Пристрій для поверхневого пластичного зміцнення деталей
Номер патенту: 63051
Опубліковано: 26.09.2011
Автори: Борцов Олександр Сергійович, Соловйов Станіслав Миколайович, Мозолюк Володимир Олексійович
Формула / Реферат
1. Пристрій для поверхневого пластичного зміцнення деталей, що містить металевий корпус і розташовані в ньому радіально, через певний крок по колу, ударні елементи, залиті пружним матеріалом, який відрізняється тим, що ударні елементи виконані з заплечиками, за допомогою яких вони закріплюються в пружному матеріалі, а робочі поверхні ударних елементів встановлено на однаковій відстані від осі обертання корпусу.
2. Пристрій за п. 1, який відрізняється тим, що ударні елементи складені з двох частин: деформуючих елементів з твердосплавного матеріалу, наприклад твердого сплаву ВК8, і заплечиків з вуглецевої сталі, наприклад Ст.3, і з'єднані між собою, наприклад паянням.
3. Пристрій за пп. 1, 2, який відрізняється тим, що корпус виконаний роз'ємним і складений з пустотілого диска з буртом, в якому розташовані отвори для радіального напряму ударних елементів, і центрового отвору, а також кільцевої ланки кришки, при цьому корпус з'єднаний скріпними елементами, наприклад склепками.
Текст
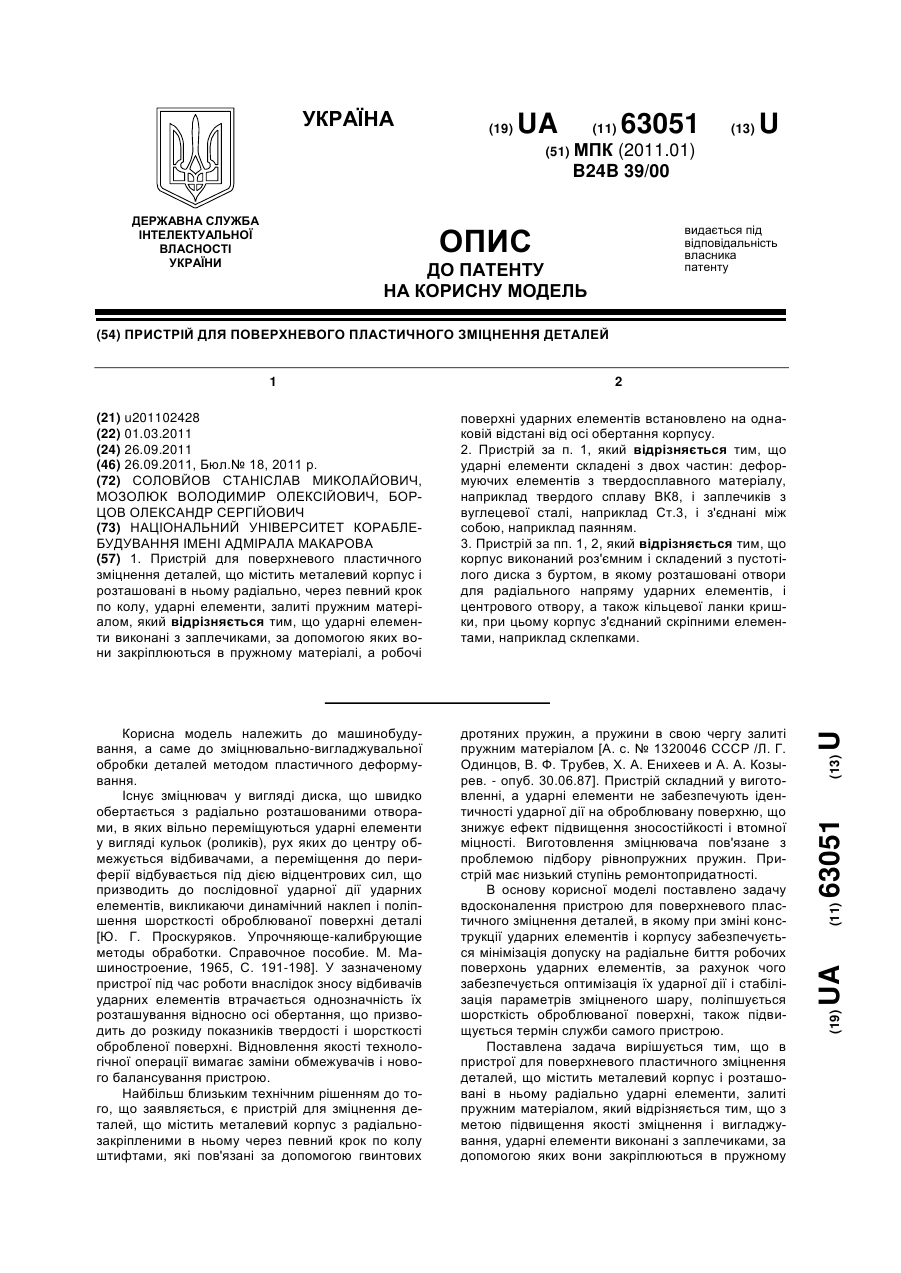
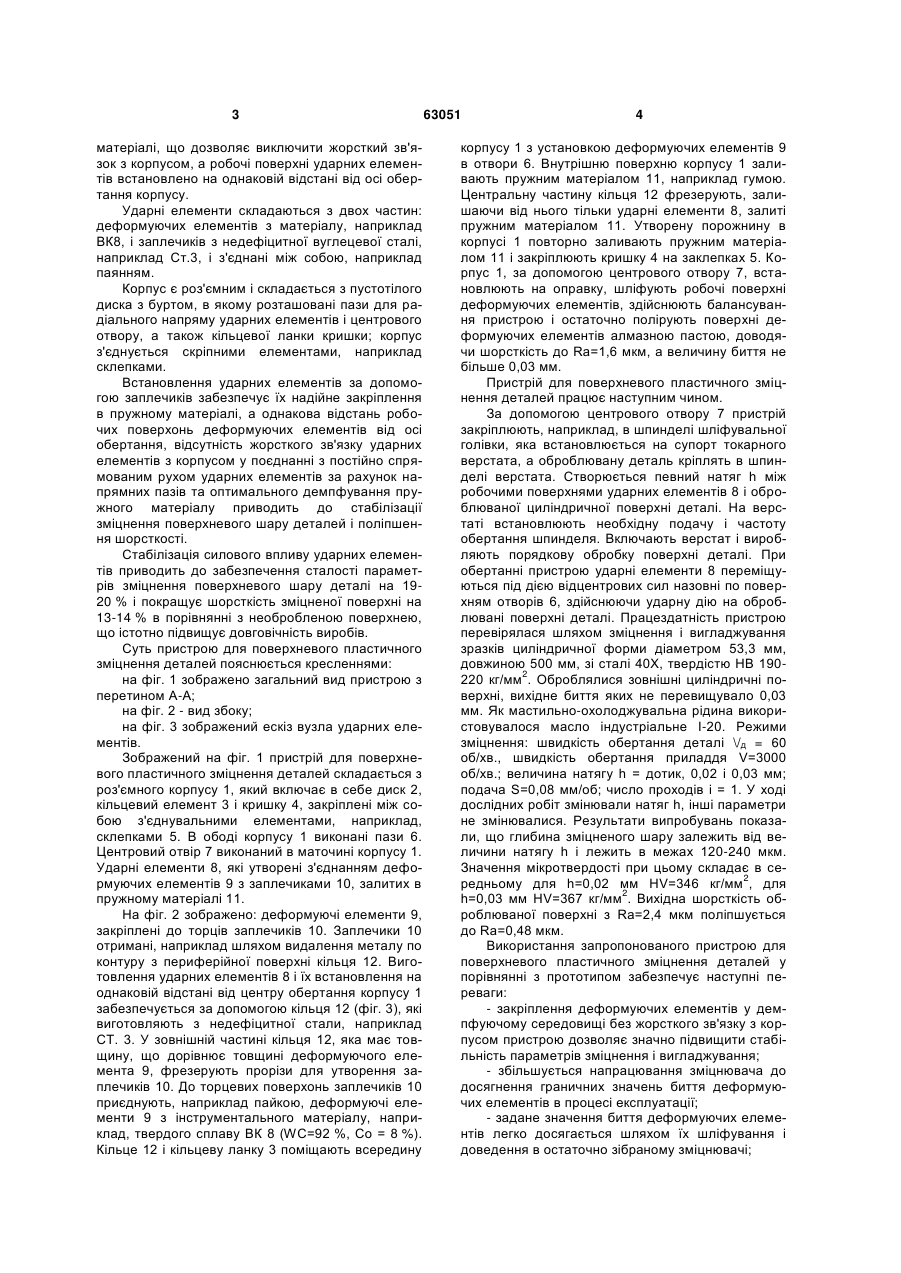
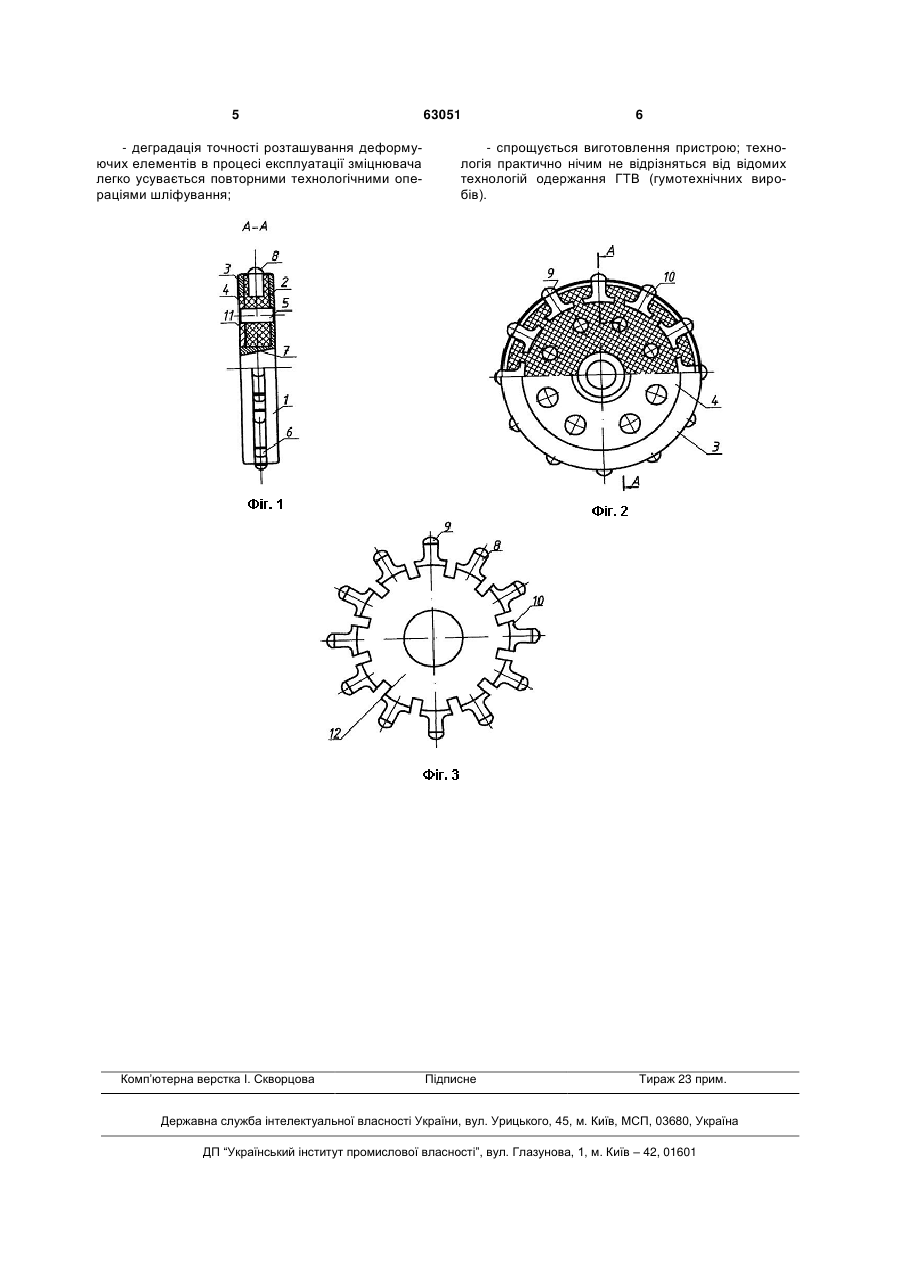
1. Пристрій для поверхневого пластичного зміцнення деталей, що містить металевий корпус і розташовані в ньому радіально, через певний крок по колу, ударні елементи, залиті пружним матеріалом, який відрізняється тим, що ударні елементи виконані з заплечиками, за допомогою яких вони закріплюються в пружному матеріалі, а робочі 3 матеріалі, що дозволяє виключити жорсткий зв'язок з корпусом, а робочі поверхні ударних елементів встановлено на однаковій відстані від осі обертання корпусу. Ударні елементи складаються з двох частин: деформуючих елементів з матеріалу, наприклад ВК8, і заплечиків з недефіцитної