Спосіб електролітичного осадження сплаву залізо-ванадій
Номер патенту: 52657
Опубліковано: 10.09.2010
Автори: Сахненко Микола Дмитрович, Александров Юрій Леонідович, Ведь Марина Віталіївна
Формула / Реферат
1. Спосіб електролітичного осадження сплаву залізо-ванадій, що здійснюється з електроліту, що містить хлорид заліза, метаванадат амонію, який відрізняється тим, що осадження проводять з електроліту, г/л:
хлорид заліза (II)
100-400
метаванадат амонію
5-30
лимонна кислота
5-20
аскорбінова кислота
1-2
на змінному асиметричному струмі при катодній густині струму 30-60 А/дм2 та після зниження на початку процесу анодної густини струму зі швидкістю 5 А·дм-2/хв. до відношення катодної густини струму до анодної, рівного 6...8, при цих параметрах здійснюють нанесення сплаву до появи дендритів, після чого підвищують анодну густину струму зі швидкістю 1-20 А·дм-2/год. до завершення процесу.
2. Спосіб за п. 1, який відрізняється тим, що перед анодною обробкою в розчині сульфатної кислоти поверхню деталі травлять змінним асиметричним струмом в електроліті нанесення сплаву залізо-ванадій при середній густині струму 5-10 А/дм2 при відношенні анодної густини струму до катодної 10:1, температурі 20-30 °С впродовж 5-10 хвилин.
3. Спосіб за п. 1, який відрізняється тим, що температура електроліту для осадження сплаву залізо-ванадій дорівнює 20-25 °С.
Текст
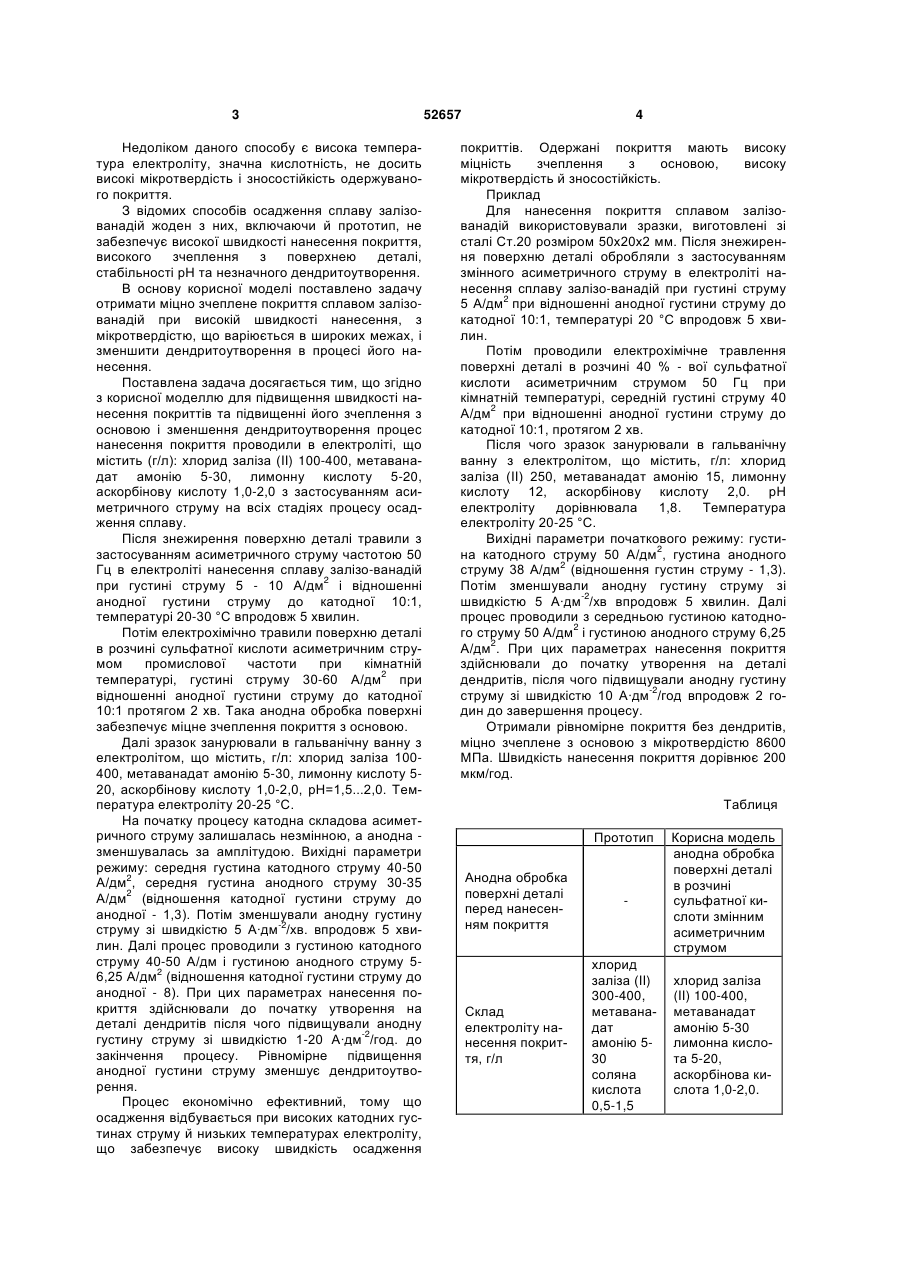
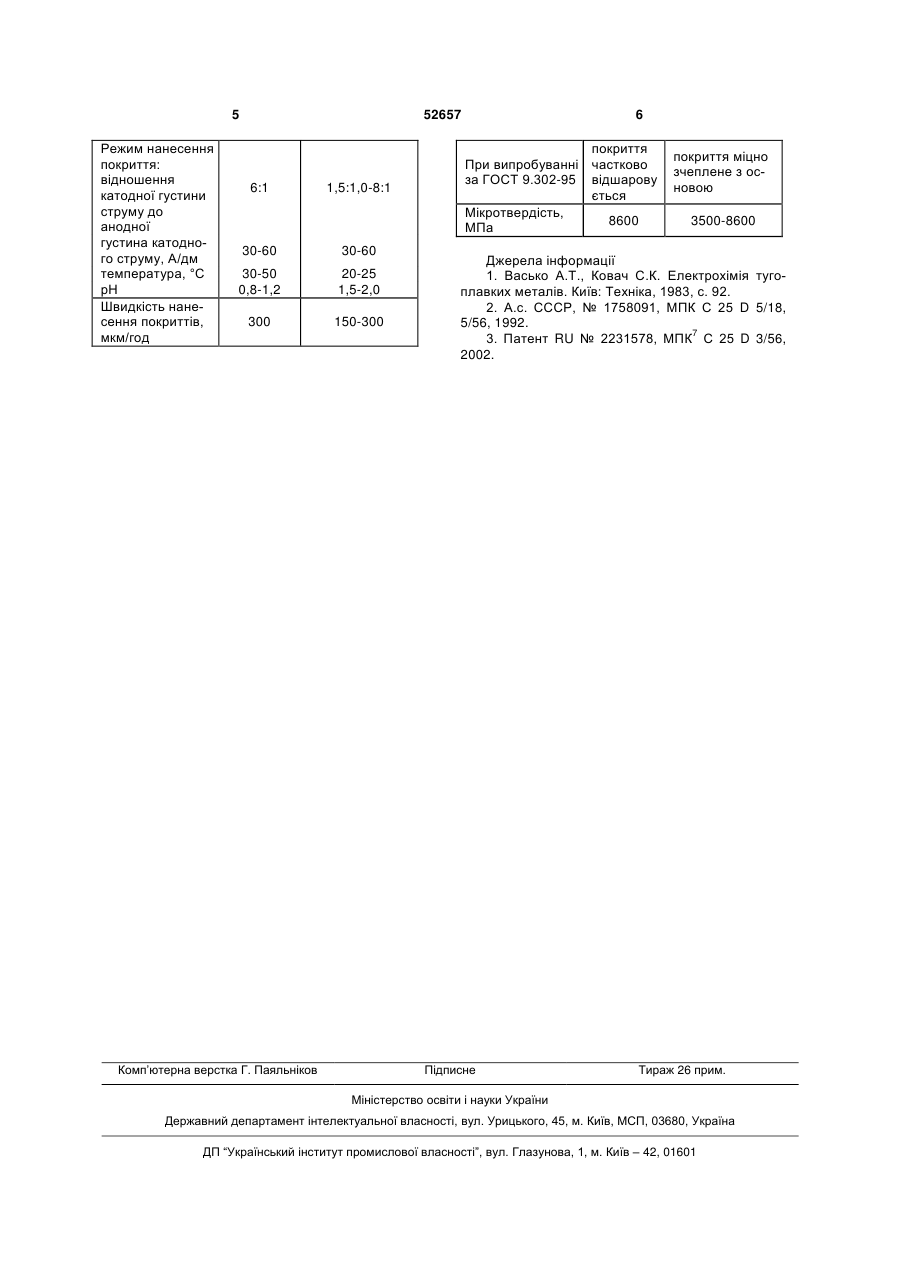
1. Спосіб електролітичного осадження сплаву залізо-ванадій, що здійснюється з електроліту, що містить хлорид заліза, метаванадат амонію, який відрізняється тим, що осадження проводять з електроліту, г/л: хлорид заліза (II) 100-400 метаванадат амонію 5-30 лимонна кислота 5-20 аскорбінова кислота 1-2 на змінному асиметричному струмі при катодній густині струму 30-60 А/дм2 та після зниження на 3 Недоліком даного способу є висока температура електроліту, значна кислотність, не досить високі мікротвердість і зносостійкість одержуваного покриття. З відомих способів осадження сплаву залізованадій жоден з них, включаючи й прототип, не забезпечує високої швидкості нанесення покриття, високого зчеплення з поверхнею