Нагрів проводять з метою підвищення адгезії покриття до основи та контролю можливого відшарування. На відміну від відомого процесу, активація титанових деталей катодною обробкою в розчині сульфамінової кислоти замість травлення в суміші концентрованих кислот не супроводжується викидами в атмосферу токсичних домішок та аерозолей з повітрям. Така обробка суттєво підвищує екологічну безпеку нанесення покриттів на титан за рахунок використання нетоксичної сульфамінової кислоти. Крім того, катодне відновлення поверхні оброблюваних деталей в присутності іонів нікелю блокує їх поверхню від окиснення за рахунок осадження нікелевої плівки товщиною 10-15 нм. При такій обробці практично не відбувається наводнення поверхні титану завдяки утворенню тонкої плівки нікелю. Таким чином, заміна кислотної активації титану катодною обробкою дозволяє виключити використання кислот (HF, HCІ, H2SO4) і забезпечити високу якість покриттів. Якщо сплави титану мають поверхневий оксид більшої товщини (до 10 мкм), наприклад після штамповки, то для активації використовують хімічну обробку в розплаві пірофосфорної кислоти протягом 10-15 хв. Після такої активації поверхня ти 63022 4 танового сплаву звільняється від оксиду і хімічно полірується. Використання розплаву Н4Р2О7 не потребує утилізації шкідливих викидів завдяки утворенню оксидно-фосфатних сполук, які не завдають шкоди в разі потрапляння в промислові стічні води. В таблиці наведені дані реалізації способів осадження на титан ОТ-4 та ВТ-1 нікелю та міді за допомогою запропонованих (варіанти 1-6) та відомого способів осадження. Оптимальним способом слід вважати варіант 2, в якому отримують найбільш якісні покриття нікелем та міддю з високою адгезією до титанової основи. Зменшення концентрації сульфамінової кислоти та хлориду нікелю (вар. 1) призводить до утворення поруватих нікелевих покриттів і їх відшаруванню від основи. Більш висока концентрація сульфамінової кислоти та хлориду нікелю (вар. 3, 4) призводить до кристалізації цих речовин при коливанні температури в межах 15-20 °C. Наявність поверхневих кристаллічних плівок приводить до пасивації анодів та зменшенню адгезії покриттів. Обробка деталей в розплаві Н4Р2О7 також забезпечує якісну адгезію покриттів з кращою криючою можливістю за рахунок полірування деталей. Підвищення температури обробки (варіант 6) погіршує якість покриттів за рахунок їх окиснення. Реалізація відомого способу (варіант 7) суттєво збільшує шкідливі викиди HF та НСІ в атмосферу і потребує додаткових витрат на утилізацію цих викидів. Таким чином, використання катодної активації сплавів титану в розчині NH2SO3H та NiCl2, або їх хімічна обробка в розплаві Н4Р2О7 дозволяє при електролітичному осадженні металів на поверхню титанових сплавів позбутись вторинних газових відходів у вигляді аерозолей хлористого та фтористого водню, а також відпрацьованих травильних розчинів, утворення яких неминуче при використанні відомих способів осадження металів на титанові сплави. Порівняння технічного рішення, що заявляється, з відомим дозволяє зробити висновок про відповідність запропонованого способу критеріям "новизна" та "істотні відмінності" завдяки підвищенню екологічної безпеки та якості отриманих покрить. Джерела інформації: 1. Н.Д. Иванова, С.В. Иванов, Е.И. Болдырев. Гальванотехника. Справочник. // К., Наукова думка. 1993. 445 с. 2. Авторское свидетельствою Россия. 