Спосіб автоматичного регулювання гідравлічного режиму сталеплавильної печі
Номер патенту: 64584
Опубліковано: 16.02.2004
Автори: Рибінов Володимир Артемович, Кияшко Микола Антонович, Лук'янов Олександр Вікторович, Школяр Марк Семенович, Дворядкін Борис Олександрович, Сазонов Сергій Іванович, Бабкін Валерій Маркович
Формула / Реферат
Спосіб автоматичного регулювання гідравлічного режиму сталеплавильної печі, що включає евакуацію димових газів із робочого простору в "тверді" та "рідкі" періоди плавки і транспортування їх за допомогою ексгаустера по димовому тракту, складеному з лежака, димоходів, котла-утилізатора, газоочисника та органів для змінювання прохідного перерізу тракту, виконаних у вигляді шибера і дросельної заслінки, який відрізняється тим, що необхідний тиск у робочому просторі печі при граничному ступені збільшення прохідного перерізу димового тракту дросельною заслінкою перед ексгаустером забезпечують в "рідкі" періоди плавки за рахунок зниження теплового навантаження на 25-30 %, а в "тверді" періоди - прикриттям шибера на 40-60 %, до того ж задане значення тиску в робочому просторі печі коригують по розрідженню в димовому лежаку.
Текст
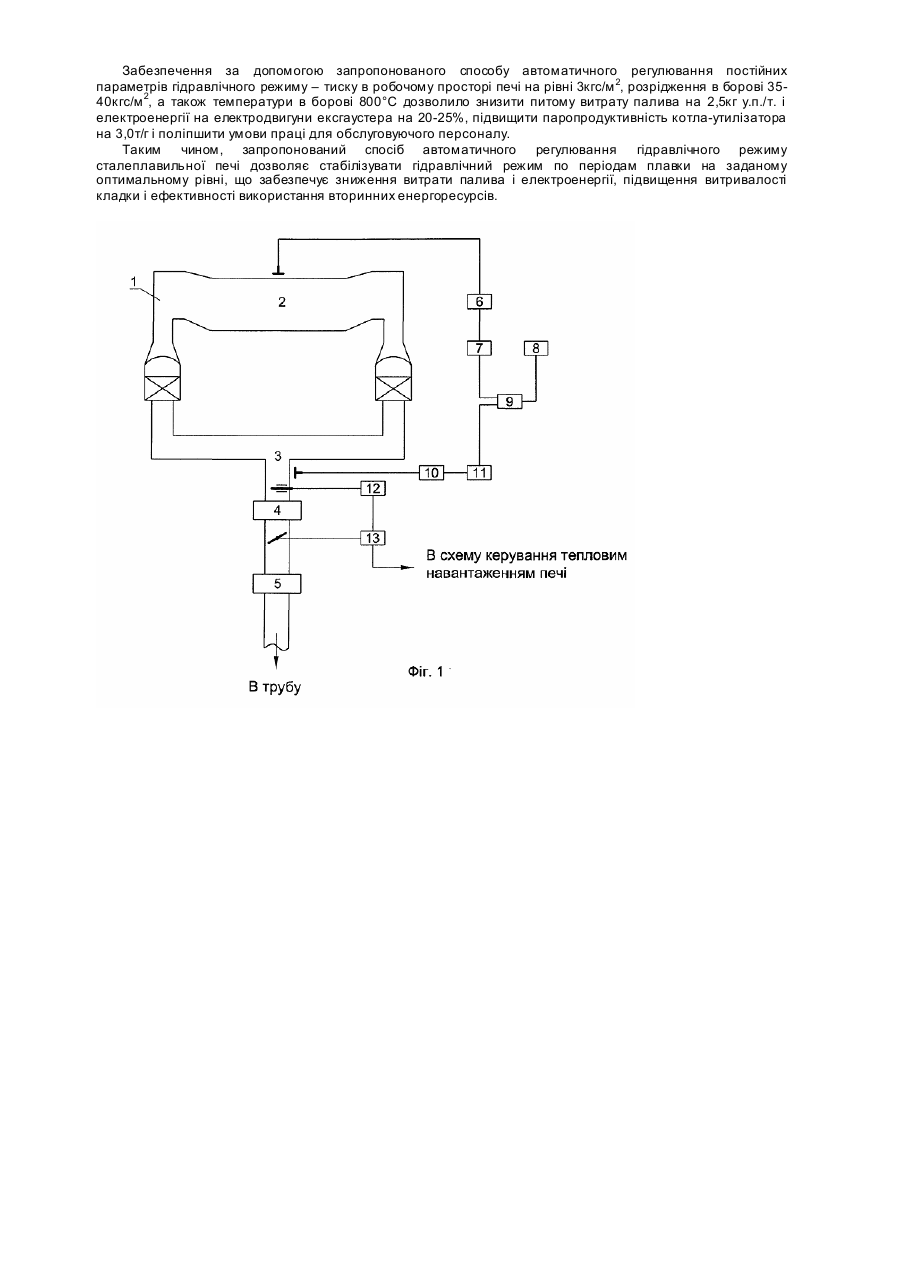
Винахід стосується галузі чорної металургії та може бути використаний при керуванні параметрами роботи сталеплавильних печей з інтенсифікацією процесу киснем. Відомий спосіб регулювання гідравлічного режиму полуменевої печі, який вміщує подачу повітря на спалювання палива і на аеродинамічний шибер, установлений в димовому тракті печі (див. а. с. кол. СРСР №1267150 МКВ F27 Д19/00, Б.В, №40, 1986). Причиною, що перешкоджає досягненню поставленого завдання відомим технічним рішенням, виявляється неможливість забезпечення максимального тепло поглинання і термічного к.к.д. печі, тому що керування процесом виконується без урахування основного оцінного показника –- тиску в робочому просторі агрегату та процесів, які відбуваються в ньому: газових виділень з ванни, закипання рідкого металу при введені присадок, змінені об'єму димових газів при інтенсифікації процесу киснем. У випадку роботи полуменевої печі з пристроєм утилізації тепла (наприклад, котлом-утилізатором) подача в димовий тракт печі холодного повітря для створення аеродинамічного шибера приведе до зниження ефективності використання вторинних енергоресурсів. Відомий спосіб регулювання гідравлічного режиму сталеплавильного агрегату, ухвалений як прототип, в якому гідравлічний режим (тиск в робочому просторі, розрідження в лежаку, кількість газоподібних продуктів плавки, які транспортуються по димовому тракту в димову трубу) регулюють засувкою (шибером) і дроселем перед відцентровим вентилятором розрідження (ексгаустером) шляхом змінення площі прохідного перерізу димового тракту при посування газового потоку (див. A.I. Толочко, О.