Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Фролов Віктор Пилипович, Данильченко Віктор Васильович, Фролов Ярослав Вікторович, Смирнов Віктор Григорович, Сеніна Тетяна Володимирівна
Формула / Реферат
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Текст
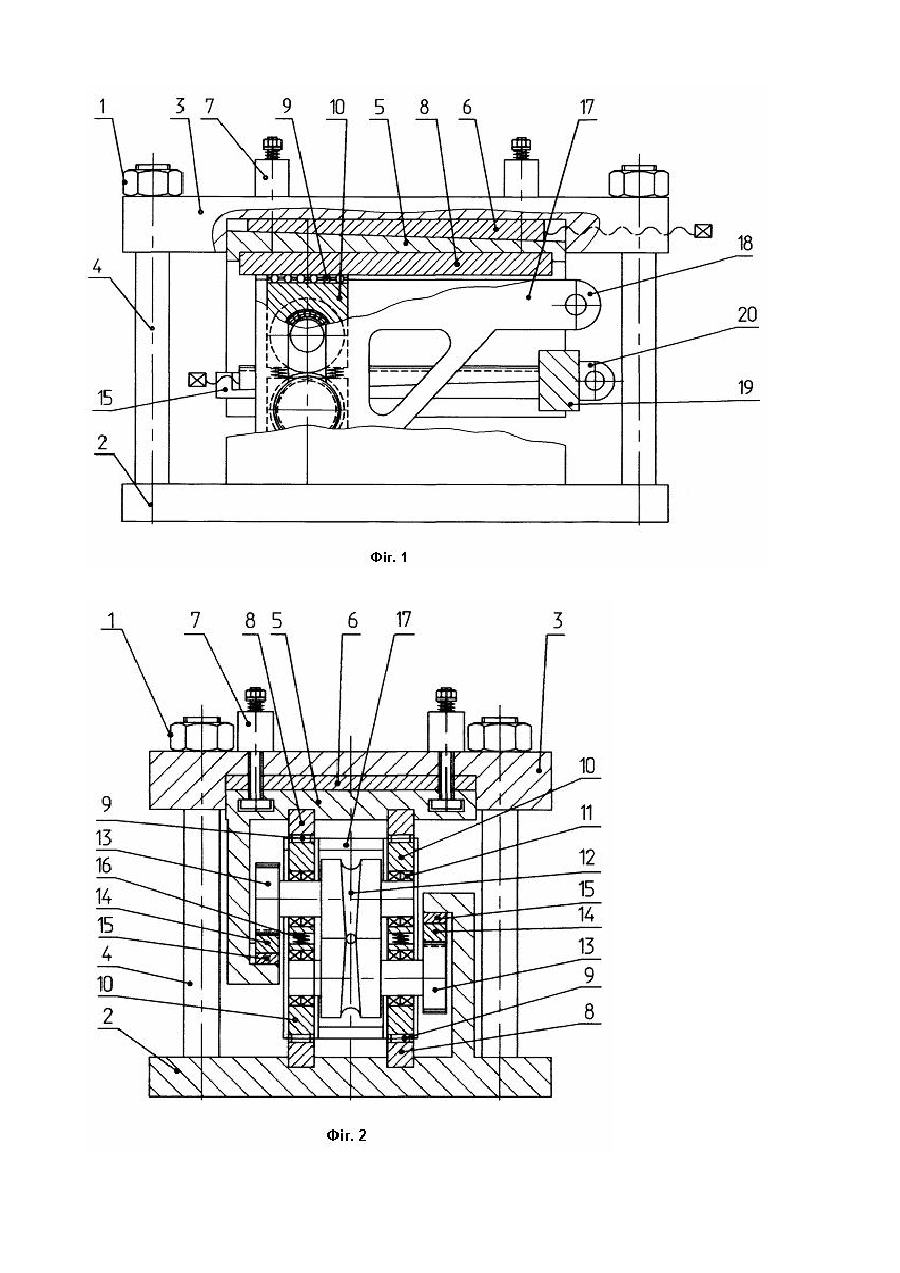
Винахід відноситься до трубопрокатного виробництва, а саме - до трубопрокатних пристроїв з нерухомою станиною і може бути використаним для холодної прокатки труб на оправках. Відомий стан холодної прокатки труб з нерухомою станиною по авторському посвідченню №376136, В21В35/10, В21В21/00, прийнятий у якості прототипу. У ньому описано пристрій, призначений для прокатки труб. До складу трубопрокатного пристрою входить нерухома станина, у якій встановлені верхні і нижні рейки, зв'язані між собою траверсою, пари валків зі струмками перемінного перетину і дві двосторонні додаткові рейки. На шийках кожного з валків встановлено по підшипнику і по шестерні, кожна з яких входить у зачеплення з двосторонньою рейкою, крім того шестірні верхнього валка входять у зачеплення з верхніми рейками, а нижнього валка - з нижніми рейками. При цьому верхні і нижні рейки зв'язані з кривошипно-хитним механізмом, який надає їм горизонтальне зворотно-поступальне переміщення. Згадані підшипники спираються на напрямні, встановлені на горизонтальних поверхнях станини. Працює пристрій наступним чином. У вихідному положенні заготівка труби завдана у струмки перемінного перетину робочих валків. Переміщенням кривошипно-шатунного механізму приводяться в рух верхні, нижні і двосторонні рейки, а від зачеплення з ними відбувається оберт валків навколо своїх осей і при цьому відбувається перекочування підшипників по встановленим у станині напрямним. До кінця повного оберту валків здійснюється обтиснення ділянки заготівки труби, а наприкінці оберту - оберт заготівки труби на 90° і подача її на деяку величину вперед за допомогою механізму задачі заготівки. Після цього, приводом переміщення кривошипно-шатунного механізму, рейки і валки переміщуються у вихідне положення. В результаті між валками розташовується нова ділянка заготівки і її обтиснення відбувається аналогічно описаному вище. Слід зазначити, що при зворотно-поступальному русі кривошипно-шатунного механізму, бандажі підшипникових опор валків, які контактують з напрямними станини, сприймають значні навантаження, що виникають від вертикальної складової тиску металу на валки, що викликає знос бандажів і напрямних, у результаті чого змінюються робочі зазори між валками. Некерований характер зміни зазорів між валками не дозволяє витримувати необхідні розміри труб і приводить до необхідності частої зміни зношених напрямних і бандажів підшипникових опор валків. Для заміни підшипникових опор необхідно здійснити вивалку касети з валками, розібрати валковий вузол, розпресувати підшипник, а потім знову виконати операції по збиранню і напресуванню підшипникових опор, встановленню і закріпленню касети у кліті. На виконання цих операцій потрібні значні витрати часу, протягом якого кліть стана простоює, що негативно позначається на її продуктивності. Таким чином, недоліком робочої кліті стана холодної пільгерної прокатки труб є незадовільна