2065896 С1 С25Д 11/26. Опубликовано 27.08.1996. 5 63022 6 Таблиця Варіанти реалізації запропонованого та відомого методів Режим електроліРежим електроРежим електроНікелювання Міднення зу лізу лізу Електроліт № активації, Склад елекСклад DK, Час, tел. tт.обр DK, Час tел. tт.обр D , Час, tел. tт.обр 3 г/дм троліту, електролі- K 2 2 2 А/дм хв °С °С А/дм хв °С °С 3 3 А/дм хв °С °С г/дм ту, г/дм NH2SO3H 100-120 CuSO4 NH2SO3H 5- 20NiCl2 - 280- 3,0- 10- 20- 300- 100 0,820- 3001 100 1,0 >20 10 25 300 5,0 15 25 320 H2SO4 1,0 25 320 NiCl2 - MnSO4 - 850 10 NH2SO3H NH2SO3H 100-120 CuSO4 100-120 0,8- 5- 20NiCl2 - 280- 3,0- 10- 20- 300- 100 0,820- 3002 >20 NiCl2 1,0 10 25 300 5,0 15 25 320 H2SO4 1,0 25 320 280-300 MnSO4 - 850 10 NH2SO3H NH2SO3H 100-120 CuSO4 70-80 0,8- 5- 20NiCl2 - 280- 3,0- 10- 20- 300- 100 0,820- 3003 >20 NiCl2 1,0 10 25 300 5,0 15 25 320 H2SO4 1,0 25 320 280-300 MnSO4 - 850 10 NH2SO3H NH2SO3H 100-120 CuSO4 140-150 0,8- 5- 20NiCl2 - 280- 3,0- 10- 20- 300- 100 0,820- 3004 >20 NiCl2 1,0 10 25 300 5,0 15 25 320 H2SO4 1,0 25 320 300-320 MnSO4 - 850 10 NH2SO3H 100-120 CuSO4 H4P2O7 200NiCl2 - 280- 3,0- 10- 20- 300- 100 0,820- 3005 - 5-7 >20 950 230 300 5,0 15 25 320 H2SO4 1,0 25 320 MnSO4 - 850 10 NH2SO3H 100-120 CuSO4 H4P2O7 220NiCl2 - 280- 3,0- 10- 20- 300- 100 0,820- 3006 - 5-7 >20 950 250 300 5,0 15 25 320 H2SO4 1,0 25 320 MnSO4 - 850 10 Відомий NH2SO3H електроліт 100-120 CuSO4 HCІ - 18020NiCl2 - 280- 3,0- 10- 20- 300- 100 0,820- 3007 - 5-7 >20 200 25 300 5,0 15 25 320 H2SO4 1,0 25 320 HF - 100MnSO4 - 850 150 10 Комп’ютерна верстка А. Рябко Підписне Якість покрить Покриття з темними включеннями, відшаровується Покриття якісні, не відшаровуються Покриття якісні, не відшаровуються Покриття неякісні, електроліт кристалізується. Покриття якісні, не відшаровуються Покриття з темними включеннями, не відшаровуються Покриття якісні Відшаровуються при >15 мкм Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrolytic coatings application on titanium alloys
Автори англійськоюBairachnyi Borys Ivanovych, Mishyna Olena Borysivna, Bairachnyi Volodymyr Borysovych, Tulskyi Hennadii Heorhiiovych
Назва патенту російськоюСпособ осаждения электролитических покрытий на сплавы титана
Автори російськоюБайрачный Борис Иванович, Мишина Елена Борисовна, Байрачный Владимир Борисович, Тульский Геннадий Георгиевич
МПК / Мітки
МПК: C25D 11/00
Мітки: електролітичних, спосіб, сплави, титану, покрить, осадження
Код посилання
<a href="https://ua.patents.su/3-63022-sposib-osadzhennya-elektrolitichnikh-pokrit-na-splavi-titanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб осадження електролітичних покрить на сплави титану</a>
Електроліт для електрохімічного осадження багатофункціональних покрить сплавом залізо-нікель
Номер патенту: 31414
Опубліковано: 10.04.2008
Автори: Александров Юрій Леонідович, Ведь Марина Віталіївна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: електроліт, осадження, сплавом, багатофункціональних, залізо-нікель, електрохімічного, покрить
Формула / Реферат:
1. Електроліт для електрохімічного осадження багатофункціональних покрить сплавом залізо-нікель, що містить хлористе залізо, сіль нікелю і соляну кислоту, який відрізняється тим, що він додатково містить борвмісну домішку, лимонну і аскорбінову кислоти при наступному співвідношенні компонентів, г/л: залізо хлористе 250-500 нікель хлористий 50-100 борвмісна...