В. Філіп'єв та ін. Очищення технологічних і неорганізованих викидів від пилу в чорній металургії. М.: Металургія, 1986, с.138139). Причиною, що перешкоджає досягненню технічного результату прототипом, виявляється обмежений діапазон регулювання, який не враховує граничні відхилення параметрів гідравлічного режиму внаслідок коливань від максимального до мінімального значень величини газових виділень із ванни і відповідного цьому змінення об'єму продуктів згоряння. Другим фактором, який обмежує галузь застосування прототипу, виявляється неможливість підтримання заданих параметрів при зміненні гідравлічного опору димового тракту під час експлуатації внаслідок заносу плавильним пилом і збільшення його газопроникності. В основу винаходу поставлене завдання розробити спосіб автоматичного регулювання гідравлічного режиму сталеплавильної печі, який дозволяє забезпечити зниження витрати палива, підвищення витривалості кладки печі і ефективності використання вторинних енергоресурсів. Поставлене технічне завдання досягається тим, що у відомому способі регулювання гідравлічного режиму сталеплавильної печі, що включає евакуацію димових газів із робочого простору в "тверді" і "рідкі" періоди плавки та транспортування їх за допомогою ексгаустера по димовому тракту, складеному з лежака, котла-утилізатора, газоочисника та органів для змінювання прохідного перерізу тракту, виконаних у ви гляді шибера і дросельної заслінки, необхідний тиск в робочому просторі печі при граничному ступеню збільшення прохідного перерізу димового тракту дросельною заслінкою перед ексгаустером забезпечують в "рідкі" періоди плавки за рахунок зниження теплового навантаження на 25-30%, а в "тверді" періоди – прикриттям шибера на 40-60%, до того ж задане значення тиску в робочому просторі печі коригують по розрідженню в димовому лежаку. Загальними ознаками для відомого і запропонованого способу виявляються евакуація димових газів із робочого простору печі та транспортування їх по димовому тракту ексгаустером при зміненні прохідного перерізу для проходу димових газів за допомогою шибера і дросельної заслінки. Відмітними від прототипу суттєвими ознаками запропонованого способу автоматичного регулювання гідравлічного режиму сталеплавильної печі виявляються: необхідний тиск в робочому просторі печі при граничному ступеню збільшення прохідного перерізу димового тракту дросельною заслінкою перед ексгаустером забезпечують в "рідкі" періоди плавки за рахунок зниження теплового навантаження на 25-30%, а в "тверді" періоди – прикриттям шибера на 4060%, до того ж задане значення тиску в робочому просторі печі коригують по розрідженню в димовому лежаку. Наявність цих ознак дозволяє класифікувати винахід, як відповідний критерію "новизна". В інших відомих аналогічних те хнічних рішеннях не виявлено відмітних ознак, які характеризують заявлений винахід. На підставі проведеного аналізу можливо зробити висновок, що спосіб регулювання гідравлічного режиму сталеплавильної печі, який заявляється, володіє суттєвими відмітними ознаками в порівнянні з аналогічними технічними рішеннями, а зазначена сукупність суттєви х ознак забезпечить зниження витрати палива, підвищення витривалості кладки печі і ефективності використання вторинних енергоресурсів. Зниження витрати палива при виробництві сталі, збільшення терміну служби вогнетривкої кладки печі, підвищення к.к.