продуктивність. До основи винаходу поставлена задача підвищення продуктивності робочої кліті стана холодної пільгерної прокатки труб. Ця задача вирішується за рахунок технічного результату, який полягає у скороченні часу простоїв кліті, зв'язаних зі зміною її зношених вузлів. Для досягнення зазначеного технічного результату, робоча кліть стану холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними, валки з підшипниковими опорами, відповідно до винаходу, обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною з напрямних і подушкою. У результаті порівняльного аналізу рішення, що заявляється і прототипу встановлено, що вони мають наступні загальні ознаки: - стаціонарна силова станина; - напрямні, встановлені на горизонтальних поверхнях станини; - валки з підшипниковими опорами і відмінні ознаки: - обладнання кліті роликовими підшипниками лінійного переміщення; - обладнання кліті подушками, у яких розташовані підшипникові валкові опори; - розміщення підшипників лінійного переміщення поміж кожною з напрямних, встановлених на горизонтальних поверхнях станини, і подушкою. Таким чином, пропонована робоча кліть стану холодної пільгерної прокатки труб має нові конструктивні елементи, нові зв'язки і нове взаємне розміщення елементів. Поміж сукупністю відмінних ознак і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки оснащенню робочої кліті стану холодної пільгерної прокатки труб роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а також розміщенню кожного роликового підшипника лінійного переміщення поміж напрямними станини і подушками, операція по витяганню і заміні вузлів що зносилися, стала менш трудомісткою і менш тривалою, тому що необхідно лише розкріпити роликові підшипники лінійного переміщення і вилучити їх із кліті, на це буде потрібно менше часу, що скоротить тривалість простоїв і підвищить продуктивність кліті стану холодної пільгерної прокатки. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї не забезпечує досягнення технічного результату. Технічне рішення, що заявляється не відомо з рівня техніки, тому воно є новим. Пропоноване технічне рішення має винахідницький рівень, тому що конструкція робочої кліті стану холодної пільгерної прокатки труб, що заявляється, для фахівців наявним чином не випливає з рівня техніки. Технічне рішення, що заявляється, промислово застосовано, тому що його технічне і технологічне виконання не представляє труднощів. З використанням цього рішення виконаний ескізний проект базової моделі робочої кліті стану пільгерної прокатки труб. Таким чином, рішенню, що заявляється, може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаходу. Винахід пояснюється кресленнями, на яких зображено наступне: фіг.1 - загальний вид кліті стану холодної пільгерної прокатки труб фіг.2 - розріз А-А по фіг.1 Робоча кліть стану холодної пільгерної прокатки труб (фіг.1, 2) складається зі стаціонарної силової станини 1, у складі основи 2 і траверси 3, скріплених чотирма колонами 4. У траверсі 3 розташована опорна плита 5. Між опорною плитою 5 і траверсою 3 знаходиться клин 6 натискного пристрою. Опорна плита 5 притискається до траверси 3 пристроєм, що врівноважує, 7, який складається з чотирьох пневматичних або гідравлічних циліндрів