Розчин для хімічного нікелювання
Номер патенту: 65898
Опубліковано: 15.04.2004
Автори: Антонюк Віктор Степанович, Возненко Вікторія Віталіївна, Усачов Петро Антонович
Формула / Реферат
Розчин для хімічного нікелювання, що містить сіль нікелю, гіпофосфіт натрію, натрій оцтовокислий, який відрізняється тим, що він додатково містить калій йодистий, воду, а як сіль нікелю - хлористий нікель, при наступному співвідношенні інгредієнтів, г/л:
хлористий нікель
20 - 30
гіпофосфіт натрію
10 - 20
натрій оцтовокислий
9 - 11
калій йодистий
0,5 - 1,5
вода
решта.
Текст
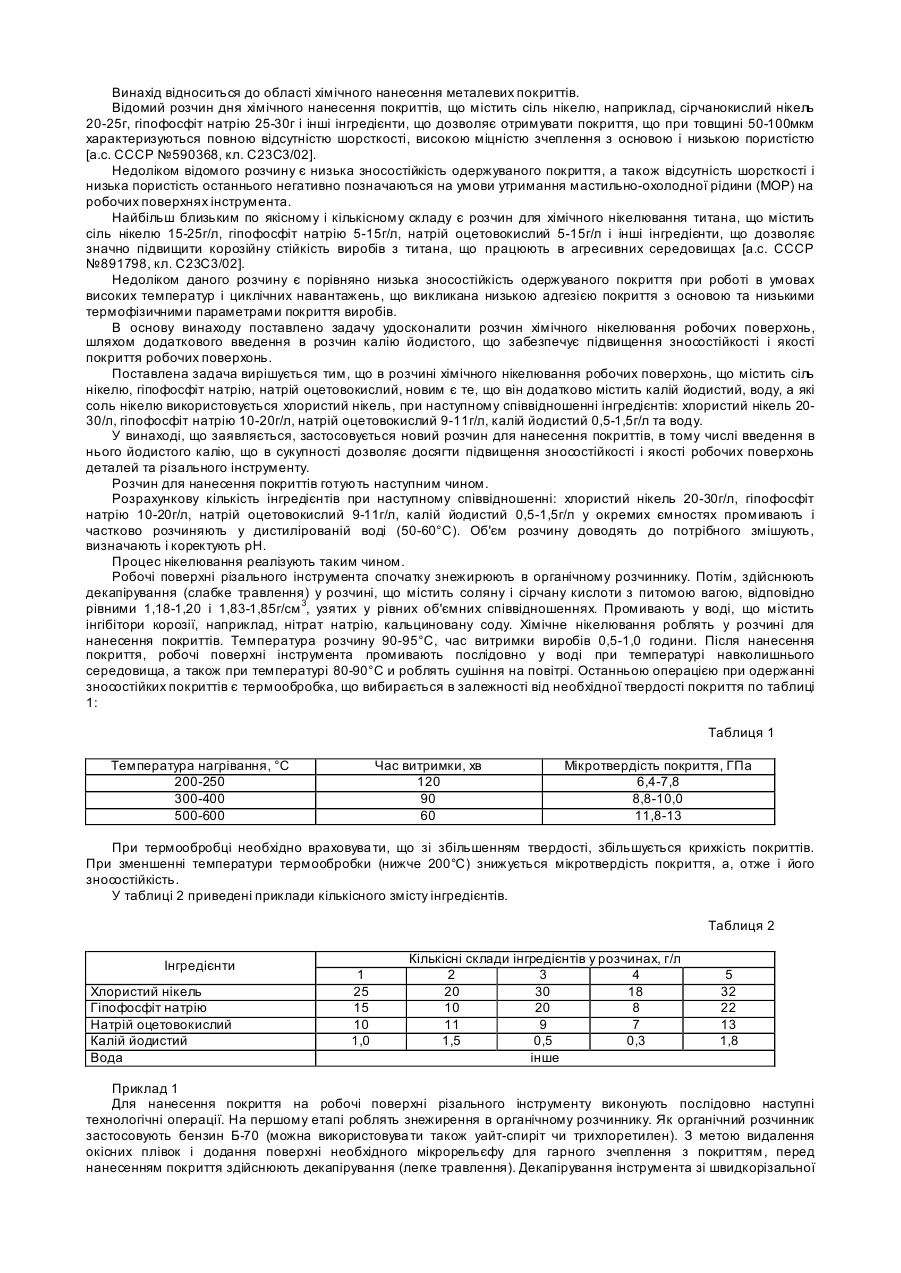
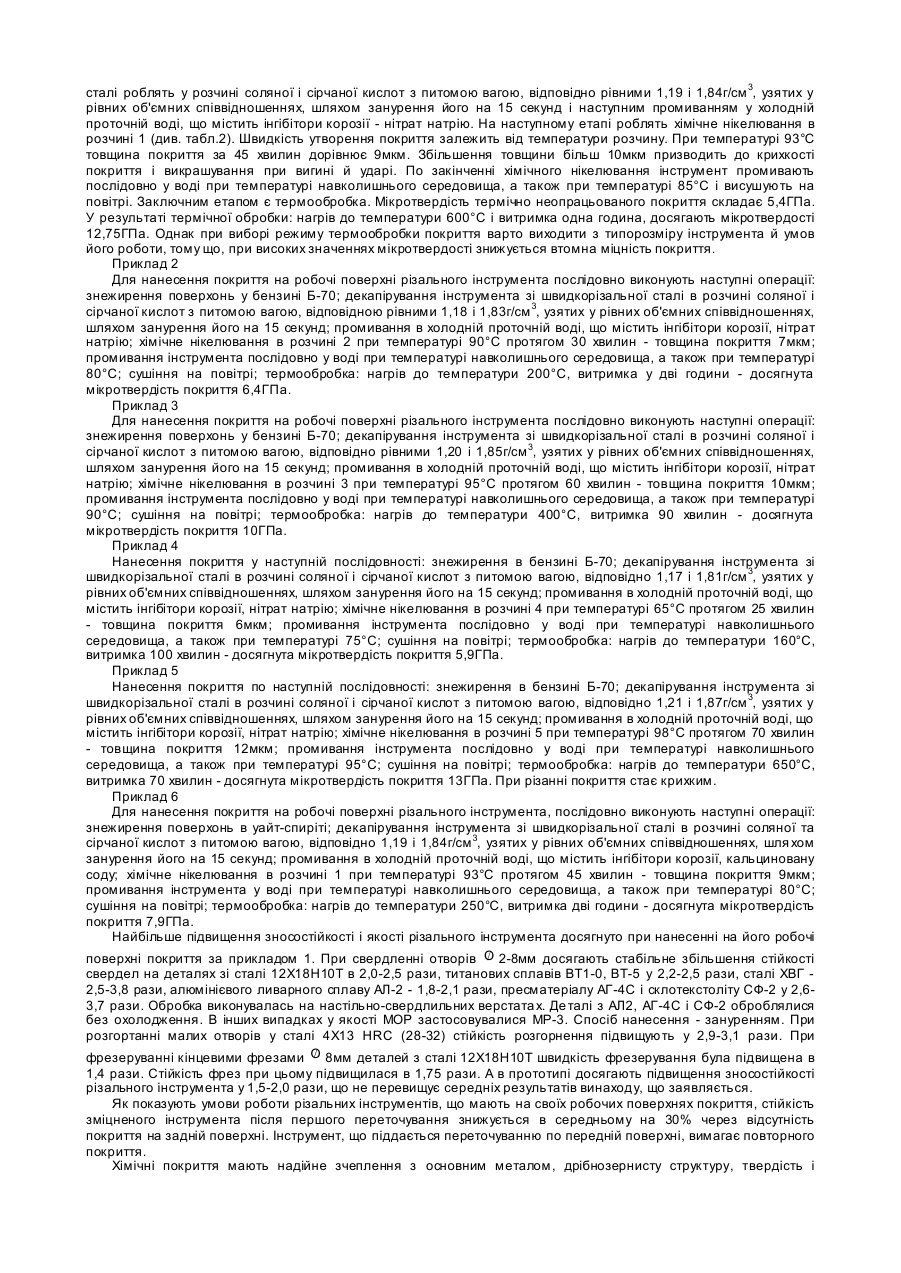
Винахід відноситься до області хімічного нанесення металевих покриттів. Відомий розчин дня хімічного нанесення покриттів, що містить сіль нікелю, наприклад, сірчанокислий нікель 20-25г, гіпофосфіт натрію 25-30г і інші інгредієнти, що дозволяє отримувати покриття, що при товщині 50-100мкм характеризуються повною відсутністю шорсткості, високою міцністю зчеплення з основою і низькою пористістю [а.с. СССР №590368, кл. С23С3/02]. Недоліком відомого розчину є низька зносостійкість одержуваного покриття, а також відсутність шорсткості і низька пористість останнього негативно позначаються на умови утримання мастильно-охолодної рідини (МОР) на робочих поверхнях інструмента. Найбільш близьким по якісному і кількісному складу є розчин для хімічного нікелювання титана, що містить сіль нікелю 15-25г/л, гіпофосфіт натрію 5-15г/л, натрій оцетовокислий 5-15г/л і інші інгредієнти, що дозволяє значно підвищити корозійну стійкість виробів з титана, що працюють в агресивних середовищах [а.с. СССР №891798, кл. С23С3/02]. Недоліком даного розчину є порівняно низька зносостійкість одержуваного покриття при роботі в умовах високих температур і циклічних навантажень, що викликана низькою адгезією покриття з основою та низькими термофізичними параметрами покриття виробів. В основу винаходу поставлено задачу удосконалити розчин хімічного нікелювання робочих поверхонь, шляхом додаткового введення в розчин калію йодистого, що забезпечує підвищення зносостійкості і якості покриття робочих поверхонь. Поставлена задача вирішується тим, що в розчині хімічного нікелювання робочих поверхонь, що містить сіль нікелю, гіпофосфіт натрію, натрій оцетовокислий, новим є те, що він додатково містить калій йодистий, воду, а які соль нікелю використовується хлористий нікель, при наступному співвідношенні інгредієнтів: хлористий нікель 2030/л, гіпофосфіт натрію 10-20г/л, натрій оцетовокислий 9-11г/л, калій йодистий 0,5-1,5г/л та воду. У