д. системи "піч – теплоутилізуюча установа (котел-утилізатор)" досягається тим, що тиск в робочому просторі печі при граничному ступеню збільшення прохідного перерізу димового тракту дросельною заслінкою перед ексгаустером забезпечують в "рідкі" періоди плавки за рахунок зниження теплового навантаження на 25-30%, а в "тверді" періоди – прикриттям шибера на 40-60%, до того ж задане значення тиску в робочому просторі печі коригують по розрідженню в димовому лежаку. Зниження теплового навантаження сталеплавильної печі в "рідкі" періоди плавки на 25-30% пояснюється необхідністю евакуації надлишкового об'єму газоподібних продуктів плавки, які виділяються із ванни печі при повністю відкритих органах, які регулюють величину прохідного перерізу димового тракту (шибер і дросельна заслінка перед ексгаустером), а прикриття шибера в "тверді" періоди плавки на 40-60% пояснюється мінімальною величиною об'єму утворених продуктів згоряння, яка не дозволяє забезпечити необхідний позитивний тиск в робочому просторі і повне використання тепла димових газів, а прикриття до необхідного значення дросельної заслінки неможливо за умовами техніки безпеки і в зв'язку з досягненням граничних значень технічних характеристик ексгаустера (виникнення явища помпажу). Коригування тиску в робочому просторі по величині розрідження в димовому лежаку викликане необхідністю оптимізації гідравлічного режиму системи "піч - котел - утилізатор" не тільки по тиску в робочому просторі печі, а і по кількості тепла на вході в шахту теплоутилізуючої установки (котла-утилізатора), забезпечуючи його величину максимально можливою без зниження ефективності теплової роботи сталеплавильної печі, крім того забезпечується швидкодія і підвищується якість регулювання. Зниження теплового навантаження при миттєвому збільшенні об'єму димових газів в "рідкі" періоди плавки на величину, меншу, ніж 25%, приводить до збільшення тиску в робочому просторі, інтенсивному вибиванню їх із вікон печі, відповідно, збільшенню утрат тепла і витрати палива, зносу вогнетривкої кладки і устаткування. Зниження теплового навантаження на величину, більшу, ніж 30%, утворює де фіцит тепла, необхідного для розплавлення шихти, збільшує тривалість плавки, приводить до зниження продуктивності печі. Прикриття шибера в "тверді" періоди менше, ніж на 40%, не забезпечує позитивний тиск під склепінням печі і на рівні порогів завалочних вікон, що приводить до всмоктування холодного повітря в робочий простір, збільшення витрати палива і тривалості плавки. Прикриття шибера більше, ніж на 60%, приводить до інтенсивного вибивання димових газів з-під кришок вікон печі, перевитраті палива, підвищеній небезпеці для обслуговуючого персоналу і погіршенню екологічної обстановки на робочому майданчику. Таким чином, у наявності причинно-слідчий зв'язок між сукупністю суттєви х ознак запропонованого способу автоматичного регулювання гідравлічного режиму сталеплавильної печі і технічним результатом, який можливо отримати при використанні винаходу у чорній металургії при виплавленні сталі в печах з Інтенсифікацією процесу киснем. На фіг.1 зображена блок-схема системи автоматичного регулювання гідравлічного режиму сталеплавильної печі. Вона вміщує основний контур печі І, робочий простір 2, димовий тракт 3, утилізуючий пристрій 4, ексгаустер 5. Складовими елементами системи виявляються первинний перетворювач тиску в печі 6, вторинний реєструючий приклад тиску 7, задаючий пристрій тиску 8, регулятор тиску 9, первинний перетворювач