із пружинами. На основі 2 і опорній плиті 5 закріплені напрямні 8, на які, через роликові підшипники лінійного переміщення 9, спираються валкові подушки 10. У валкових подушках, на підшипниках кочення 11 змонтовані робочі валки 12, на робочих поверхнях яких виконані струмки перемінного перетину. На одну із шийок кожного робочого валка 12 посаджені рушійні шестерні 13, що знаходяться в зачепленні з зубчастими рейками 14, встановленими в пазах основи 2 і траверси 3. Рейки 14 мають регулювальні клини 15, що дозволяють змінювати положення рейок 14 у залежності від діаметра рушійних шестерень 13 робочих валків 12. Між подушками верхнього і нижнього валків 12 встановлені пружини 16, що сприймають вагу верхнього валка з подушками і шестірнею. Валкові подушки 10 вільно встановлені в напрямних 8 валкової касети 17, які через провушини 18 з'єднані з тягою кривошипно-хитного механізму привода валкової касети 17 (на малюнку не показано). Зубчасті рейки 14 через поперечину 19 і провушину 20 з'єднані з приводом, що забезпечує необхідну величину довороту рушійних шестерень 13 по ходу валків (на малюнку не показано). Підшипники 9 кріпляться до напрямних 8 за допомогою кріпильних елементів. Робоча кліть стану холодної пільгерної прокатки труб працює наступним чином. У вихідному положенні заготівка труби задана в струмки перемінного перетину робочих валків 12. Кривошипно-хитний механізм привода валкової касети через провушину 18 здійснює зворотно-поступальне переміщення валковій касеті 17, яка рухається разом з подушками 10, що спираються на напрямні 8 через роликові підшипники лінійного переміщення 9. Одночасно з цим, унаслідок зачеплення валкових шестерень 13 з зубчастими рейками 14, робочі валки 12 здійснюють зворотно-обертальний рух навколо своїх осей у підшипниках 11. До кінця повного оберту валків 12 відбувається обтиснення ділянки труби, а наприкінці оберту механізмом задачі заготівку труби повертають на 90° і подають на деяку величину вперед. Після цього, приводом переміщення валкової касети 17 валки 12 розміщують у вихідне положення. В результаті поміж валками 12 розташовується нова ділянка заготівки і її обтиснення відбувається аналогічно описаному вище. Після виконання ряду технологічних циклів прокатки труб виникає необхідність заміни підшипників лінійного переміщення 9 із-за нерівномірного зносу їхніх елементів. Для цього буде потрібно зупинити робочу кліть, вивалити касету 17, розкріпити кріпильні елементи, що фіксують роликові підшипники лінійного переміщення 9 відносно напрямних 8, вилучити роликові підшипники, що зносилися, і замінити на нові роликові підшипники лінійного переміщення 9, прикріпивши їх кріпильними елементами до напрямних 8, на що будуть потрібні значно менші витрати часу, ніж у прототипі. Виконання робочої кліті стану холодної пільгерної прокатки відповідно до формули винаходу, оснащеної подушками, у яких розташовані опорні валки, і роликовими підшипниками лінійного переміщення, встановленими поміж напрямними і кожною з подушок, спрощує і прискорює процес заміни вузлів роликових підшипників, що зносилися, а це скорочує простої кліті, пов'язані з її ремонтом, і підвищує продуктивність робочої кліті стану холодної пільгерної прокатки труб.
