Спосіб завантаження дугової сталеплавильної печі
Номер патенту: 38087
Опубліковано: 15.05.2001
Автори: Негода Олександр Васильович, Анохін Юрій Олександрович, Карпов Володимир Петрович, Омельченко Володимир Іванович
Текст
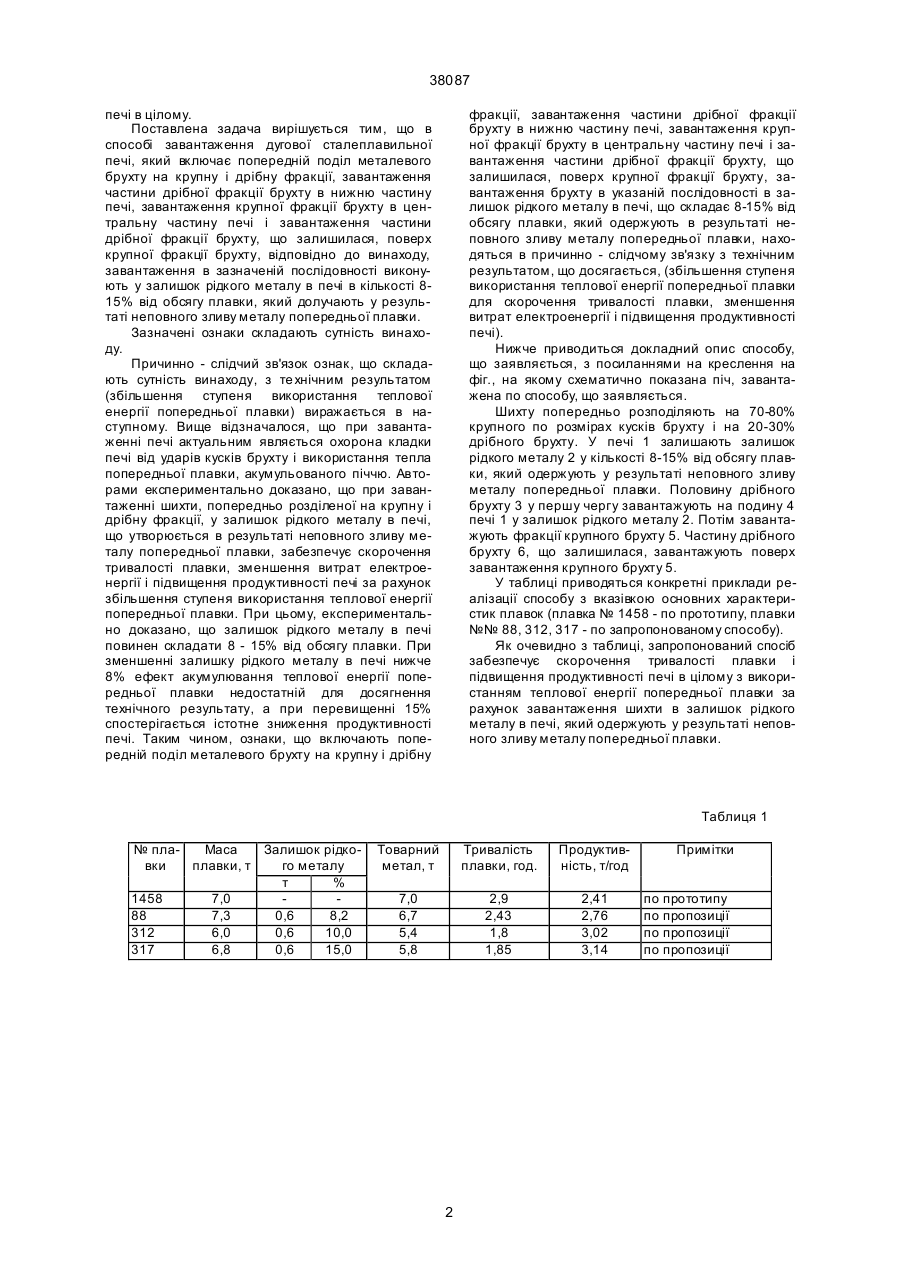
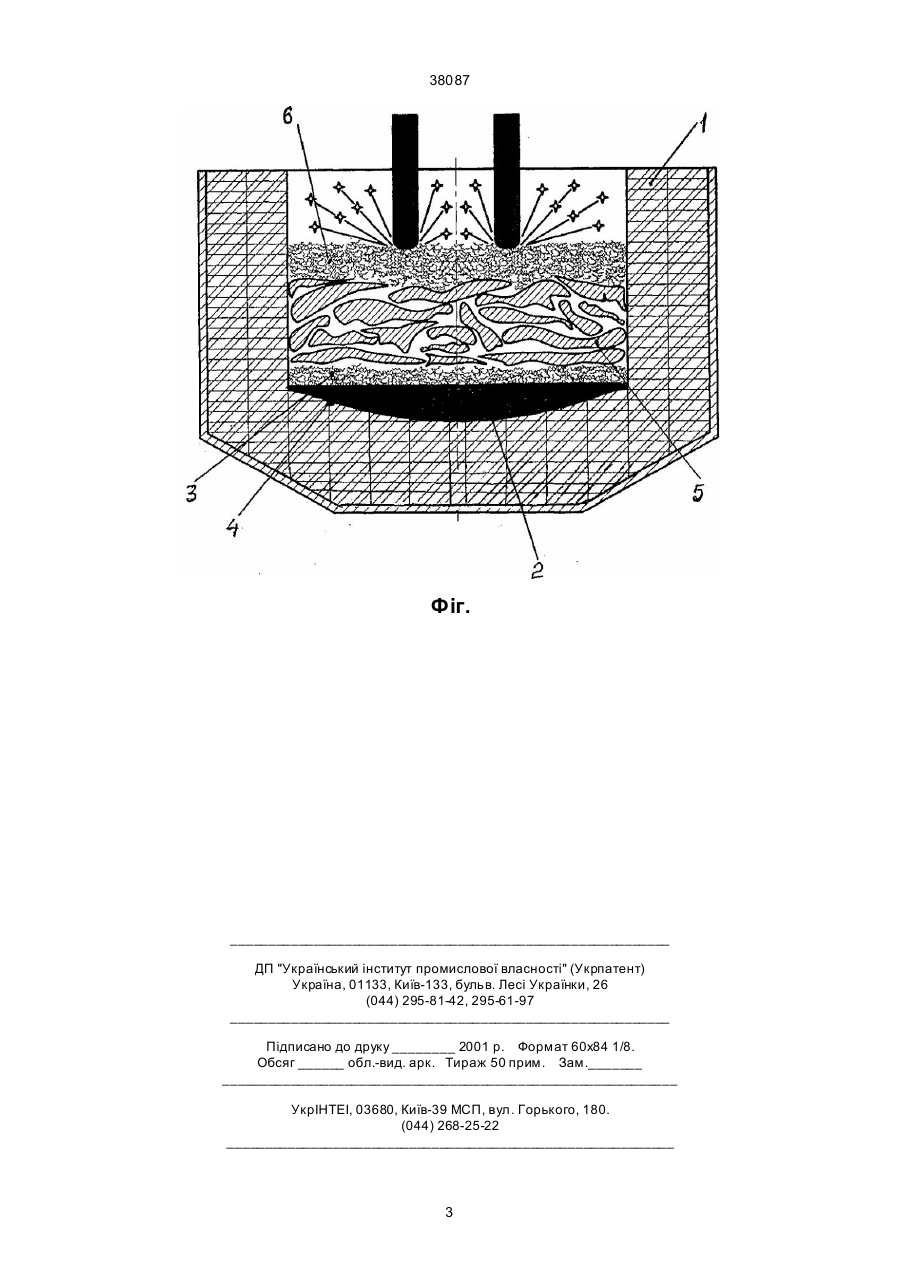
Спосіб завантаження дугової сталеплавильної 38087 печі в цілому. Поставлена задача вирішується тим, що в способі завантаження дугової сталеплавильної печі, який включає попередній поділ металевого брухту на крупну і дрібну фракції, завантаження частини дрібної фракції брухту в нижню частину печі, завантаження крупної фракції брухту в центральну частину печі і завантаження частини дрібної фракції брухту, що залишилася, поверх крупної фракції брухту, відповідно до винаходу, завантаження в зазначеній послідовності виконують у залишок рідкого металу в печі в кількості 815% від обсягу плавки, який долучають у результаті неповного зливу металу попередньої плавки. Зазначені ознаки складають сутність винаходу. Причинно - слідчий зв'язок ознак, що складають сутність винаходу, з те хнічним результатом (збільшення ступеня використання теплової енергії попередньої плавки) виражається в наступному. Вище відзначалося, що при завантаженні печі актуальним являється охорона кладки печі від ударів кусків брухту і використання тепла попередньої плавки, акумульованого піччю. Авторами експериментально доказано, що при завантаженні шихти, попередньо розділеної на крупну і дрібну фракції, у залишок рідкого металу в печі, що утворюється