вуглецевої сталі, наприклад Ст.3, і з'єднані між собою, наприклад паянням. Корпус є роз'ємним і складається з пустотілого диска з буртом, в якому розташовані пази для радіального напряму ударних елементів і центрового отвору, а також кільцевої ланки кришки; корпус з'єднується скріпними елементами, наприклад склепками. Встановлення ударних елементів за допомогою заплечиків забезпечує їх надійне закріплення в пружному матеріалі, а однакова відстань робочих поверхонь деформуючих елементів від осі обертання, відсутність жорсткого зв'язку ударних елементів з корпусом у поєднанні з постійно спрямованим рухом ударних елементів за рахунок напрямних пазів та оптимального демпфування пружного матеріалу приводить до стабілізації зміцнення поверхневого шару деталей і поліпшення шорсткості. Стабілізація силового впливу ударних елементів приводить до забезпечення сталості параметрів зміцнення поверхневого шару деталі на 1920 % і покращує шорсткість зміцненої поверхні на 13-14 % в порівнянні з необробленою поверхнею, що істотно підвищує довговічність виробів. Суть пристрою для поверхневого пластичного зміцнення деталей пояснюється кресленнями: на фіг. 1 зображено загальний вид пристрою з перетином А-А; на фіг. 2 - вид збоку; на фіг. 3 зображений ескіз вузла ударних елементів. Зображений на фіг. 1 пристрій для поверхневого пластичного зміцнення деталей складається з роз'ємного корпусу 1, який включає в себе диск 2, кільцевий елемент 3 і кришку 4, закріплені між собою з'єднувальними елементами, наприклад, склепками 5. В ободі корпусу 1 виконані пази 6. Центровий отвір 7 виконаний в маточині корпусу 1. Ударні елементи 8, які утворені з'єднанням деформуючих елементів 9 з заплечиками 10, залитих в пружному матеріалі 11. На фіг. 2 зображено: деформуючі елементи 9, закріплені до торців заплечиків 10. Заплечики 10 отримані, наприклад шляхом видалення металу по контуру з периферійної поверхні кільця 12. Виготовлення ударних елементів 8 і їх