деталі, стабільності рН та незначного дендритоутворення. В основу корисної моделі поставлено задачу отримати міцно зчеплене покриття сплавом залізованадій при високій швидкості нанесення, з мікротвердістю, що варіюється в широких межах, і зменшити дендритоутворення в процесі його нанесення. Поставлена задача досягається тим, що згідно з корисної моделлю для підвищення швидкості нанесення покриттів та підвищенні його зчеплення з основою і зменшення дендритоутворення процес нанесення покриття проводили в електроліті, що містить (г/л): хлорид заліза (II) 100-400, метаванадат амонію 5-30, лимонну кислоту 5-20, аскорбінову кислоту 1,0-2,0 з застосуванням асиметричного струму на всіх стадіях процесу осадження сплаву. Після знежирення поверхню деталі травили з застосуванням асиметричного струму частотою 50 Гц в електроліті нанесення сплаву залізо-ванадій при густині струму 5 - 10 А/дм2 і відношенні анодної густини струму до катодної 10:1, температурі 20-30 °С впродовж 5 хвилин. Потім електрохімічно травили поверхню деталі в розчині сульфатної кислоти асиметричним струмом промислової частоти при кімнатній температурі, густині струму 30-60 А/дм2 при відношенні анодної густини струму до катодної 10:1 протягом 2 хв. Така анодна oбробка поверхні забезпечує міцне зчеплення покриття з основою. Далі зразок занурювали в гальванічну ванну з електролітом, що містить, г/л: хлорид заліза 100400, метаванадат амонію 5-30, лимонну кислоту 520, аскорбінову кислоту 1,0-2,0, рН=1,5...2,0. Температура електроліту 20-25 °С. На початку процесу катодна складова асиметричного струму залишалась незмінною, а анодна зменшувалась за амплітудою. Вихідні параметри режиму: середня густина катодного струму 40-50 А/дм2, середня густина анодного струму 30-35 А/дм2 (відношення катодної густини струму до анодної - 1,3). Потім зменшували анодну густину струму зі швидкістю 5 А·дм-2/хв. впродовж 5 хвилин. Далі процес проводили з густиною катодного струму 40-50 А/дм і густиною анодного струму 56,25 А/дм2 (відношення катодної густини струму до анодної - 8). При цих параметрах нанесення покриття здійснювали до початку утворення на деталі дендритів після чого підвищували