в результаті неповного зливу металу попередньої плавки, забезпечує скорочення тривалості плавки, зменшення витрат електроенергії і підвищення продуктивності печі за рахунок збільшення ступеня використання теплової енергії попередньої плавки. При цьому, експериментально доказано, що залишок рідкого металу в печі повинен складати 8 - 15% від обсягу плавки. При зменшенні залишку рідкого металу в печі нижче 8% ефект акумулювання теплової енергії попередньої плавки недостатній для досягнення технічного результату, а при перевищенні 15% спостерігається істотне зниження продуктивності печі. Таким чином, ознаки, що включають попередній поділ металевого брухту на крупну і дрібну фракції, завантаження частини дрібної фракції брухту в нижню частину печі, завантаження крупної фракції брухту в центральну частину печі і завантаження частини дрібної фракції брухту, що залишилася, поверх крупної фракції брухту, завантаження брухту в указаній послідовності в залишок рідкого металу в печі, що складає 8-15% від обсягу плавки, який одержують в результаті неповного зливу металу попередньої плавки, находяться в причинно - слідчому зв'язку з технічним результатом, що досягається, (збільшення ступеня використання теплової енергії попередньої плавки для скорочення тривалості плавки, зменшення витрат електроенергії і підвищення продуктивності печі). Нижче приводиться докладний опис способу, що заявляється, з посиланнями на креслення на фіг., на якому схематично показана піч, завантажена по способу, що заявляється. Шихту попередньо