встановлення на однаковій відстані від центру обертання корпусу 1 забезпечується за допомогою кільця 12 (фіг. 3), які виготовляють з недефіцитної стали, наприклад СТ. 3. У зовнішній частині кільця 12, яка має товщину, що дорівнює товщині деформуючого елемента 9, фрезерують прорізи для утворення заплечиків 10. До торцевих поверхонь заплечиків 10 приєднують, наприклад пайкою, деформуючі елементи 9 з інструментального матеріалу, наприклад, твердого сплаву ВК 8 (WC=92 %, Со = 8 %). Кільце 12 і кільцеву ланку 3 поміщають всередину 63051 4 корпусу 1 з установкою деформуючих елементів 9 в отвори 6. Внутрішню поверхню корпусу 1 заливають пружним матеріалом 11, наприклад гумою. Центральну частину кільця 12 фрезерують, залишаючи від нього тільки ударні елементи 8, залиті пружним матеріалом 11. Утворену порожнину в корпусі 1 повторно заливають пружним матеріалом 11 і закріплюють кришку 4 на заклепках 5. Корпус 1, за допомогою центрового отвору 7, встановлюють на оправку, шліфують робочі поверхні деформуючих елементів, здійснюють балансування пристрою і остаточно полірують поверхні деформуючих елементів алмазною пастою, доводячи шорсткість до Ra=1,6 мкм, а величину биття не більше 0,03 мм. Пристрій для поверхневого пластичного зміцнення деталей працює наступним чином. За допомогою центрового отвору 7 пристрій закріплюють, наприклад, в шпинделі шліфувальної голівки, яка встановлюється на супорт токарного верстата, а оброблювану деталь кріплять в шпинделі верстата. Створюється певний натяг h між робочими поверхнями ударних елементів 8 і оброблюваної циліндричної поверхні деталі. На верстаті встановлюють необхідну подачу і частоту обертання шпинделя. Включають верстат і виробляють порядкову обробку поверхні деталі. При обертанні пристрою ударні елементи 8 переміщуються під дією відцентрових сил назовні по поверхням отворів 6, здійснюючи ударну дію на оброблювані поверхні деталі. Працездатність пристрою перевірялася шляхом зміцнення