Спосіб перевірки якості виготовлення пневмогідравлічної системи ракети
Номер патенту: 63764
Опубліковано: 15.01.2004
Автори: Писарев Ігор Глебович, Нежований Євген Петрович, Мокін Андрій Олександрович, Мокін Олександр Васильович, Жовтоног Віталій Михайлович, Ситнік Микола Павлович
Формула / Реферат
Спосіб перевірки якості виготовлення пневмогідравлічної системи ракети, що включає операції вмикання елементів автоматики пневмогідравлічної системи (ПГС), подавання стисненого газу з заданим тиском у ПГС, заповнення об'єму ПГС стисненим газом до робочого тиску, визначення герметичності ПГС по спаданню тиску протягом певного проміжку часу та скидання стисненого газу з ПГС, який відрізняється тим, що подавання стисненого газу у ПГС і скидання стисненого газу з ПГС здійснюють вмиканням елементів автоматики ПГС за часовим графіком, при цьому фіксують зміну тиску у елементах автоматики ПГС, порівнюють її з розрахунковою зміною тиску й за ступенем їх відповідності визначають якість виготовлення ПГС.
Текст
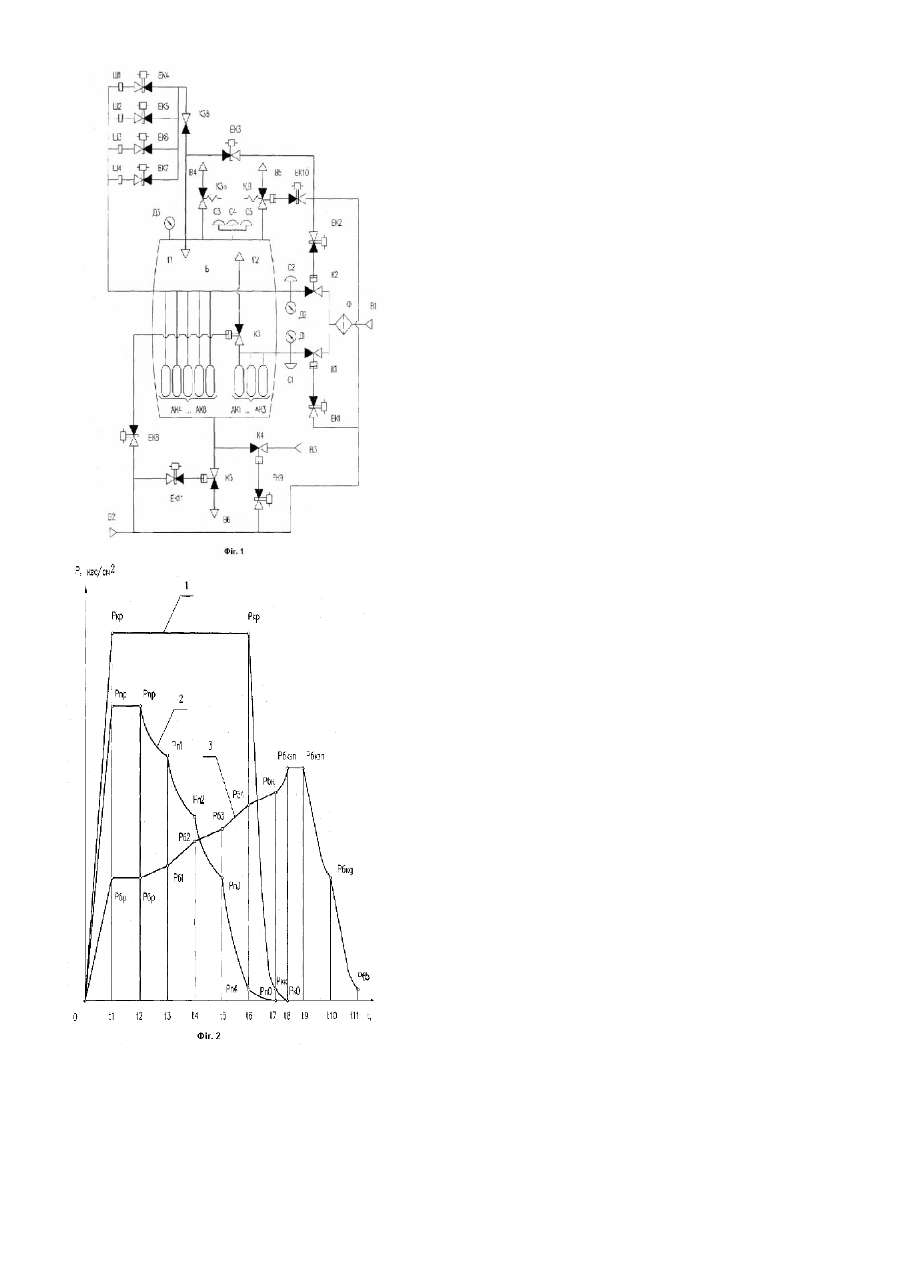
Винахід відноситься до ракетно-космічної галузі, а більш конкретно до рушійних установок і може використовува тися під час розробки пневмогідравлічних систем ракет середнього та важкого класу. У процесі виготовлення пневмогідравлічних систем (ПГС) ракет можливі порушення технологічного процесу, які призводять до появлення у них дефектів (підвищена негерметичність, засмічення магістралей, жиклерів, переплутування магістралей, жиклерів, кабелів до електроелементів і т.п.). На ракетах з великою стартовою вагою вводять вогневі технологічні (передпольотні) випробування (ВТВ або ВПВ) рушійних установок. Для проведення цих випробувань застосовуються стенди, на яких випробуються: - ступені ракет або ракети (див. книгу В.И.Феодосьев, Г.Б.Синярев «Введение в ракетную технику», М., «Оборонгиз», 1960, с.491-492, 495-498); - великі рідинні ракетні двигуни (див. книгу «Космонавтика», энциклопедия, «Сов. энциклопедия», М., 1985, с.273-274, статья «Огневые испытания»). Ці випробування дозволяють практично повністю виявити виробничі дефекти виготовлення ПГС ракети, але вони характеризуються наступними недоліками: - висока вартість перевірки, тому що необхідна споруда спеціального стенду; - необхідність доопрацювання конструкції ракети для встановлення додаткових систем (аварійного зливання компонентів палива, бронезахисту, пожежогасіння і т.п.) захисту стенду і ракети від руйнування у випадку аварійного закінчення випробувань, а паливна система, після проведення випробувань, повинна очищуватися від залишків компонентів палива для забезпечення тривалого ховання ракети; - велика трудомісткість перевірки, що значно ускладнює експлуатацію ракети. Відомим є спосіб перевірки якості виготовлення пневмогідравлічної системи ракети, який містить операції вмикання елементів автоматики пневмогідравлічної системи, подавання стисненого газу з заданим тиском у ПГС, заповнення об'єму ПГС стисненим газом до робочого тиску, визначення герметичності ПГС і скидання стисненого газу з ПГС (див. книгу В.