розрідження в загальному лежаку 10, реєстратор розрідження II, привод шибера 12, виконавчий механізм регулюючого дроселя перед ексгаустером 13. Теплове навантаження на піч формується стабілізуючим регулятором газу. Витратою повітря управляє звичайна система співвідношення "газ-повітря" (на фіг.1 умовно не показані). Спосіб полягає в наступному. Гідравлічний режим печі визначається кількістю палива і кисненосіїв, які надходять в робочий простір, характером фізико-хімічних процесів у ньому, пропускною спроможністю димового тракту, яка визначається заносом плавильним пилом і положенням регулюючих органів (дроселя перед ексгаустером і шибера). Робота схеми розглядається для двох характерних періодів плавки. Початкове положення шибера – повністю відкритий. Мінімізація ступеню закриття шибера забезпечує оптимальний об'єм продуктів згоряння перед котлом-утилізатором. "Рідкий період". При значних відхиленнях від заданого значення поточної величини тиску в робочому просторі в зв'язку з інтенсивним газовиділенням із розплавленої ванни, регулятор тиску 9 переміщує виконавчий механізм дроселя 13 в положення, яке відповідає його повному відкриттю. Якщо при цьому тиск в печі залишається вище завдання, на вхід регулятора теплового навантаження (на схемі умовно не указаного) надходить команда на зниження витрати палива і кількість вентиляторного повітря (у відповідності з діючою системою співвідношення "паливо-повітря"), що в свою чергу, приводить до суттєвого зменшення об'єму продуктів згоряння і забезпечує рівність заданого і поточного значень тиску в робочому просторі. "Твердий" період. Для виключення утрат тепла внаслідок всмоктування холодного повітря через різке зниження величину тиску в робочому просторі регулятор тиску 9 переміщує виконавчий механізм дроселя перед ексгаустером 13 в положення закриття. При досягненні гранично допустимого за умов техніки безпеки ступеню закриття дроселя (відповідного 80 %) від командоапарату виконавчого механізму дроселя 13 надходить команда на автоматичне прикриття шибера. Привод шибера 12 відключається при вирівнюванні заданого і поточного значень тиску. При збільшені тиску в робочому просторі шибер автоматично установлюється в початкове положення. Для поліпшення якості регулювання по періодам плавки (тобто для виключення перерегулювання внаслідок транспортного запізнення), а також з метою підвищення ефективності теплової роботи теплоутилізуючої установки (котла-утилізатора) і передбачується подача коригуючого сигналу з реєстратора розрідження в загальному лежаку 11 на вхід регулятора тиску 9. Таким чином, використання двохступеневого способу управління тиском в робочому просторі з коригуванням по зміненню розрідження в загальному лежаку дозволяє підтримувати оптимальний тиск під склепінням в усі періоди процесу виплавки сталі, який забезпечує поліпшення техніко-економічних показників роботи печі. Приклад конкретного виконання способу. При виплавленні в мартенівській печі садкою 300т сталі марки ст. 20 в "тверді" періоди плавки (прогрівання шихти) при тепловому навантаженні 39,2-106 Вт тиск під склепінням складав 2кгс/м 2 при заданій величині – 3кгс/м 2. Дросель перед ексгаустером по команді регулятора прикрився на 80%, при цьому тиск