винаході, що заявляється, застосовується новий розчин для нанесення покриттів, в тому числі введення в нього йодистого калію, що в сукупності дозволяє досягти підвищення зносостійкості і якості робочих поверхонь деталей та різального інструменту. Розчин для нанесення покриттів готують наступним чином. Розрахункову кількість інгредієнтів при наступному співвідношенні: хлористий нікель 20-30г/л, гіпофосфіт натрію 10-20г/л, натрій оцетовокислий 9-11г/л, калій йодистий 0,5-1,5г/л у окремих ємностях промивають і частково розчиняють у дистилірованій воді (50-60°С). Об'єм розчину доводять до потрібного змішують, визначають і коректують рН. Процес нікелювання реалізують таким чином. Робочі поверхні різального інструмента спочатку знежирюють в органічному розчиннику. Потім, здійснюють декапірування (слабке травлення) у розчині, що містить соляну і сірчану кислоти з питомою вагою, відповідно рівними 1,18-1,20 і 1,83-1,85г/см 3, узятих у рівних об'ємних співвідношеннях. Промивають у воді, що містить інгібітори корозії, наприклад, нітрат натрію, кальциновану соду. Хімічне нікелювання роблять у розчині для нанесення покриттів. Температура розчину 90-95°С, час витримки виробів 0,5-1,0 години. Після нанесення покриття, робочі поверхні інструмента промивають послідовно у воді при температурі навколишнього середовища, а також при температурі 80-90°С и роблять сушіння на повітрі. Останньою операцією при одержанні зносостійких покриттів є термообробка, що вибирається в залежності від необхідної твердості покриття по таблиці 1: Таблиця 1 Температура нагрівання, °С 200-250 300-400 500-600 Час витримки, хв 120 90 60 Мікротвердість покриття, ГПа 6,4-7,8 8,8-10,0 11,8-13 При термообробці необхідно враховува ти, що зі збільшенням твердості, збільшується крихкість покриттів. При зменшенні температури термообробки (нижче 200°С) знижується мікротвердість покриття, а, отже і його зносостійкість. У таблиці 2 приведені приклади кількісного змісту інгредієнтів. Таблиця 2 Інгредієнти Хлористий нікель Гіпофосфіт натрію Натрій оцетовокислий Калій йодистий Вода 1 25 15 10 1,0 Кількісні склади інгредієнтів у розчинах, г/л 2 3 4 20 30 18 10 20 8 11 9 7 1,5 0,5 0,3 інше 5 32 22 13 1,8 Приклад 1 Для нанесення покриття на робочі поверхні різального інструменту виконують послідовно наступні технологічні операції. На першому етапі роблять знежирення в органічному розчиннику. Як органічний розчинник застосовують бензин Б-70 (можна використовува ти також уайт-спиріт чи трихлоретилен). З метою видалення окісних плівок і додання поверхні необхідного мікрорельєфу для