і вигладжування зразків циліндричної форми діаметром 53,3 мм, довжиною 500 мм, зі сталі 40Х, твердістю НВ 1902 220 кг/мм . Оброблялися зовнішні циліндричні поверхні, вихідне биття яких не перевищувало 0,03 мм. Як мастильно-охолоджувальна рідина використовувалося масло індустріальне І-20. Режими зміцнення: швидкість обертання деталі \/д = 60 об/хв., швидкість обертання приладдя V=3000 об/хв.; величина натягу h = дотик, 0,02 і 0,03 мм; подача S=0,08 мм/об; число проходів і = 1. У ході дослідних робіт змінювали натяг h, інші параметри не змінювалися. Результати випробувань показали, що глибина зміцненого шару залежить від величини натягу h і лежить в межах 120-240 мкм. Значення мікротвердості при цьому складає в се2 редньому для h=0,02 мм HV=346 кг/мм , для 2 h=0,03 мм HV=367 кг/мм . Вихідна шорсткість оброблюваної поверхні з Ra=2,4 мкм поліпшується до Ra=0,48 мкм. Використання запропонованого пристрою для поверхневого пластичного зміцнення деталей у порівнянні з прототипом забезпечує наступні переваги: - закріплення деформуючих елементів у демпфуючому середовищі без жорсткого зв'язку з корпусом пристрою дозволяє значно підвищити стабільність параметрів зміцнення і вигладжування; - збільшується напрацювання зміцнювача до досягнення граничних значень биття деформуючих елементів в процесі експлуатації; - задане значення биття деформуючих елементів легко досягається шляхом їх шліфування і доведення в остаточно зібраному зміцнювачі; 5 - деградація точності розташування деформуючих елементів в процесі експлуатації зміцнювача легко усувається повторними технологічними операціями шліфування; Комп’ютерна верстка І. Скворцова 63051 6 - спрощується виготовлення пристрою; технологія практично нічим не відрізняться від відомих технологій одержання ГТВ (гумотехнічних виробів). Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for surface plastic hardening parts
Автори англійськоюSolov’iov Stanislav Mykolaiovych, Mozoliuk Volodymyr Oleksiiovych, Bortsov Oleksandr Serhiiovych
