Пристрій для ротаційного деформування труб
Формула / Реферат
1. Пристрій для ротаційного деформування труб, що містить хвостовик та робочу частину, який відрізняється тим, що робоча частина виконана у вигляді прямого кругового конуса, з'єднаного своєю основою з торцевою поверхнею хвостовика, яка нахилена під кутом до осі хвостовика, що дорівнює куту в основі конуса.
2. Пристрій за п. 1, який відрізняється тим, що конус з'єднаний з торцевою поверхнею хвостовика з можливістю обертання навколо своєї осі.
Текст
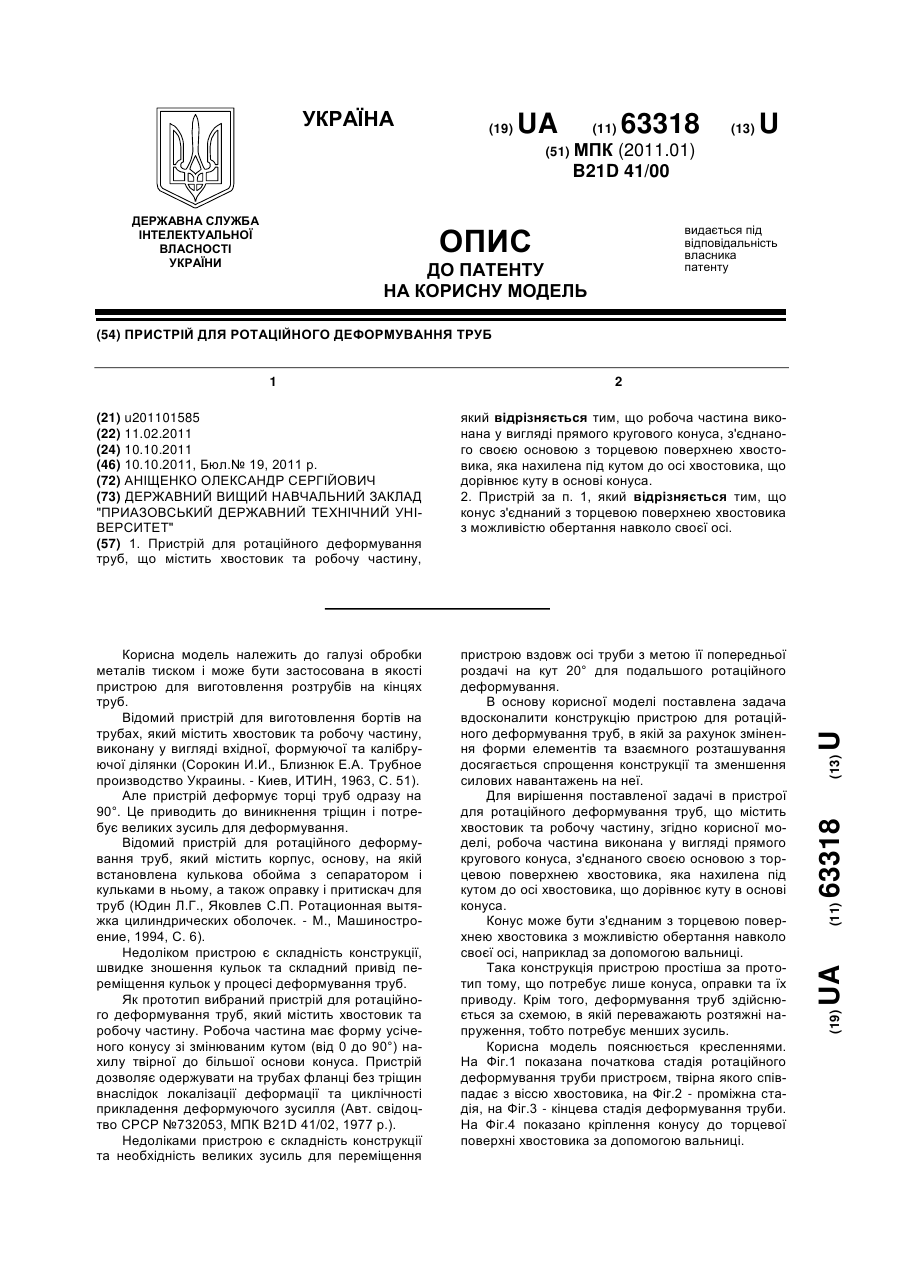
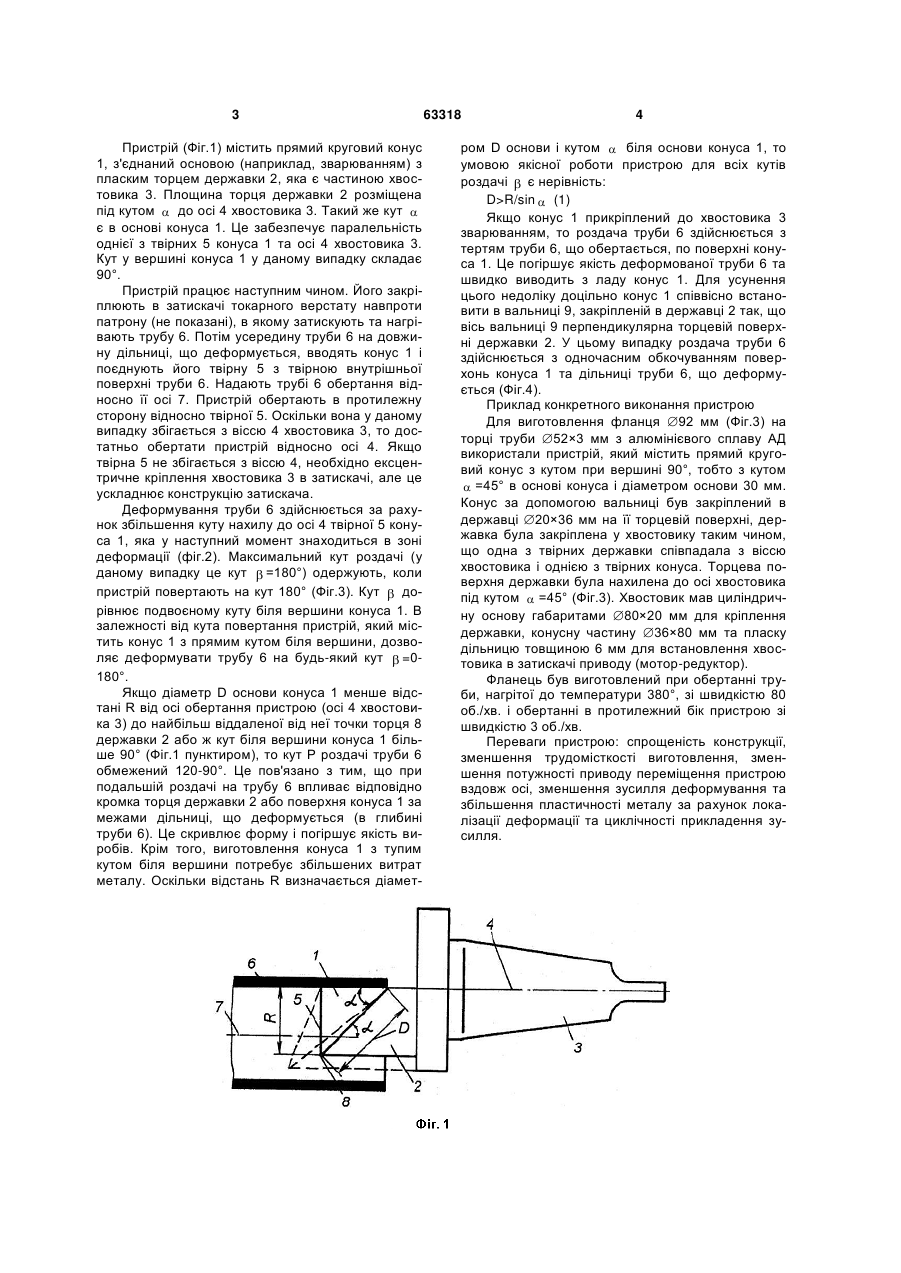
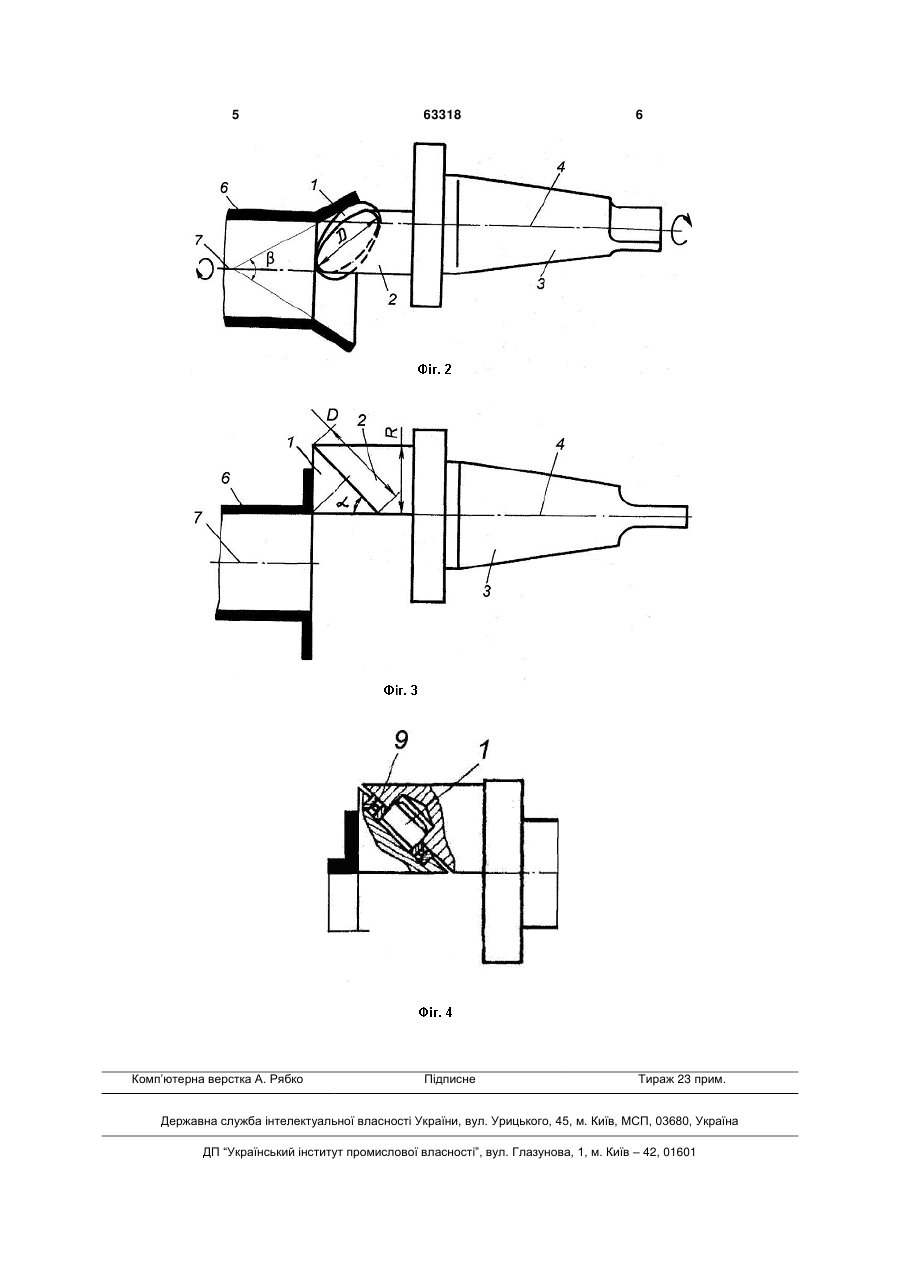
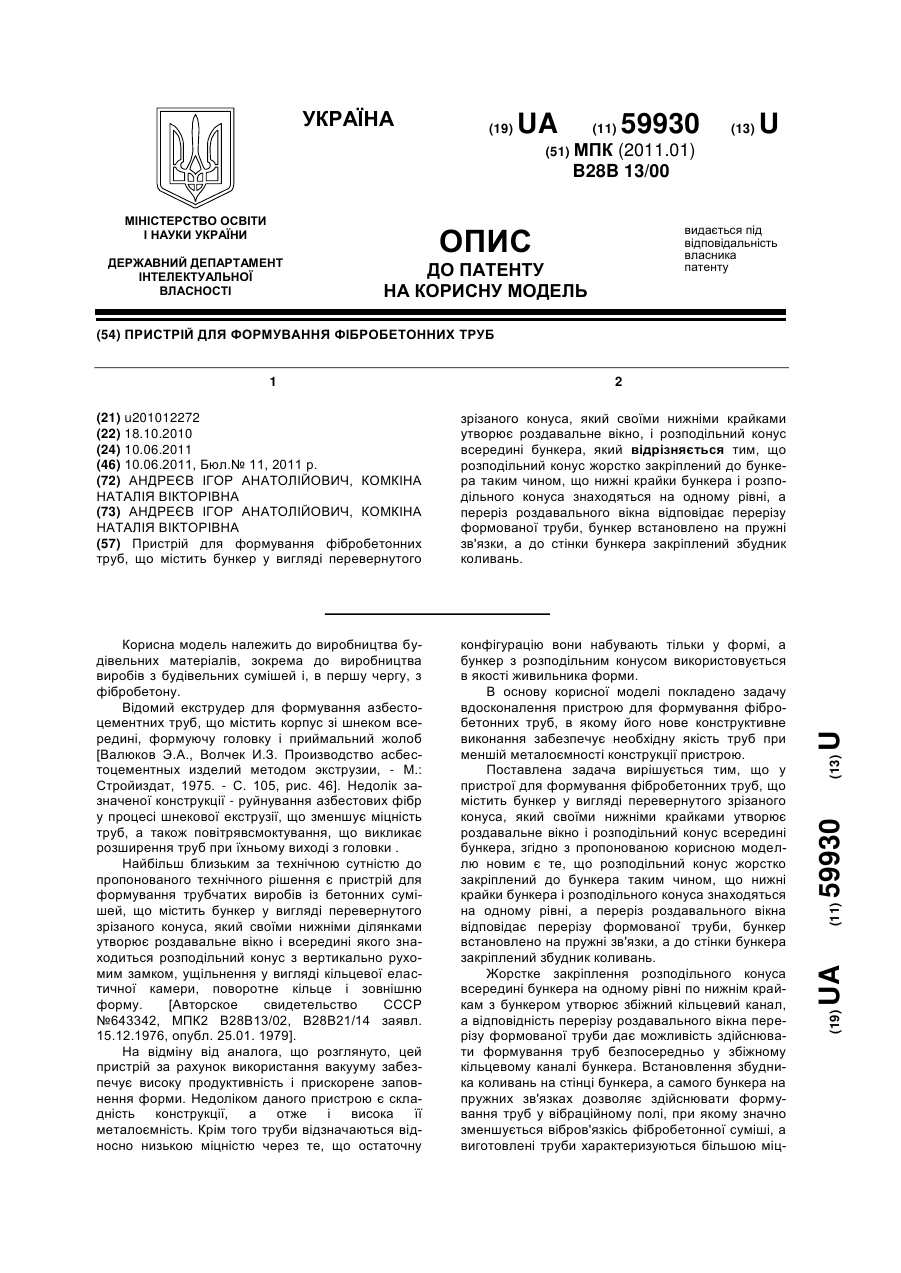
1. Пристрій для ротаційного деформування труб, що містить хвостовик та робочу частину, 3 Пристрій (Фіг.1) містить прямий круговий конус 1, з'єднаний основою (наприклад, зварюванням) з пласким торцем державки 2, яка є частиною хвостовика 3. Площина торця державки 2 розміщена під кутом до осі 4 хвостовика 3. Такий же кут є в основі конуса 1. Це забезпечує паралельність однієї з твірних 5 конуса 1 та осі 4 хвостовика 3. Кут у вершині конуса 1 у даному випадку складає 90°. Пристрій працює наступним чином. Його закріплюють в затискачі токарного верстату навпроти патрону (не показані), в якому