Н. Челомей и др. «Пневмогидросистемы двигательных установок с жидкостными ракетными двигателями», М., «Машиностроение», 1978, с.215-224). Герметичність ПГС визначають методом обмилювання. Ці випробування дозволяють усунути виробничі дефекти, пов'язані з негерметичністю системи. Недоліком відомого способу є його низькі експлуатаційні якості, такі як: - неможливість визначення дефектів, пов'язаних з засміченням і переплутуванням елементів ПГС; - цей метод визначає наявність негерметичності, але не визначає її величини. Найближчим до запропонованого по технічному рішенню є вибраний як прототип спосіб перевірки якості виготовлення пневмогідравлічної системи ракети, який містить операції вмикання елементів автоматики пневмогідравлічної системи, подавання стисненого газу з заданим тиском у ПГС, заповнення об'єму ПГС до робочого тиску, визначення герметичності ПГС по спаданню тиску за певний проміжок часу і скидання стисненого газу з ПГС (див. книгу «Космодром» под ред. А.П. Вольского, М., «Воениздат», 1977, с.66-68, рис.2.8). Ці випробування дозволяють усунути виробничі дефекти, пов'язані з негерметичністю системи, і точно визначити величину негерметичності. Недоліком відомого способу є його невисокі експлуатаційні якості, тому що неможливо визначити дефекти, пов'язані з засміченням та переплутуванням елементів автоматики ПГС. В основу винаходу поставлена задача створення удосконаленого способу перевірки якості виготовлення пневмогідравлічної системи ракети, яка б дозволила підвищити його експлуатаційні якості шляхом уведення в нього нових операцій, таких як: - подавання стисненого газу у ПГС та скидання стисненого газу з ПГС здійснюється вмиканням елементів автоматики ПГС по часовому графіку з фіксацією зміни тиску у елементах автоматики ПГС, що дозволяє визначити працездатність ПГС; - зміна тиску, яка фіксується у елементах автоматики ПГС, порівнюється з розрахунковою зміною тиску, що дозволяє визначити якість виготовлення ПГС по ступеню їх відповідності. Поставлена задача вирішується таким чином, що у запропонованому способі перевірки якості виготовлення пневмогідравлічної системи ракети, який містить операції вмикання елементів автоматики ПГС, подавання стисненого газу з заданим тиском у ПГС, заповнення об'єму ПГС стисненим газом до робочого тиску, визначення герметичності ПГС по спаданню тиску протягом певного проміжку часу і скидання стисненого газу з ПГС, у ньому подавання стисненого газу у ПГС та скидання стисненого газу з ПГС здійснюють вмиканням елементів автоматики ПГС по часовому графіку, при цьому фіксують зміну тиску у елементах автоматики ПГС, порівнюють його з розрахунковою зміною тиску і по ступеню їх відповідності визначають якість виготовлення ПГС. Для пояснення