анодну густину струму зі швидкістю 1-20 А·дм-2/год. до закінчення процесу. Рівномірне підвищення анодної густини струму зменшує дендритоутворення. Процес економічно ефективний, тому що осадження відбувається при високих катодних густинах струму й низьких температурах електроліту, що забезпечує високу швидкість осадження 52657 4 покриттів. Одержані покриття мають високу міцність зчеплення з основою, високу мікротвердість й зносостійкість. Приклад Для нанесення покриття сплавом залізованадій використовували зразки, виготовлені зі сталі Ст.20 розміром 50x20x2 мм. Після знежирення поверхню деталі обробляли з застосуванням змінного асиметричного струму в електроліті нанесення сплаву залізо-ванадій при густині струму 5 А/дм2 при відношенні анодної густини струму до катодної 10:1, температурі 20 °С впродовж 5 хвилин. Потім проводили електрохімічне травлення поверхні деталі в розчині 40 % - вої сульфатної кислоти асиметричним струмом 50 Гц при кімнатній температурі, середній густині струму 40 А/дм2 при відношенні анодної густини струму до катодної 10:1, протягом 2 хв. Після чого зразок занурювали в гальванічну ванну з електролітом, що містить, г/л: хлорид заліза (II) 250, метаванадат амонію 15, лимонну кислоту 12, аскорбінову кислоту 2,0. рН електроліту дорівнювала 1,8. Температура електроліту 20-25 °С. Вихідні параметри початкового режиму: густина катодного струму 50 А/дм2, густина анодного струму 38 А/дм2 (відношення густин струму - 1,3). Потім зменшували анодну густину струму зі швидкістю 5 А·дм-2/хв впродовж 5 хвилин. Далі процес проводили з середньою густиною катодно2 го струму 50 А/дм і густиною анодного струму 6,25 А/дм2. При цих параметрах нанесення покриття здійснювали до початку утворення на деталі дендритів, після чого підвищували анодну густину струму зі швидкістю 10 А·дм-2/год впродовж 2 годин до завершення процесу. Отримали рівномірне покриття без дендритів, міцно зчеплене з основою з мікротвердістю 8600 МПа. Швидкість нанесення покриття дорівнює 200 мкм/год. Таблиця Прототип Анодна обробка поверхні деталі перед нанесенням покриття Склад електроліту нанесення покриття, г/л хлорид заліза (II) 300-400, метаванадат амонію 530 соляна кислота 0,5-1,5 Корисна модель анодна обробка поверхні деталі в розчині сульфатної кислоти змінним асиметричним струмом хлорид заліза (II) 100-400, метаванадат амонію 5-30 лимонна кислота 5-20, аскорбінова кислота 1,0-2,0. 