затискують та нагрівають трубу 6. Потім усередину труби 6 на довжину дільниці, що деформується, вводять конус 1 і поєднують його твірну 5 з твірною внутрішньої поверхні труби 6. Надають трубі 6 обертання відносно її осі 7. Пристрій обертають в протилежну сторону відносно твірної 5. Оскільки вона у даному випадку збігається з віссю 4 хвостовика 3, то достатньо обертати пристрій відносно осі 4. Якщо твірна 5 не збігається з віссю 4, необхідно ексцентричне кріплення хвостовика 3 в затискачі, але це ускладнює конструкцію затискача. Деформування труби 6 здійснюється за рахунок збільшення куту нахилу до осі 4 твірної 5 конуса 1, яка у наступний момент знаходиться в зоні деформації (фіг.2). Максимальний кут роздачі (у даному випадку це кут =180°) одержують, коли пристрій повертають на кут 180° (Фіг.3). Кут дорівнює подвоєному куту біля вершини конуса 1. В залежності від кута повертання пристрій, який містить конус 1 з прямим кутом біля вершини, дозволяє деформувати трубу 6 на будь-який кут =0180°. Якщо діаметр D основи конуса 1 менше відстані R від осі обертання пристрою (осі 4 хвостовика 3) до найбільш віддаленої від неї точки торця 8 державки 2 або ж кут біля вершини конуса 1 більше 90° (Фіг.1 пунктиром), то кут Р роздачі труби 6 обмежений 120-90°. Це пов'язано