розподіляють на 70-80% крупного по розмірах кусків брухту і на 20-30% дрібного брухту. У печі 1 залишають залишок рідкого металу 2 у кількості 8-15% від обсягу плавки, який одержують у результаті неповного зливу металу попередньої плавки. Половину дрібного брухту 3 у першу чергу завантажують на подину 4 печі 1 у залишок рідкого металу 2. Потім завантажують фракції крупного брухту 5. Частину дрібного брухту 6, що залишилася, завантажують поверх завантаження крупного брухту 5. У таблиці приводяться конкретні приклади реалізації способу з вказівкою основних характеристик плавок (плавка № 1458 - по прототипу, плавки №№ 88, 312, 317 - по запропонованому способу). Як очевидно з таблиці, запропонований спосіб забезпечує скорочення тривалості плавки і підвищення продуктивності печі в цілому з використанням теплової енергії попередньої плавки за рахунок завантаження шихти в залишок рідкого металу в печі, який одержують у результаті неповного зливу металу попередньої плавки. Таблиця 1 № плаМаса Залишок рідковки плавки, т го металу т % 1458 7,0 88 7,3 0,6 8,2 312 6,0 0,6 10,0 317 6,8 0,6 15,0 Товарний метал, т Тривалість плавки, год. Продуктивність, т/год 7,0 6,7 5,4 5,8 2,9 2,43 1,8 1,85 2,41 2,76 3,02 3,14 2 Примітки по прототипу по пропозиції по пропозиції по пропозиції 38087 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for loading of arc steel-smelting furnace
Автори англійськоюKarpov Volodymyr Petrovych, Omel'chenko Volodymyr Ivanovych, Anokhin Yurii Oleksandrovych, Nehoda Oleksandr Vasyliovych