5 Режим нанесення покриття: відношення катодної густини струму до анодної густина катодного струму, А/дм температура, °С рН Швидкість нанесення покриттів, мкм/год 52657 6:1 1,5:1,0-8:1 30-60 30-60 30-50 0,8-1,2 20-25 1,5-2,0 300 150-300 Комп’ютерна верстка Г. Паяльніков 6 покриття При випробуванні частково за ГОСТ 9.302-95 відшарову ється Мікротвердість, 8600 МПа покриття міцно зчеплене з основою 3500-8600 Джерела інформації 1. Васько А.Т., Ковач С.К. Електрохімія тугоплавких металів. Київ: Техніка, 1983, с. 92. 2. А.с. СССР, № 1758091, МПК С 25 D 5/18, 5/56, 1992. 3. Патент RU № 2231578, МПК7 С 25 D 3/56, 2002. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrolythic deposition of iron-vanadium alloy
Автори англійськоюAleksandrov Yurii Leonidovych, Sakhnenko Mykola Dmytrovych, Ved Maryna Vitaliivna
Назва патенту російськоюСпособ электролитического осаждения сплава железо-ванадий
Автори російськоюАлександров Юрий Леонидович, Сахненко Николай Дмитриевич, Ведь Марина Витальевна
МПК / Мітки
МПК: C25D 3/56
Мітки: сплаву, електролітичного, залізо-ванадій, спосіб, осадження
Код посилання
<a href="https://ua.patents.su/3-52657-sposib-elektrolitichnogo-osadzhennya-splavu-zalizo-vanadijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електролітичного осадження сплаву залізо-ванадій</a>
Спосіб електролітичного осадження сплаву залізо-вольфрам
Номер патенту: 45350
Опубліковано: 10.11.2009
Автори: Ведь Марина Віталіївна, Сахненко Микола Дмитрович, Александров Юрій Леонідович
МПК: C25D 3/56
Мітки: спосіб, сплаву, осадження, електролітичного, залізо-вольфрам
Формула / Реферат:
1. Спосіб електролітичного осадження сплаву залізо-вольфрам з електролітів на основі вольфрамокислого натрію та хлориду заліза (II) змінним асиметричним струмом, який відрізняється тим, що осадження проводять з електроліту, що містить (г/л): вольфрамокислий натрій 50-100 хлорид заліза (II) 100-300 лимонна кислота 5-20 ...