способу перевірки додаються креслення, на яких схематично зображений пристрій, у якому втілюється даний спосіб, та його детальний опис. На кресленнях зображено: - на фіг.1 - принципова схема ПГС ракети; - на фіг.2 - графіки зміни тиску у елементах автоматики ПГС: у балонах (акумуляторах тиску) АК1 - АКЗ системи кінцевого надування бака Б (крива 1, тиск Рк), у балонах АК4 - АК8 системи польотного надування бака Б (крива 2, тиск Рп) і у баці Б (крива 3, тиск Рб) під час заповнення, перевірки тиску та скидання стисненого газу. Характер зміни тиску у ПГС під час надування (скидання) газом визначається її об'ємом, тиском на вході (виході) та гідравлічною характеристикою магістралі. При постійному об'ємі ПГС і тиску на вході (виході) характер зміни тиску у об'ємі ПГС буде визначатися гідравлічною характеристикою магістралі. Якщо магістраль виготовлена без дефектів (нема засмічень, встановлені потрібні жиклери та інше), то характер зміни тиску у об'ємі ПГС під час його надування через цю магістраль або під час скидання з нього через магістраль буде відповідати заданому. Заданий характер зміни тиску щодо часу визначають розрахунковим шляхом і уточнюють під час експериментального відпрацювання окремих елементів автоматики ПГС. У процесі випробувань перевіряють функціонування елементів автоматики, відсутність переплутувань у приєднанні пневматичних та гідравлічних магістралей, кабелів до електроелементів. Під час зростання (скидання)' тиску у об'ємі ПГС спрацьовують сигналізатори тиску, перевіряють їх настроювання і відсутність переплутувань у їх приєднанні. Виявлені дефекти усувають. Перевірку якості виготовлення пневмогідравлічної системи ракети виконують наступним чином. ПГС ракети складається з декількох пневматичних та гідравлічних систем, які можуть перевірятися як паралельно, так і послідовно. На вході у магістраль (вхідний штуцер В1 на фіг.1) системи заправлення (скидання) стиснених газів задають певний постійний тиск газу. Відкривають пневмоклапани К1 і К2 керуючим тиском, який подають шляхом вмикання електропневмоклапанів ЕК1 і ЕК2, виконують надування (заправлення) балонів АК1 — АКЗ системи кінцевого надування бака Б і балонів АК4 - АК8 системи польоткого наддування бака Б протягом заданого часу t1 (фіг. 2), фіксуючи при цьому характер зміни та величину робочого тиску Ркр у балонах АК 1 - АКЗ по електричному датчику тиску Д1 та Рпр у балонах АК4 - АК8 по електричному датчику тиску Д2, а також спрацювання сигналізаторів тиску С1, С2. При досягненні моменту часу t1 подавання стисненого газу до штуцера В1 припиняють і виконують витримку при робочому тиску, під час якої одним з відомих методів (по спаданню тиску) перевіряють герметичність стиків магістралей системи заправлення (скидання) стисненими газами балонів АК1 АК8. Одночасно з вмиканням електропневмоклапанів ЕК1, ЕК2 вмикають електропневмоклапан ЕК3 системи попереднього надування бака Б