Електроліт для осадження свинцевих покрить
Номер патенту: 23660
Опубліковано: 02.06.1998
Автори: Лещенко Сергій Анатолійович, Мозгова Аліна Григоріївна, Байрачний Борис Іванович, Орєхова Вікторія Василівна
МПК: C25D 3/60
Мітки: осадження, покрить, свинцевих, електроліт
Формула / Реферат:
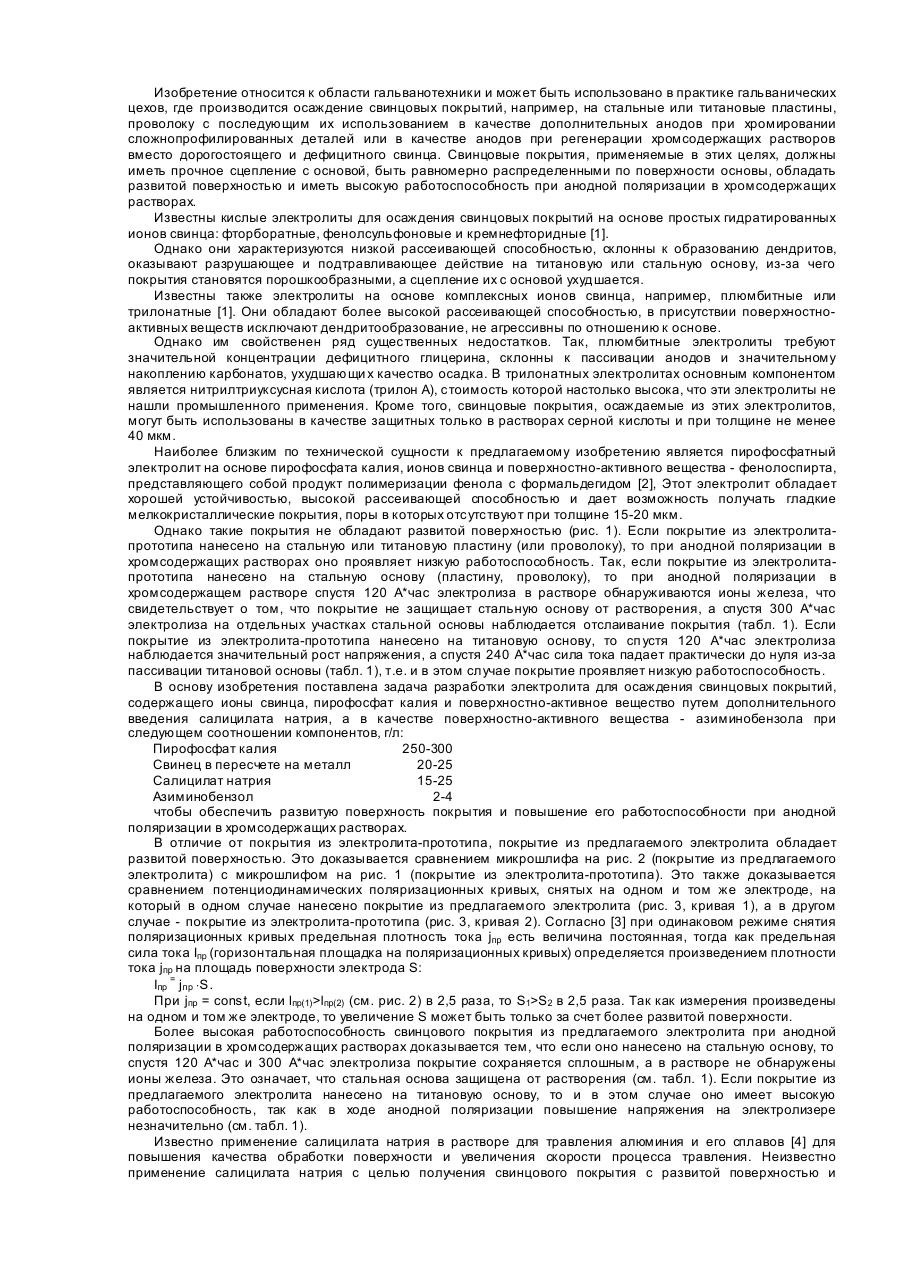
Электролит для осаждения свинцовых покрытий, содержащий ионы свинца, пирофосфат калия и поверхностно-активное вещество, отличающийся тем, что электролит дополнительно содержит салицилат натрия, а в качестве поверхностно-активного вещества - азиминобензол при следующем соотношении компонентов, г/л: Пирофосфат калия 250-300 Свинец в пересчете на металл 20-25 ...