гарного зчеплення з покриттям, перед нанесенням покриття здійснюють декапірування (легке травлення). Декапірування інструмента зі швидкорізальної сталі роблять у розчині соляної і сірчаної кислот з питомою вагою, відповідно рівними 1,19 і 1,84г/см 3, узятих у рівних об'ємних співвідношеннях, шляхом занурення його на 15 секунд і наступним промиванням у холодній проточній воді, що містить інгібітори корозії - нітрат натрію. На наступному етапі роблять хімічне нікелювання в розчині 1 (див. табл.2). Швидкість утворення покриття залежить від температури розчину. При температурі 93°С товщина покриття за 45 хвилин дорівнює 9мкм. Збільшення товщини більш 10мкм призводить до крихкості покриття і викрашування при вигині й ударі. По закінченні хімічного нікелювання інструмент промивають послідовно у воді при температурі навколишнього середовища, а також при температурі 85°С і висушують на повітрі. Заключним етапом є термообробка. Мікротвердість термічно неопрацьованого покриття складає 5,4ГПа. У результаті термічної обробки: нагрів до температури 600°С і витримка одна година, досягають мікротвердості 12,75ГПа. Однак при виборі режиму термообробки покриття варто виходити з типорозміру інструмента й умов його роботи, тому що, при високих значеннях мікротвердості знижується втомна міцність покриття. Приклад 2 Для нанесення покриття на робочі поверхні різального інструмента послідовно виконують наступні операції: знежирення поверхонь у бензині Б-70; декапірування інструмента зі швидкорізальної сталі в розчині соляної і сірчаної кислот з питомою вагою, відповідною рівними 1,18 і 1,83г/см 3, узятих у рівних об'ємних співвідношеннях, шляхом занурення його на 15 секунд; промивання в холодній проточній воді, що містить інгібітори корозії, нітрат натрію; хімічне нікелювання в розчині 2 при температурі 90°С протягом 30 хвилин - товщина покриття 7мкм; промивання інструмента послідовно у воді при температурі навколишнього середовища, а також при температурі 80°С; сушіння на повітрі; термообробка: нагрів до температури 200°С, витримка у дві години - досягнута мікротвердість покриття 6,4ГПа. Приклад 3 Для нанесення покриття на робочі поверхні різального інструмента послідовно виконують наступні операції: знежирення поверхонь у бензині Б-70; декапірування інструмента зі швидкорізальної сталі в розчині соляної і сірчаної кислот з питомою вагою, відповідно рівними 1,20 і 1,85г/см 3, узятих у рівних об'ємних співвідношеннях, шляхом занурення його на 15 секунд; промивання в холодній проточній воді, що містить інгібітори корозії, нітрат натрію; хімічне