при заданому постійному тиску стисненого газу на вході у магістраль (вхідний штуцер В) і фіксують при цьому характер зміни і величину робочого тиску Рбр у баці Б по електричному датчику тиску ДЗ. Надування бака Б через магістраль попереднього надувания з газовводом Г1 припиняють вимиканням електропневмоклапана ЕК3 при досягненні часу t1, після чого виконують витримку при робочому тиску до моменту часу t2 для перевірки герметичності ПГС відомим методом (по спаданню тиску). Потім перевіряють якість виготовлення системи польотного наддування бака Б, для чого у моменти часу t2, t3, t4, t5 по черзі вмикають відповідно електроиневмоклапани ЕК4, ЕК5, ЕК6, ЕК7 системи польотного надування бака Б. Стиснений газ з балонів АК4 - АК8 через дросельні шайби Ш1 - Ш4, електропневмоклапани ЕК4 - ЕК7, клапан зворотній КЗв, магістралі і газоввід Г1 попадає у бак Б і наддуває його. У процесі наддування бака Б фіксують характер зміни і величину тиску Рп1, Рп2, Рп3, Рп4 у балонах АК4 - АК8 та Рб1, Рб2, Рб3, Рб4 у баці Б до моменту часу t3, t4, t5, t6 відповідно по датчикам тиску Д2 і Д3. При досягненні часу t6, вмиканням електропневмоклапана ЕК8, відкривають пневмоклапан К3 системи кінцевого надування бака Б. Газ з балонів АК1 – АК3 по магістралям через пневмоклапан К3 і газоввід Г2 системи кінцевого надування поступає у бак Б, надуває його і, при цьому, виконують фіксацію зміни і величини кінцевого тиску Ркк у балонах АК1 - АКЗ та Рбк у баці Б до моменту часу t7 по датчикам тиску Д1 і Д3 відповідно. Одночасно з перевіркою системи кінцевого надування виконують перевірку системи скидання стисненого газу з балонів АК4 - АК8 системи польотного надування бака Б вмиканням електропневмоклапана ЕК2 для відкриття пневмоклапана К2. Залишок газу з балонів АК4 - АК8 по магістралям через пневмоклапан К2, фільтр Ф і штуцер В1 стравлюють, при цьому виконують фіксацію тиску Рп0 і характер зміни тиску по датчику тиску Д2 до моменту часу t7. Аналогічно перевіряють систему скидання стисненого газу з балонів АК1 – АК3 системи кінцевого надування бака Б, відкриваючи пневмоклапан К1 вмиканням електропневмоклапана ЕК1, і газ з вказаних балонів по магістралям через пневмоклапан К1, фільтр Ф і штуцер В1 стравлюють, при цьому виконують фіксацію характеру зміни піску Рк0 по датчику тиску Д1 до моменту часу t8. Під час перевірки системи заправлення (зливання) компонентів палива на вході у заправно-зливну магістраль (вхідний штуцер ВЗ) задають певний постійний тиск стисненою газу; у момент часу t7 вмиканням електропневмоклапана ЕК9 відкривають запрано-зливний клапан К4 і виконують надування бака Б цим газом до моменту часу t9, фіксують при цьому характер зміни і величину тиску Рбкзп у баці Б до моментів часу t8, t9, відповідно, а також спрацювання потрійних сигналізаторів тиску С3, С4, С5, причому тиск Рбкзп у момент часу t8 свідчить про спрацювання клапана запобігання КЗп, а зміна тиску