піднявся до 2,3кгс/м 2, після чого по сигналу командоапарату приводу дроселя шибер почав прикриватися. В положенні шибера, який відповідає 50% закриття, тиск в печі збільшився до величини завдання 3кгс/м 2, після чого привод шибера автоматично відключився. В "рідкий" період плавки (плавлення) при інтенсивному виділенні із ванни димових газів тиск під склепінням печі піднявся до 4кгс/м 2. Дросель перед ексгаустером, який перебував в положенні, відповідному 70% відкриття, відкрився повністю, що привело до зниження тиску на 0,5кгс/м 2. В зв'язку з неможливістю забезпечення дроселем заданої величини тиску в печі (відповідно вимогам інструкції в період плавлення тиск під склепінням печі повинен складати 3кгс/м 2) система автоматично знизила теплове навантаження на 10,5.106Вт, тобто на 26,7%, після чого поточна величина тиску стала дорівнювати заданій. Забезпечення за допомогою запропонованого способу автоматичного регулювання постійних параметрів гідравлічного режиму – тиску в робочому просторі печі на рівні 3кгс/м 2, розрідження в борові 3540кгс/м 2, а також температури в борові 800°С дозволило знизити питому витрату палива на 2,5кг у.п./т. і електроенергії на електродвигуни ексгаустера на 20-25%, підвищити паропродуктивність котла-утилізатора на 3,0т/г і поліпшити умови праці для обслуговуючого персоналу. Таким чином, запропонований спосіб автоматичного регулювання гідравлічного режиму сталеплавильної печі дозволяє стабілізувати гідравлічний режим по періодам плавки на заданому оптимальному рівні, що забезпечує зниження витрати палива і електроенергії, підвищення витривалості кладки і ефективності використання вторинних енергоресурсів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automated control of hydraulic mode of steel-making furnace
Автори англійськоюSazonov Serhii Ivanovych, Dviroadkin Borys Oleksandrovych, Rybinov Volodymyr Artemovych
Назва патенту російськоюСпособ автоматической регулировки гидравлического режима сталеплавильной печи
Автори російськоюСазонов Сергей Иванович, Дворядкин Борис Александрович, Рыбинов Владимир Артемович
МПК / Мітки
МПК: F27D 19/00
Мітки: гідравлічного, регулювання, сталеплавильної, спосіб, автоматичного, режиму, печі
Код посилання
<a href="https://ua.patents.su/3-64584-sposib-avtomatichnogo-regulyuvannya-gidravlichnogo-rezhimu-staleplavilno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного регулювання гідравлічного режиму сталеплавильної печі</a>
Спосіб автоматичного регулювання електричного режиму дугової сталеплавильної печі та пристрій для його реалізації
Номер патенту: 61549
Опубліковано: 17.11.2003
Автор: Циганаш Віктор Євграфович
МПК: G05F 1/00
Мітки: пристрій, печі, сталеплавильної, режиму, дугової, спосіб, регулювання, реалізації, електричного, автоматичного
Формула / Реферат:
1. Спосіб автоматичного регулювання електричного режиму дугової сталеплавильної печі, згідно з яким вимірюють струми та напруги дуг печі, перетворюють їх у сигнали, пропорційні вимірюваним параметрам, і подають сигнали на модель силового контуру печі, після чого вимірюють на моделі сигнали, порівнюють їх із заданими та при наявності неузгодженостей змінюють довжини дуг до усунення неузгодженостей, який відрізняється тим, що сигнали,...