Назва патенту російськоюУстройство для поверхностного пластического упрочнения деталей
Автори російськоюСоловьев Станислав Николаевич, Мозолюк Владимир Алексеевич, Борцов Александр Сергеевич
МПК / Мітки
МПК: B24B 39/00
Мітки: пристрій, деталей, зміцнення, поверхневого, пластичного
Код посилання
<a href="https://ua.patents.su/3-63051-pristrijj-dlya-poverkhnevogo-plastichnogo-zmicnennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для поверхневого пластичного зміцнення деталей</a>
Обладнання для лазерного поверхневого зміцнення деталей
Номер патенту: 3730
Опубліковано: 15.12.2004
Автори: Головко Леонід Федорович, Аль-Шара Мотаз Мухаммед, Мажейка Олександр Йосипович, Вурсіченко Юрій Васильович
МПК: B23K 26/00
Мітки: обладнання, поверхневого, лазерного, деталей, зміцнення
Формула / Реферат:
Обладнання для лазерного поверхневого зміцнення деталей, що містить основний лазер, оптично зв'язаний з оброблюваною деталлю, та допоміжний лазер з блоками живлення та фокусуючими системами, встановленими на відстані від оброблюваної деталі, яке відрізняється тим, що обладнання оснащено герметичним резервуаром, в якому розташована оброблювана деталь, що заповнений рідиною і має вхідне вікно, яке прозоре для випромінювання основного та...
Плазмотрон для поверхневого зміцнення деталей та інструменту
Номер патенту: 25129
Опубліковано: 25.07.2007
Автори: Самотугін Сергій Савелійович, Мазур Владислав Олександрович
МПК: H05B 7/18, H05H 1/26, B21K 9/00
Мітки: зміцнення, поверхневого, деталей, інструменту, плазмотрон
Формула / Реферат:
Плазмотрон для поверхневого зміцнення з секціонованою міжелектродною вставкою з внутрішнім каналом та соплом з конічною вхідною та циліндричною вихідною ділянками, який відрізняється тим, що внутрішній канал вставки утворений сполученими між собою циліндричною та конічною, що звужуються у напрямку сопла, частинами, при цьому відношення висоти конічної частини до висоти циліндричної частини дорівнює 1,5-2, а величина конусності складає...