Рбкзп протягом часу t8 - t9 характеризує якість виготовлення магістралі системи запобігання від руйнування бака Б надлишковим тиском шляхом скидання газу з бака Б через вихідний штуцер В4. Перевірку системи дренажу газу з бака Б і витратної магістралі виконують відкриттям клапана дренажного КД і клапана витратного К5 вмиканням відповідних електропневмоклапанів ЕК10 і ЕК11 у моменти часу t9 та tl0, відповідно: газ спочатку по дренажній, а потім по витратній магістралям через вихідні штуцери В5, В6 відповідно скидають з бака Б і фіксують при цьому характер зміни і величину тиску Рбкд і Рб5 у баці Б до моментів часу t10 та t1 відповідно. Отримав графіки зміни тиску у об'ємах ПГС під час перевірки якості її виготовлення, виконують порівняння їх з розрахунковими. Якщо характер зміни і величини тиску Рк, Рп та Рб до відповідного моменту часу t відповідають розрахунковим, то дефектів немає і ПГС виготовлена якісно, і навпаки. Після перевірки усі електропневмоклапани вимикають. Послідовне вмикання електропневмоклапанів ЕК4 - ЕК7 забезпечує збільшення витрачання стисненого газу. Кінцеве надування бака необхідне для створення наприкінці польоту ракети заданого тиску у насосі і компенсує зменшення стовпа компонента палива у баці. Запропонована перевірка ПГС ракети - це холодні технологічні випробування (ХТВ). Приклад ПГС ракети наведений у книзі В.Н. Феодосьев и Г.Б. Синярев "Введение в ракетную те хнику", М., "Оборонгиз", 1960, с.437-441, рис.9.47. Таким чином, запропонований спосіб дозволяє визначити якість виготовлення елементів ПГС сумісно з перевіркою їх герметичності у єдиному технологічному процесі, що підвищує надійність ракети і знижує витрати на підготовку ракети до пуску.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for monitoring quality of a rocket pneumohydraulic system
Автори англійськоюMokin Andrii Oleksandrovych, Mokin Oleksandr Vasyliovych
Назва патенту російськоюСпособ контроля качества пневмогидравлической системы ракеты
Автори російськоюМокин Андрей Александрович, Мокин Александр Васильевич
МПК / Мітки
МПК: B64D 37/00, G01M 3/02
Мітки: ракети, спосіб, перевірки, пневмогідравлічної, системі, якості, виготовлення
Код посилання
<a href="https://ua.patents.su/3-63764-sposib-perevirki-yakosti-vigotovlennya-pnevmogidravlichno-sistemi-raketi.html" target="_blank" rel="follow" title="База патентів України">Спосіб перевірки якості виготовлення пневмогідравлічної системи ракети</a>
Спосіб наддування паливного бака ракети
Номер патенту: 51806
Опубліковано: 16.12.2002
Автори: Логвиненко Анатолій Іванович, ШЕВЧЕНКО БОРИС ОЛЕКСІЙОВИЧ, Мітіков Юрій Олексійович
МПК: B64D 37/00
Мітки: спосіб, ракети, бака, паливного, наддування
Формула / Реферат:
Спосіб наддування паливного бака ракети шляхом подачі газу струменем вздовж стінки бака, який відрізняється тим, що температуру газу перед подачею у бак встановлюють нижче температури палива.