з тим, що при подальшій роздачі на трубу 6 впливає відповідно кромка торця державки 2 або поверхня конуса 1 за межами дільниці, що деформується (в глибині труби 6). Це скривлює форму і погіршує якість виробів. Крім того, виготовлення конуса 1 з тупим кутом біля вершини потребує збільшених витрат металу. Оскільки відстань R визначається діамет 63318 4 ром D основи і кутом біля основи конуса 1, то умовою якісної роботи пристрою для всіх кутів роздачі є нерівність: D>R/sin (1) Якщо конус 1 прикріплений до хвостовика 3 зварюванням, то роздача труби 6 здійснюється з тертям труби 6, що обертається, по поверхні конуса 1. Це погіршує якість деформованої труби 6 та швидко виводить з ладу конус 1. Для усунення цього недоліку доцільно конус 1 співвісно встановити в вальниці 9, закріпленій в державці 2 так, що вісь вальниці 9 перпендикулярна торцевій поверхні державки 2. У цьому випадку роздача труби 6 здійснюється з одночасним обкочуванням поверхонь конуса 1 та дільниці труби 6, що деформується (Фіг.4). Приклад конкретного виконання пристрою Для виготовлення фланця 92 мм (Фіг.3) на торці труби 52×3 мм з алюмінієвого сплаву АД використали пристрій, який містить прямий круговий конус з кутом при вершині 90°, тобто з кутом =45° в основі конуса і діаметром основи 