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей
Номер патенту: 51720
Опубліковано: 16.12.2002
Автори: Афтаназів Іван Семенович, Кусий Ярослав Маркіянович, Грицай Ігор Євгенович
МПК: B23P 9/00
Мітки: зміцнення, циліндричних, довгомірних, поверхонь, пристрій, деталей
Формула / Реферат:
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей, що містить кільцеві статор і якір електромагнітного приводу та встановлені з можливістю коливання ударні елементи, виконані у вигляді циліндричних дисків із рівномірно розташованими по їх периферії і виступаючими за їх межі деформуючими кульками, який відрізняється тим, що кожен із ударних елементів з'єднаний відповідно із статором чи якорем пружними елементами рівної...
Плазмотрон для поверхневого зміцнення деталей та інструменту
Номер патенту: 52442
Опубліковано: 25.08.2010
Автори: Самотугін Сергій Савелійович, Литвиненко Дмитро Сергійович, Мазур Владислав Олександрович, Гагарін Володимир Олександрович
МПК: H05B 7/00
Мітки: поверхневого, плазмотрон, зміцнення, деталей, інструменту
Формула / Реферат:
Плазмотрон для поверхневого зміцнення деталей та інструменту, що містить секціоновану міжелектродну вставку з внутрішнім каналом та соплом з конічною вхідною частиною та циліндричною вихідною, який відрізняється тим, що він виконаний із зовнішньою поверхнею сопла конічної форми, величина конусності визначається із співвідношення hk до , що дорівнює 0,4...0,6, де hk - висота...
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Кошеленко Павло Іванович, Левшун Павло Володимирович
Мітки: деталі, поверхневого, спосіб, комбінованою, обробкою, зміцнення
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Попередній патент: Пристрій для монтажу і демонтажу лопаті робочого колеса поворотно-лопатевої гідротурбіни
Наступний патент: Повітропідігрівник
Випадковий патент: Хлібопічка для вбудовування в меблі