Спосіб автоматичного регулювання електричного режиму печі електрошлакового переплавлення
Номер патенту: 62300
Опубліковано: 15.12.2003
Автори: Піщуліна Олена Вікторівна, Циганаш Віктор Євграфович
МПК: C22B 9/18
Мітки: автоматичного, регулювання, електричного, печі, спосіб, переплавлення, режиму, електрошлакового
Формула / Реферат:
Спосіб автоматичного регулювання електричного режиму печі електрошлакового переплавлення, при якому вимірюють струм і напругу в силовому ланцюзі печі, перетворюють їх у сигнали, пропорційні обмірюваним параметрам, і подають на модель силового контуру, після чого вимірюють на моделі сигнал, що характеризує потужність, порівнюють його з заданим і при наявності неузгодженості змінюють міжелектродний проміжок до усунення неузгодженості, який...
Спосіб автоматичного регулювання теплового режиму багатозонної нагрівної печі із зоною утилізації тепла
Номер патенту: 63914
Опубліковано: 16.02.2004
Автори: Данилов Валентин Анатолійович, Демидович Микола Олегович, Терент'єв Віталій Іванович, Ольшанський Віктор Михайлович, Грінберг Віталій Якович
МПК: F27D 19/00
Мітки: печі, автоматичного, спосіб, утилізації, регулювання, багатозонної, теплового, нагрівної, зоною, тепла, режиму
Формула / Реферат:
Спосіб автоматичного регулювання теплового режиму багатозонної нагрівної печі із зоною утилізації тепла шляхом коректування теплового режиму останньої в напрямку руху продуктів згорання опалювальної зони за температурою продуктів згорання у димоході в залежності від продуктивності печі, який відрізняється тим, що регулювання проводять за залежністю температур в останній в напрямку руху продуктів згорання опалювальній зоні та у димоході, при...
Спосіб регулювання роботи доменної печі
Номер патенту: 45801
Опубліковано: 15.04.2002
Автори: Яриш Володимир Миколайович, Булава Віктор Миколайович, Громак Генадій Анатольович, Крутас Микола Васильович
Мітки: спосіб, регулювання, печі, доменної, роботи
Формула / Реферат:
Спосіб регулювання роботи доменної печі, що включає змінювання витрат природнього газу у періоди випусків продуктів плавки і у періоди поміж випусками, який відрізняється тим, що витрати природного газу у періоди випусків продуктів плавки і у періоди поміж випусками змінюють у межах ±0,6 - ±1,2 % до витрат дуття за умови незмінності параметрів дуття зі змінюванням теоретичної температури горіння.
Спосіб завантаження дугової сталеплавильної печі
Номер патенту: 38087
Опубліковано: 15.05.2001
Автори: Омельченко Володимир Іванович, Карпов Володимир Петрович, Анохін Юрій Олександрович, Негода Олександр Васильович
МПК: C22B 9/00
Мітки: печі, сталеплавильної, дугової, завантаження, спосіб
Текст:
...що залишилася, поверх крупної фракції брухту, завантаження брухту в указаній послідовності в залишок рідкого металу в печі, що складає 8-15% від обсягу плавки, який одержують в результаті неповного зливу металу попередньої плавки, находяться в причинно - слідчому зв'язку з технічним результатом, що досягається, (збільшення ступеня використання теплової енергії попередньої плавки для скорочення тривалості плавки, зменшення витрат...
Попередній патент: Термоелектричний пристрій для контролю сплавів благородних металів
Наступний патент: Датчик кутових швидкостей
Випадковий патент: Робоча кліть стана холодної пільгерної прокатки труб