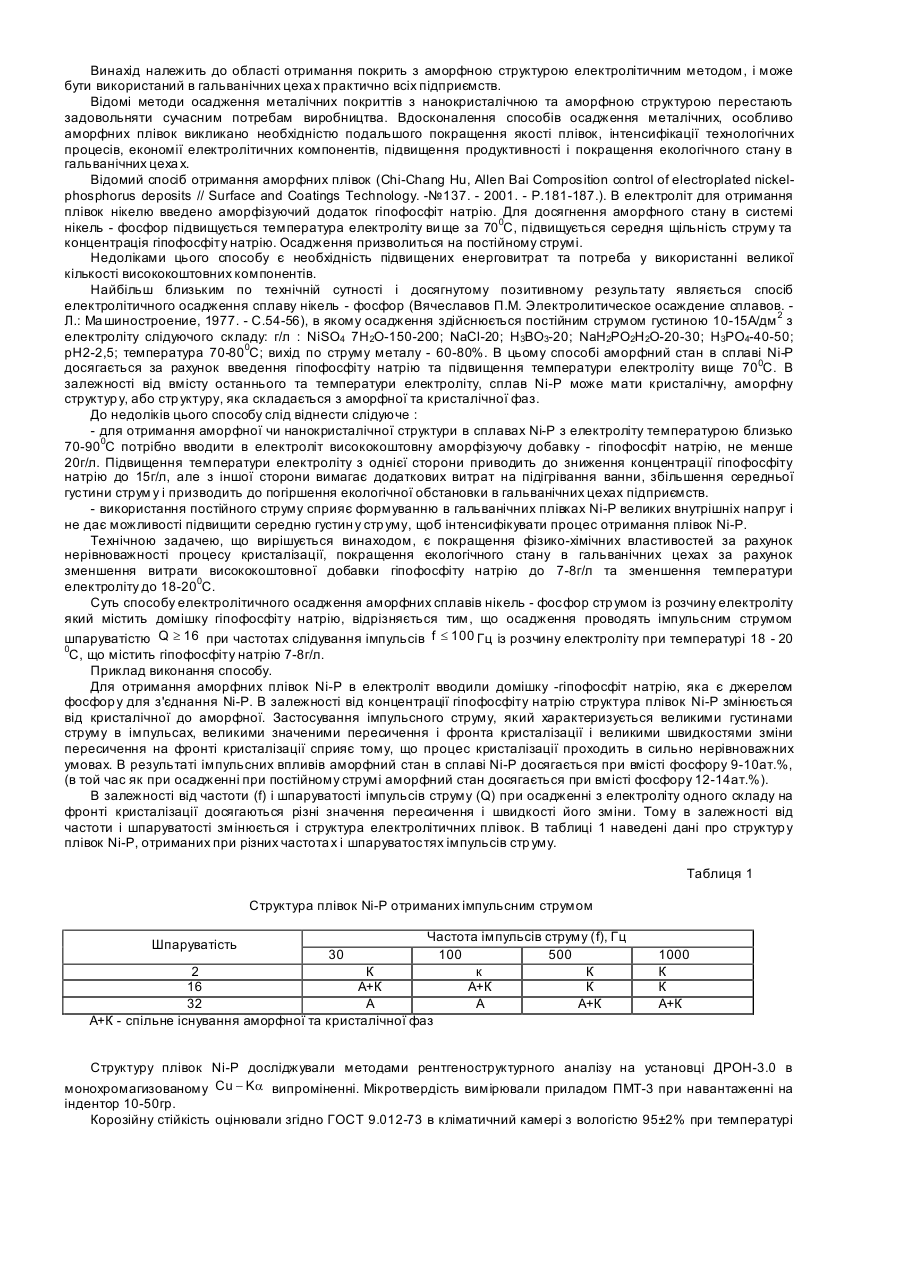
Спосіб електролітичного осадження аморфних сплавів залізо-фосфор
Номер патенту: 54551
Опубліковано: 17.03.2003
Автори: Заблудовьский Володимир Олександрович, Штапенко Едуард Пилипович, Гулівець Олексій Миколайович, Ганич Руслан Пилипович, Гаджилов Михайло Валентинович, Грибок Віолета Святославівна
МПК: C25D 5/00
Мітки: сплавів, залізо-фосфор, осадження, аморфних, електролітичного, спосіб
Формула / Реферат:
Спосіб електролітичного осадження аморфних сплавів залізо-фосфор, який передбачає дію струму на розчин електроліту, котрий містить домішку гіпофосфіту натрію, який відрізняється тим, що осадження проводять імпульсним струмом шпаруватістю, меншою або рівною 8, при частотах слідування імпульсів струму, більших або рівних 30 Гц, із електроліту, що містить гіпофосфіту натрію 4 г/л.
Спосіб електролітичного осадження аморфного сплаву нікель-фосфор
Номер патенту: 70567
Опубліковано: 15.10.2004
Автори: Заблудовьский Володимир Олександрович, Ганич Руслан Пилипович, Баскевич Олександр Семенович, Герасименко Дмитро Валерійович, Гулівець Олексій Миколайович, Штапенко Едуард Пилипович
МПК: C25D 5/00
Мітки: нікель-фосфор, спосіб, електролітичного, осадження, аморфного, сплаву
Формула / Реферат:
Спосіб електролітичного осадження аморфного сплаву нікель-фосфор струмом із розчину електроліту, який містить домішку гіпофосфіту натрію, який відрізняється тим, що осадження проводять імпульсним струмом шпаруватістю при частотах слідування імпульсів Гц із розчину електроліту при температурі 18-20 °С, що...