30 мм. Конус за допомогою вальниці був закріплений в державці 20×36 мм на її торцевій поверхні, державка була закріплена у хвостовику таким чином, що одна з твірних державки співпадала з віссю хвостовика і однією з твірних конуса. Торцева поверхня державки була нахилена до осі хвостовика під кутом =45° (Фіг.3). Хвостовик мав циліндричну основу габаритами 80×20 мм для кріплення державки, конусну частину 36×80 мм та пласку дільницю товщиною 6 мм для встановлення хвостовика в затискачі приводу (мотор-редуктор). Фланець був виготовлений при обертанні труби, нагрітої до температури 380°, зі швидкістю 80 об./хв. і обертанні в протилежний бік пристрою зі швидкістю 3 об./хв. Переваги пристрою: спрощеність конструкції, зменшення трудомісткості виготовлення, зменшення потужності приводу переміщення пристрою вздовж осі, зменшення зусилля деформування та збільшення пластичності металу за рахунок локалізації деформації та циклічності прикладення зусилля. 5 Комп’ютерна верстка А. Рябко 63318 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for rotational deformation of pipes
Автори англійськоюAnischenko Oleksandr Serhiiovych
Назва патенту російськоюУстройство для ротационного деформирования труб
Автори російськоюАнищенко Александр Сергеевич
МПК / Мітки
МПК: B21D 41/00