Спосіб пуску ракети та ракета для здійснення способу
Номер патенту: 46652
Опубліковано: 15.05.2002
Автори: Мокін Олександр Васильович, Нежований Євген Петрович, Агарков Анатолій Васильович, Федоров Володимир Миколайович
МПК: B64G 1/00
Мітки: пуску, ракета, ракети, спосіб, способу, здійснення
Формула / Реферат:
1. Спосіб пуску ракети, що включає встановлення ракети на пусковий стіл, подавання інертного стисненого газу у заправну магістраль ракети від наземної системи газопостачання до запускання двигуна ракети, сполучення джерела інертного стисненого газу з ємністю з вогнегасильним складом, подавання вогнегасильного складу через сопла-розпилювачі у внутрішню порожнину хвостового відсіку з двигуном та його агрегатами, запускання двигуна ракети і її...
Спосіб наддування паливного бака рідинної ракети та пристрій для його здійснення
Номер патенту: 57097
Опубліковано: 16.06.2003
Автор: Жовтоног Віталій Михайлович
МПК: B64D 37/00, F02K 11/00
Мітки: паливного, ракети, рідинної, наддування, спосіб, пристрій, бака, здійснення
Формула / Реферат:
1. Спосіб наддування паливного бака рідинної ракети, що полягає у вдуванні у газову порожнину бака гарячого газу, одержуваного від агрегатів рідинного ракетного двигуна, який відрізняється тим, що одночасно з подачею гарячого газу у товщу компонента подають нейтральний до даного палива газ.2. Пристрій для наддування паливного бака рідинної ракети, що містить генератор гарячого газу, трубопровід, газоввід, установлений у газовій...
Спосіб пуску ракети з пілотованим космічним кораблем з плавучого стартового комплексу
Номер патенту: 55254
Опубліковано: 17.03.2003
Автори: Мокін Олександр Васильович, Кучерявий Рем Вікторович, Алієв Валерій Гейдарович, Василіна Володимир Григорович, Мокін Андрій Олександрович, Федоров Володимир Миколайович
Мітки: кораблем, плавучого, ракети, спосіб, пуску, комплексу, стартового, пілотованим, космічним
Формула / Реферат:
Спосіб пуску ракети з пілотованим космічним кораблем з плавучого стартового комплексу, що включає транспортування ракети із ангара до пускової установки, встановлення ракети на пускову установку, перевірку ракети, заправлення ракети компонентами палива, посадку екіпажа у пілотований космічний корабель, зведення системи аварійного рятування і пуск ракети, а в разі відміни пуску - блокування системи аварійного рятування, евакуацію екіпажа із...
Спосіб заправлення багатоступінчастої ракети-носія рідким киснем
Номер патенту: 49712
Опубліковано: 16.09.2002
Автори: Коломіна Людмила Федорівна, Єлисеєв Віктор Михайлович, Кудерський Вячеслав Микитович, Мокін Олександр Васильович, Мокін Андрій Олександрович, Сипович Лариса Павлівна
МПК: F42B 15/00, B64G 5/00
Мітки: спосіб, рідким, заправлення, ракети-носія, киснем, багатоступінчастої
Формула / Реферат:
1. Спосіб заправлення багатоступінчастої ракети-носія рідким киснем, який базується на послідовному заправленні двох баків, один з котрих теплоізольований, рідким киснем по одній заправній магістралі з клапанами і на заправленні балонів, котрі розташовані у баках, стиснутим газом по другій заправній магістралі з клапанами, включає операції подачі і припинення подачі рідкого кисню по сигналах системи контролю рівня (СКР) і подачі стиснутого...
Попередній патент: Кровоспинний затискач
Наступний патент: Спосіб лікування гострого некротичного панкреатиту
Випадковий патент: Безконтактний пристрій вимірювання осьового биття ротора електричної машини