Спосіб електролітичного осадження аморфних сплавів кобальт-фосфор
Номер патенту: 54537
Опубліковано: 17.03.2003
Автори: Гулівець Олексій Миколайович, Гаджилов Михайло Валентинович, Грибок Віолета Святославівна, Ганич Руслан Пилипович, Штапенко Едуард Пилипович, Заблудовьский Володимир Олександрович
МПК: C25D 5/00
Мітки: осадження, електролітичного, спосіб, кобальт-фосфор, сплавів, аморфних
Формула / Реферат:
Спосіб електролітичного осадження аморфних сплавів кобальт-фосфор постійним струмом із розчину електроліту, що містить домішку гіпофосфіту натрію, який відрізняється тим, що осадження проводять імпульсним струмом шпаруватістю, більшою або рівною 16, при частотах слідування імпульсів струму, менших або рівних 100 Гц, із електроліту, що містить гіпофосфіту натрію 3-4 г/л.
Електроліт осадження сплаву ni-ag
Номер патенту: 3837
Опубліковано: 15.12.2004
Автори: Школьнікова Тетяна Василівна, Куковицький Миколай Миколайович, Байрачний Володимир Борисович
МПК: C25D 3/12
Мітки: сплаву, ni-ag, осадження, електроліт
Формула / Реферат:
Електроліт осадження сплаву Ag-Ni, який містить тіосульфат срібла та хлорид нікелю, який відрізняється тим, що додатково містить сульфамат нікелю, хлорид натрію, борну кислоту при наступному співвідношенні компонентів (г/дм3) та режиму електролізу: тіосульфат срібла (в перерахунку на срібло) 1-2 хлорид нікелю 32-35 сульфамат нікелю 200-250 ...
Попередній патент: Термоядерний реактор
Наступний патент: Спосіб холодної пільгерної прокатки труб
Випадковий патент: Спосіб отримання напівпровідникового матеріалу з лінійною залежністю електропровідності від температури