ДивитисяДодаткова інформація
Назва патенту англійськоюWorking stand for cold pilger rolling of pipes
Автори англійськоюFrolov Viktor Pylypovych, Frolov Yaroslav Viktorovych, Senina Tetiana Volodymyrivna, Smyrnov Viktor Hryhorovych, Danylchenko Viktor Vasyliovych
Назва патенту російськоюРабочая клеть стана холодной пильгерной прокатки труб
Автори російськоюФролов Виктор Филиппович, Фролов Ярослав Викторович, Сенина Татьяна Владимировна, Смирнов Виктор Григорьевич, Данильченко Виктор Васильевич
МПК / Мітки
МПК: B21B 21/04, B21B 21/00
Мітки: робоча, кліть, труб, прокатки, стана, холодної, пільгерної
Код посилання
<a href="https://ua.patents.su/3-65161-robocha-klit-stana-kholodno-pilgerno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Робоча кліть стана холодної пільгерної прокатки труб</a>
Спосіб холодної пільгерної прокатки труб
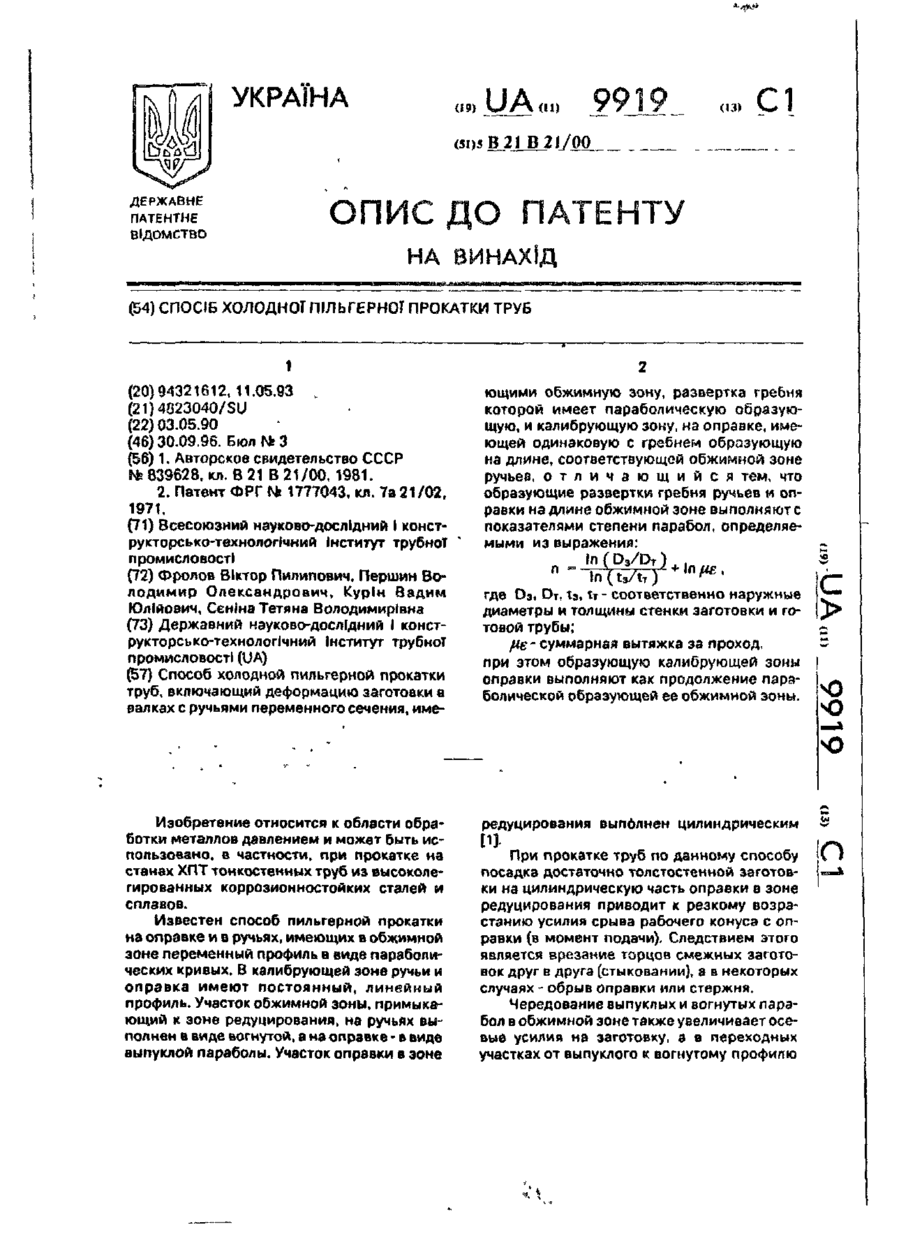
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Фролов Віктор Пилипович, Першин Володимир Олександрович, Курін Вадим Юлійович, Сєніна Тетяна Володимирівна
МПК: B21B 21/00
Мітки: труб, спосіб, пільгерної, холодної, прокатки
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Попов Марат Васильович, Кравченко Юрій Олексійович, Верещагін Олександр Давидович, Островський Ігор Петрович, Черкащенко Татяна Володимирівна, Сандульский Борис Степанович, Алпатов Євгеній Миколайович, Більдін Констянтин Михайлович, Ісаков Євген Борисович, Вольфович Георгій Вольфович, Борисенко Юрій Миколайович, Чуб Анатолій Васильович