Мітки: ротаційного, труб, деформування, пристрій
Код посилання
<a href="https://ua.patents.su/3-63318-pristrijj-dlya-rotacijjnogo-deformuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для ротаційного деформування труб</a>
Пристрій для формування фібробетонних труб
Номер патенту: 59930
Опубліковано: 10.06.2011
Автори: Комкіна Наталія Вікторівна, Андреєв Ігор Анатолійович
МПК: B28B 13/00
Мітки: пристрій, фібробетонних, формування, труб
Формула / Реферат:
Пристрій для формування фібробетонних труб, що містить бункер у вигляді перевернутого зрізаного конуса, який своїми нижніми крайками утворює роздавальне вікно, і розподільний конус всередині бункера, який відрізняється тим, що розподільний конус жорстко закріплений до бункера таким чином, що нижні крайки бункера і розподільного конуса знаходяться на одному рівні, а переріз роздавального вікна відповідає перерізу формованої труби, бункер...
Пристрій для ротаційного штампування і спосіб ротаційного штампування
Номер патенту: 44841
Опубліковано: 15.03.2002
Автор: Суріна Майкл
МПК: B21D 28/36
Мітки: пристрій, спосіб, штампування, ротаційного
Формула / Реферат:
1. Пристрій для ротаційного штампування заготовки, що рухається з постійною лінійною швидкістю, який має пару нижніх і верхніх штампових несучих засобів, кожен із яких змонтований з можливістю обертання так, що вони можуть повертатися разом з протилежних боків заготовки, і що має множину штампових тримачів, змонтованих із можливістю хитання на кожному з штампових несучих засобів, причому штампові тримачі пристосовані так, щоб мати можливість...
Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб
Номер патенту: 9753
Опубліковано: 17.10.2005
Автори: Дітковський Анатолій Вікторович, Ленкевич Юрій Євгенович, Вайсберг Григорій Львович, Шимко Роман Ярославович, Римчук Данило Васильович, Андріїшин Михайло Петрович
МПК: E21B 33/00
Мітки: внутрішньотрубного, пристрій, герметизації, труб, простору, колони, насосно-компресорних
Формула / Реферат:
Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб, який містить корпус і герметизуючі елементи корпуса відносно труби, який відрізняється тим, що корпус жорстко закріплений на колоні подавальних насосно-компресорних труб, в корпусі виконаний крізний осьовий канал, який сполучений з внутрішньотрубним простором колони насосно-компресорних труб, нижня частина корпуса містить напрямний конус.
Пристрій для деформування виробів
Номер патенту: 66673
Опубліковано: 17.05.2004
Автори: Шевелев Олександр Іванович, Юдіна Юлія Олександрівна, Алімов Валерій Іванович