Спосіб одержання метал-фулеритових електролітичних покриттів
Номер патенту: 80783
Опубліковано: 25.10.2007
Автори: Хлинцев Віктор Прохорович, Козлов Валентин Михайлович, Пройдак Юрій Сергійович, Кленіна Світлана Яківна
МПК: C22C 1/10, C25D 3/02, C25D 9/00
Мітки: метал-фулеритових, одержання, спосіб, покриттів, електролітичних
Формула / Реферат:
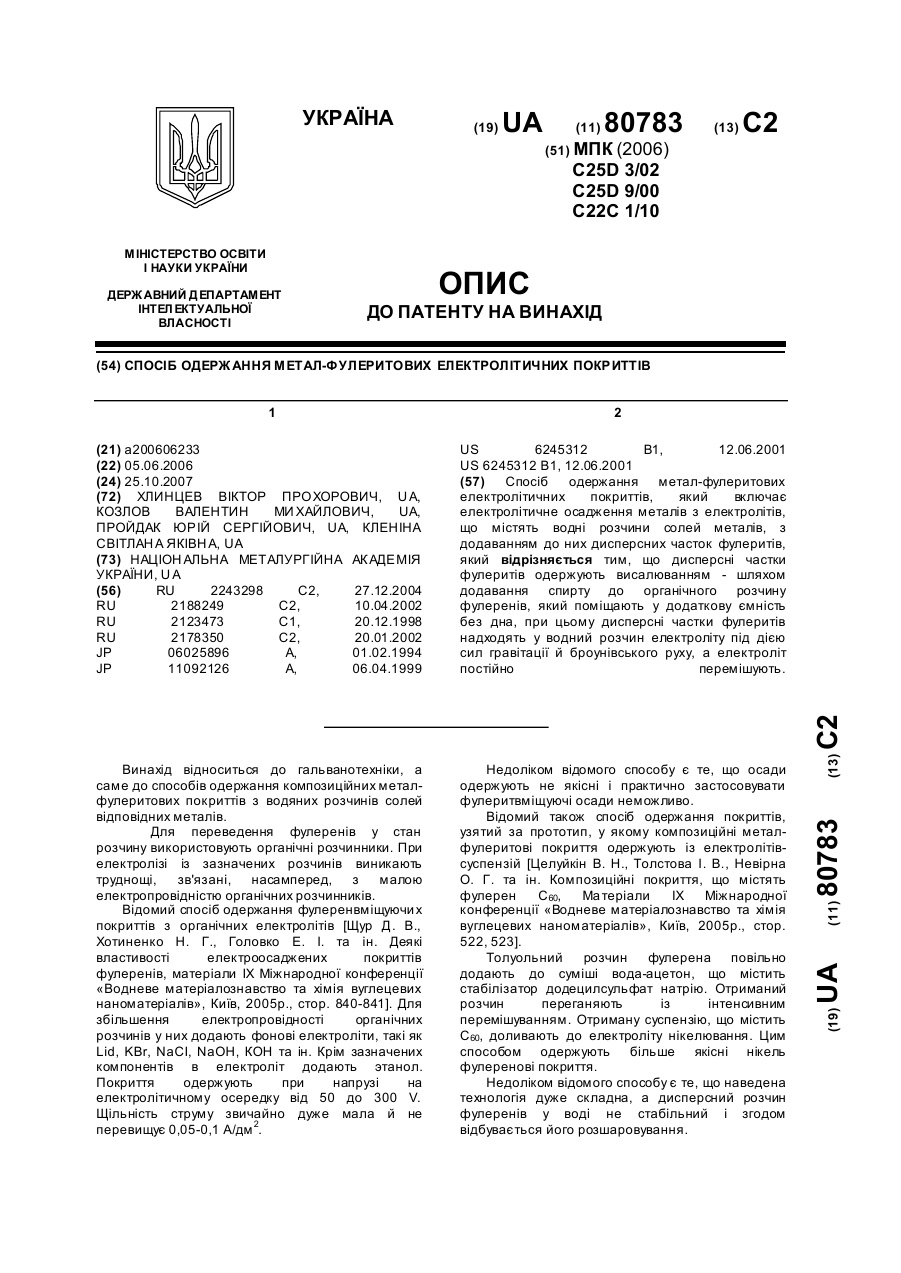
Спосіб одержання метал-фулеритових електролітичних покриттів, який включає електролітичне осадження металів з електролітів, що містять водні розчини солей металів, з додаванням до них дисперсних часток фулеритів, який відрізняється тим, що дисперсні частки фулеритів одержують висалюванням - шляхом додавання спирту до органічного розчину фулеренів, який поміщають у додаткову ємність без дна, при цьому дисперсні частки фулеритів надходять у...