Назва патенту російськоюСпособ загрузки дуговой сталеплавильной печи
Автори російськоюКарпов Владимир Петрович, Омельченко Владимир Иванович, Анохин Юрий Александрович, Негода Александр Васильевич
МПК / Мітки
МПК: C22B 9/00
Мітки: дугової, печі, завантаження, сталеплавильної, спосіб
Код посилання
<a href="https://ua.patents.su/3-38087-sposib-zavantazhennya-dugovo-staleplavilno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб завантаження дугової сталеплавильної печі</a>
Водоохолоджуване склепіння дугової сталеплавильної печі

Номер патенту: 31540
Опубліковано: 15.12.2000
Автор: Тіщенко Петро Ілліч
МПК: F27D 1/02
Мітки: водоохолоджуване, сталеплавильної, печі, склепіння, дугової
Текст:
...зміни конструкції досягається інтенсифікація тепло- і масообміни процесів, що забезпечить зниження енергетичних витрат. Поставлена задача вирішується тим що у водоохолоджувакс , склепінні дугової сталеплавильної печі, що містить футеровану це? ральну частину, периферійну частину у вигляді кільцевої каш з'єднаної із газовідвідним патрубком, нижня частина якої виконане вигляді трубчастої водоохолоджуваної решітки, згідно винаходу веі нд...
Спосіб захисту електроду дугової сталеплавильної печі
Номер патенту: 30512
Опубліковано: 15.11.2000
Автор: Тіщенко Петро Ілліч
МПК: C21C 5/52
Мітки: дугової, сталеплавильної, захисту, печі, електроду, спосіб
Формула / Реферат:
1. Спосіб захисту електроду дугової сталеплавильної печі, який включає нанесення захисного шару шляхом подачі графітованого електрода у вогнетривку - форму і контакту електрода з матеріалом, що вміщує алюміній і розміщувається у форму, який відрізняється тим, що в якості матеріалу, що вміщує алюміній використовують матеріал із вмістом не менш 50% алюмінію, а контакт електрода з матеріалом, що вміщує алюміній ведуть при температурі не нижче...
Корпус дугової сталеплавильної печі
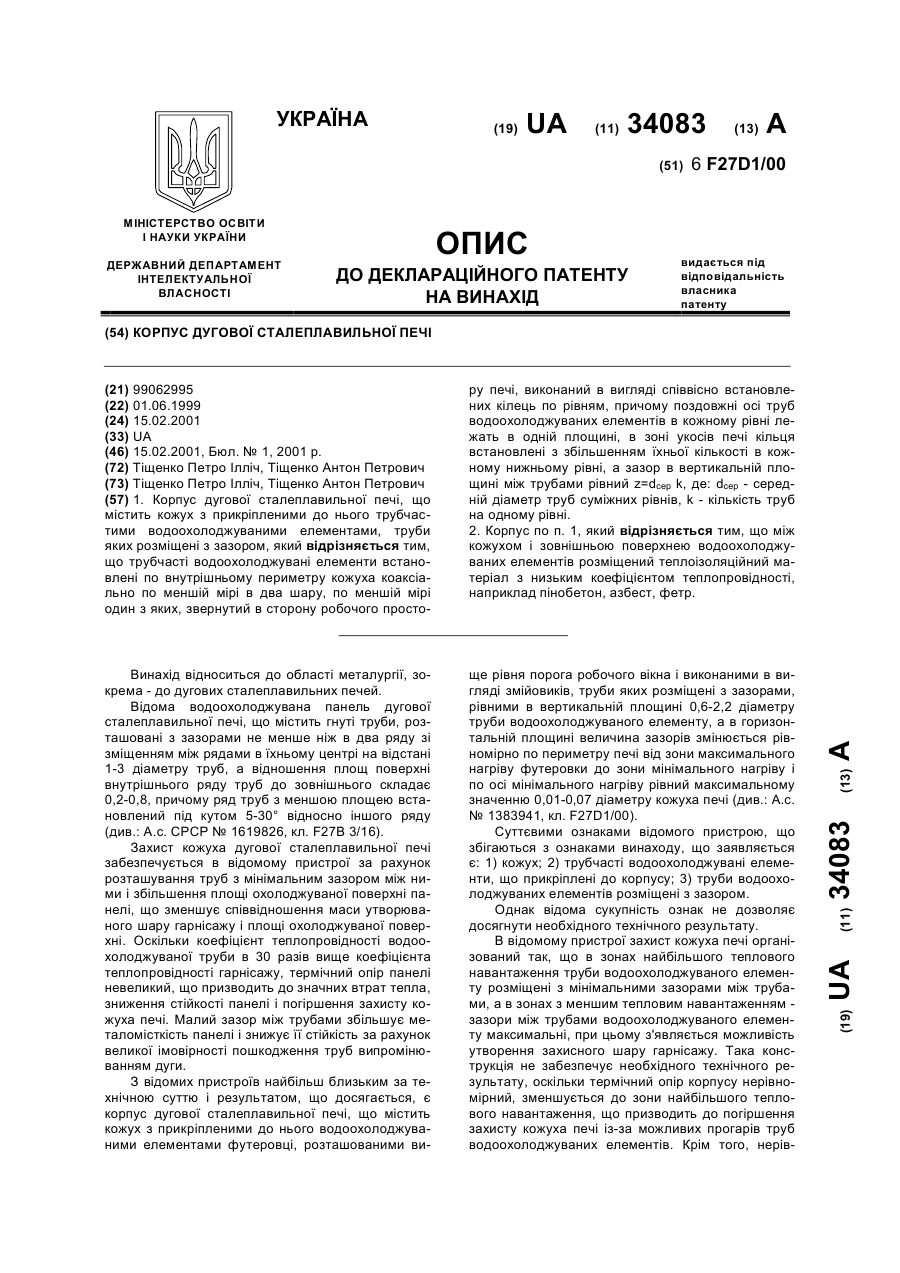
Номер патенту: 34083
Опубліковано: 15.02.2001
Автори: Тіщенко Антон Петрович, Тіщенко Петро Ілліч
МПК: F27D 1/00
Мітки: сталеплавильної, печі, дугової, корпус
Текст:
...вогнетривких матеріалів. На фіг. показано корпус дугової сталеплавильної печі, вертикальний розріз. Корпус дугової сталеплавильної печі містить кожух 1 з прикріпленими до нього трубчастими водоохолоджуваними елементами, труби 2 яких розміщені з зазором. Водоохолоджувані елементи встановлені по внутрішньому периметру кожуха 1 коаксіально в два шару. Внутрішній шар, звернутий в сторону робочого простору печі, виконаний в вигляді кілець...
Водоохолоджувана панель дугової сталеплавильної печі

Номер патенту: 30511
Опубліковано: 15.11.2000
Автор: Тіщенко Петро Ілліч
МПК: F27B 3/16
Мітки: сталеплавильної, панель, печі, дугової, водоохолоджувана
Формула / Реферат:
1. Водоохолоджувана панель дугової сталеплавильної печі, що містить гнуті труби, встановлені з зазорами, заповненими вогнетривкою масою і кожух, яка відрізняється тим, що труби постачені ребрами, розташованими вздовж осі труби на поверхні, ближчої до кожуху, а максимальний зазор між трубами рівний:де:z - зазор між трубами, м;K1 - коефіцієнт, що...