МПК: B21C 1/00
Мітки: пристрій, деформування, виробів
Формула / Реферат:
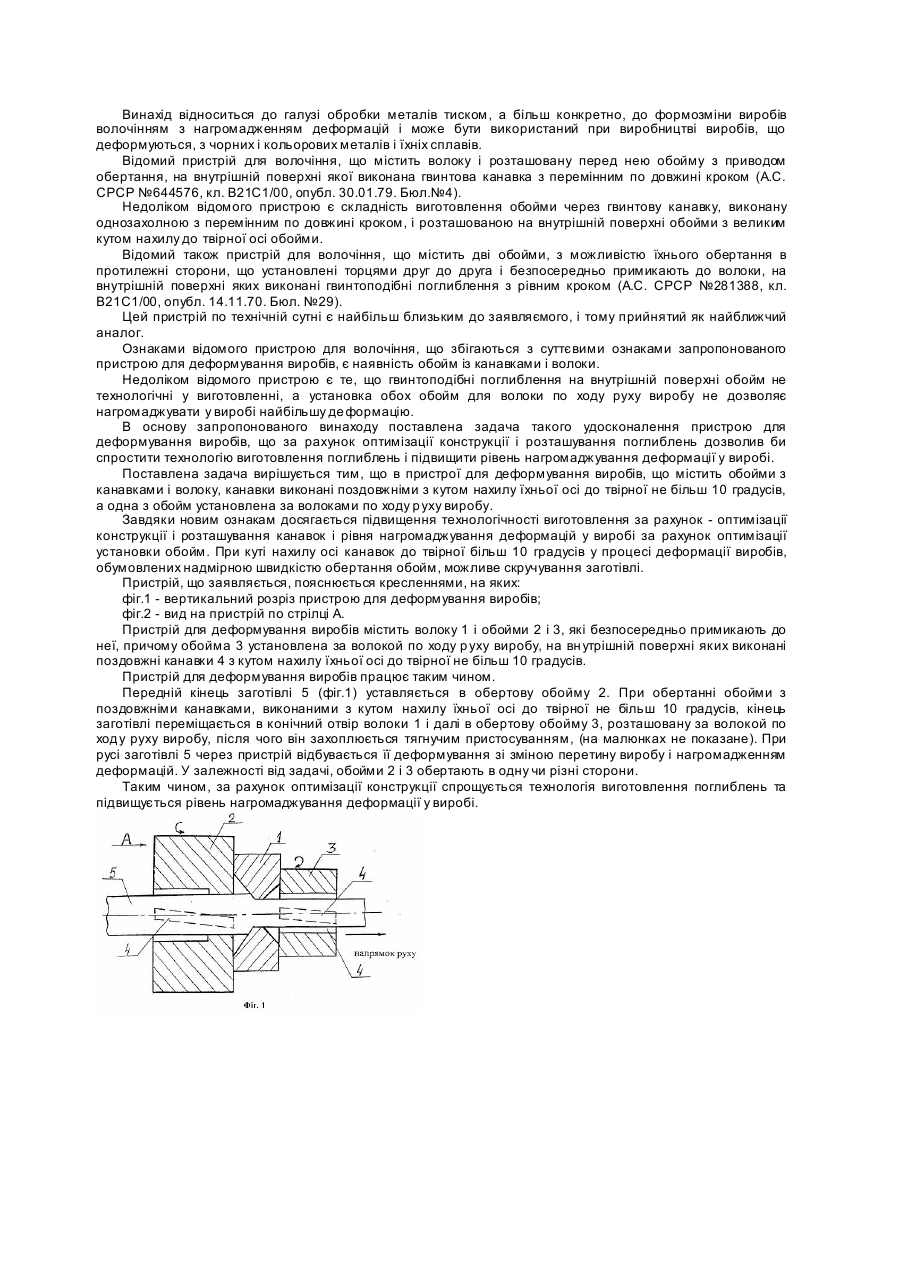
Пристрій для деформування виробів, що містить обойми з канавками і волоку, який відрізняється тим, що канавки виконані поздовжніми з кутом нахилу їхньої осі до твірної не більше 10 градусів, а одна з обойм установлена за волокою по ходу руху виробу.
Пристрій для пластичного деформування виробів
Номер патенту: 48664
Опубліковано: 15.06.2004
Автори: Прядко Любов Давидівна, Северенчук Андрій Станіславович, Зосімова Вікторія Григорівна, Шенфельд Гліб Глібович
МПК: B21D 26/14
Мітки: виробів, пристрій, деформування, пластичного
Формула / Реферат:
Пристрій для пластичного деформування виробів, що містить циліндричний індуктор із концентратором магнітного поля, який складається з двох окремих ізольованих частин, що концентрично встановлені одна в одній, мають конусні поверхні сполучення, внутрішня частина концентратора є рухомою, виконана з виступним торцем, на якому установлено змінний робочий інструмент, переміщення внутрішньої частини концентратора обмежено зверху обмежником, який...
Попередній патент: Спосіб видалення зависі в рухомій рідині
Наступний патент: Робочий орган культиватора
Випадковий патент: Спосіб виготовлення вакуумного склопакета