Спосіб електролітичного осадження сплаву залізо-вольфрам
Номер патенту: 45350
Опубліковано: 10.11.2009
Автори: Ведь Марина Віталіївна, Сахненко Микола Дмитрович, Александров Юрій Леонідович
МПК: C25D 3/56
Мітки: сплаву, залізо-вольфрам, осадження, спосіб, електролітичного
Формула / Реферат:
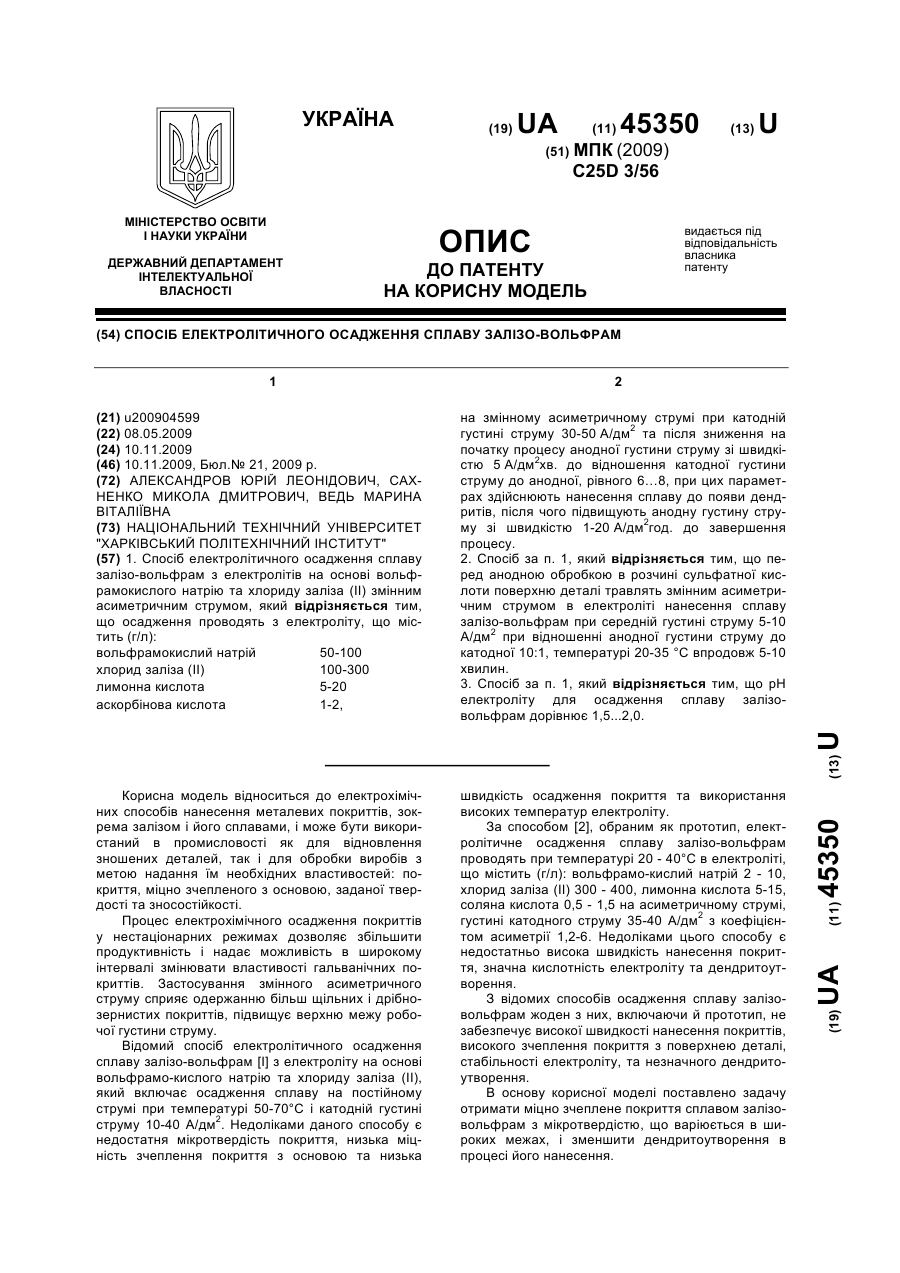
1. Спосіб електролітичного осадження сплаву залізо-вольфрам з електролітів на основі вольфрамокислого натрію та хлориду заліза (II) змінним асиметричним струмом, який відрізняється тим, що осадження проводять з електроліту, що містить (г/л): вольфрамокислий натрій 50-100 хлорид заліза (II) 100-300 лимонна кислота 5-20 ...