МПК: B21B 21/02, B21B 21/00
Мітки: труб, валок, стана, холодної, прокатки
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Попов Марат Васильович, Автономов Семен Володимирович, Попов Олексій Маратович, Живцов Сергій Павлович, Вольфович Георгій Вольфович
МПК: B21B 17/00, B21B 21/00
Мітки: труб, холодної, спосіб, здійснення, способу, прокатки, стан
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Кліть стана пілігримової прокатки труб

Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Чуб Анатолій Васильович, Більдін Костянтин Михайлович, Алпатов Євгеній Миколайович, Чубарь Алла Георгівна, Островський Ігор Петрович, Борисенко Юрій Миколайович, Чеха Віктор Миколайович, Попов Марат Васильович, Сандульский Борис Степанович, Вольфович Георгій Вольфович, Ісаков Євген Борисович, Хаустов Георгій Йосипович, Верещагін Олександр Давидович
МПК: B21B 13/18, B21B 21/00
Мітки: стана, пілігримової, труб, прокатки, кліть
Формула / Реферат:
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для...
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Федорінов Володимир Анатолійович, Кокотько Михайло Євгенович, Морозов Ігор Олександрович, Сатонін Олександр Володимирович, Сатонін Антон Олександрович
МПК: B21B 13/00
Мітки: прокатного, кліть, стана, робоча
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...
Попередній патент: Плунжерний насос високого тиску
Наступний патент: Спосіб визначення виходу летких речовин
Випадковий патент: Спосіб виготовлення біодинамічного саману