Система електропостачання дугової сталеплавильної печі
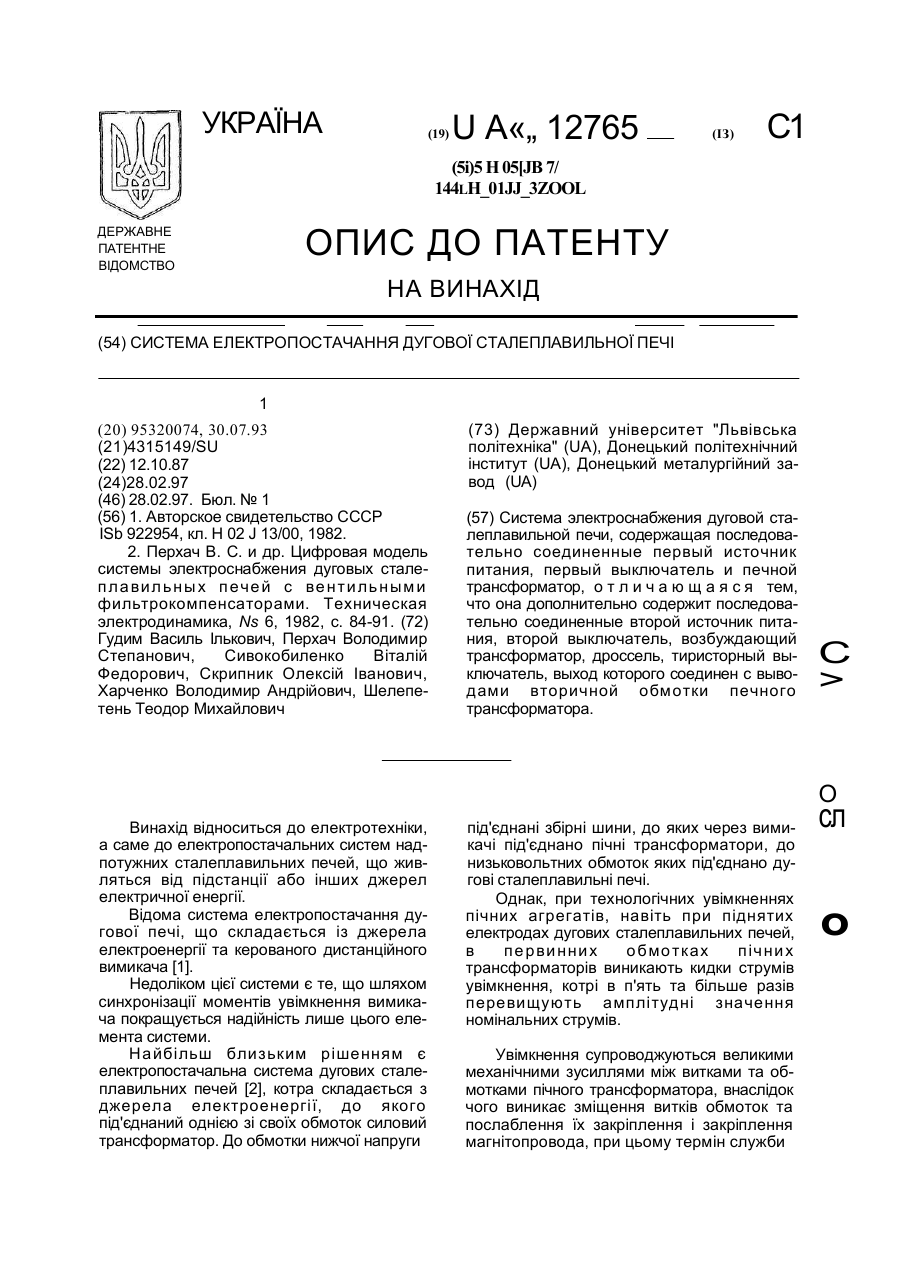
Номер патенту: 12765
Опубліковано: 28.02.1997
Автори: Сивокобиленко Віталій Федорович, Шелепетень Теодор Михайлович, Гудим Василь Ількович, Скрипник Олексій Іванович, Перхач Володимир Степанович, Харченко Володимир Андрійович
МПК: H02J 13/00, H05B 7/144
Мітки: сталеплавильної, електропостачання, система, дугової, печі
Текст:
...7, збуджуючий трансформатор 8, реактор 9, тиристорний вимикач 10 І третій вимикач 11. Керування роботою тиристорного вимикача 10 здійснюється си- 45 стемою 12 керування. Система працює наступним чином. Для увімкнення вимикачем 4 пічного трансформатора 5 попередньо вимикачем 7 поєднується збуджуючий трансформатор 8 50 до другого джерела живлення 6. Після чого на виводах вторинних обмоток збуджуючого трансформатора 8 виникне напруга рівна...
Попередній патент: Протипригарна обмазка
Наступний патент: Універсальна шпиндельна ротаційно-обтискна машина
Випадковий патент: Система укх радіозв'язку