Спосіб електролітичного осадження сплаву залізо-ванадій
Номер патенту: 52657
Опубліковано: 10.09.2010
Автори: Сахненко Микола Дмитрович, Александров Юрій Леонідович, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: спосіб, електролітичного, залізо-ванадій, сплаву, осадження
Формула / Реферат:
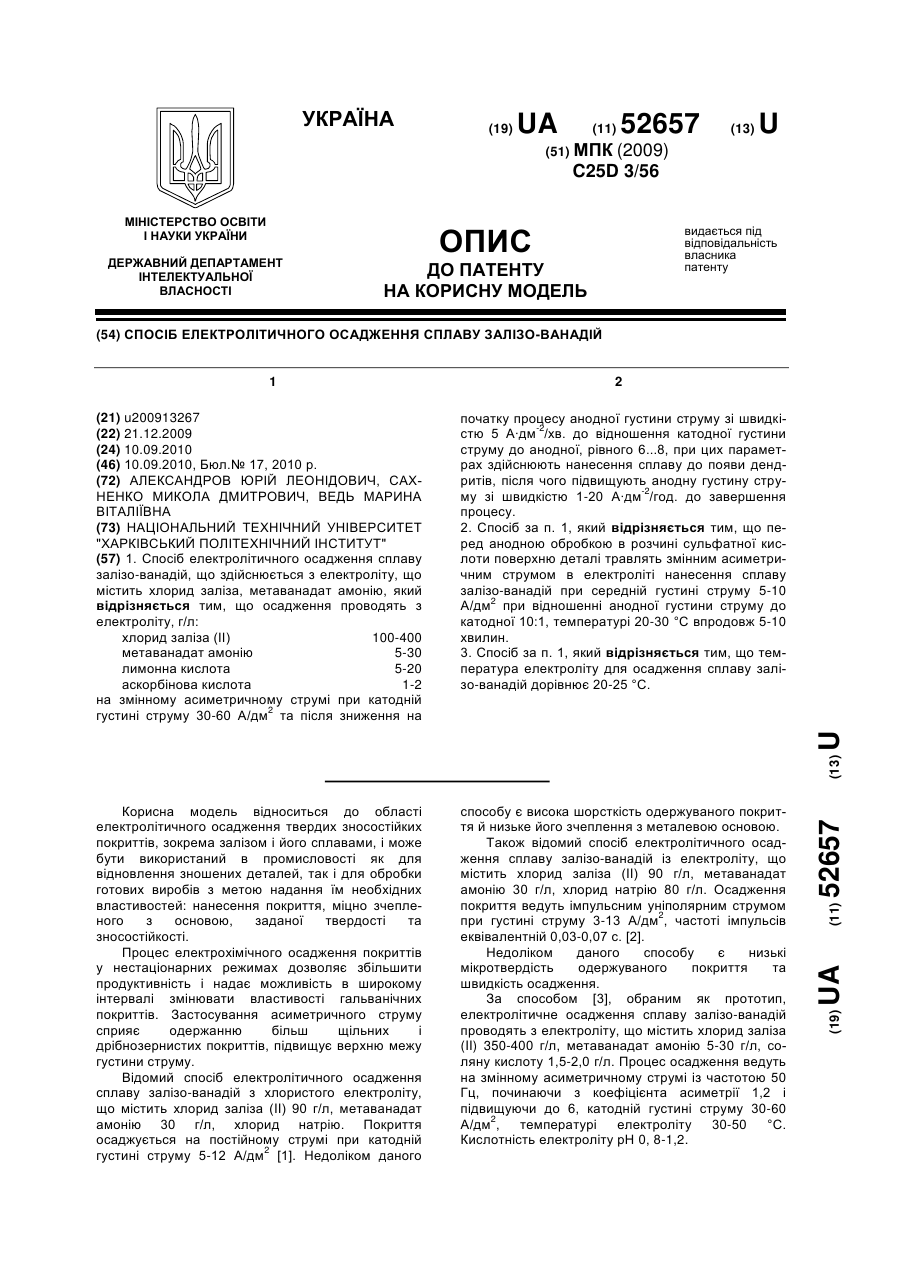
1. Спосіб електролітичного осадження сплаву залізо-ванадій, що здійснюється з електроліту, що містить хлорид заліза, метаванадат амонію, який відрізняється тим, що осадження проводять з електроліту, г/л: хлорид заліза (II) 100-400 метаванадат амонію 5-30 лимонна кислота 5-20 аскорбінова кислота 1-2 на...