нікелювання в розчині 3 при температурі 95°С протягом 60 хвилин - товщина покриття 10мкм; промивання інструмента послідовно у воді при температурі навколишнього середовища, а також при температурі 90°С; сушіння на повітрі; термообробка: нагрів до температури 400°С, витримка 90 хвилин - досягнута мікротвердість покриття 10ГПа. Приклад 4 Нанесення покриття у наступній послідовності: знежирення в бензині Б-70; декапірування інструмента зі швидкорізальної сталі в розчині соляної і сірчаної кислот з питомою вагою, відповідно 1,17 і 1,81г/см 3, узятих у рівних об'ємних співвідношеннях, шляхом занурення його на 15 секунд; промивання в холодній проточній воді, що містить інгібітори корозії, нітрат натрію; хімічне нікелювання в розчині 4 при температурі 65°С протягом 25 хвилин - товщина покриття 6мкм; промивання інструмента послідовно у воді при температурі навколишнього середовища, а також при температурі 75°С; сушіння на повітрі; термообробка: нагрів до температури 160°С, витримка 100 хвилин - досягнута мікротвердість покриття 5,9ГПа. Приклад 5 Нанесення покриття по наступній послідовності: знежирення в бензині Б-70; декапірування інструмента зі швидкорізальної сталі в розчині соляної і сірчаної кислот з питомою вагою, відповідно 1,21 і 1,87г/см 3, узятих у рівних об'ємних співвідношеннях, шляхом занурення його на 15 секунд; промивання в холодній проточній воді, що містить інгібітори корозії, нітрат натрію; хімічне нікелювання в розчині 5 при температурі 98°С протягом 70 хвилин - товщина покриття 12мкм; промивання інструмента послідовно у воді при температурі навколишнього середовища, а також при температурі 95°С; сушіння на повітрі; термообробка: нагрів до температури 650°С, витримка 70 хвилин - досягнута мікротвердість покриття 13ГПа. При різанні покриття стає крихким. Приклад 6 Для нанесення покриття на робочі поверхні різального інструмента, послідовно виконують наступні операції: знежирення поверхонь в уайт-спиріті; декапірування інструмента зі швидкорізальної сталі в розчині соляної та сірчаної кислот з питомою вагою, відповідно 1,19 і 1,84г/см 3, узятих у рівних об'ємних співвідношеннях, шля хом занурення його на 15 секунд; промивання в холодній проточній воді, що містить інгібітори корозії, кальциновану соду; хімічне нікелювання в розчині 1 при температурі 93°С протягом 45 хвилин - товщина покриття 9мкм; промивання інструмента у воді при температурі навколишнього середовища, а також при температурі 80°С; сушіння на повітрі; термообробка: нагрів до температури 250°С, витримка дві години - досягнута мікротвердість покриття 7,9ГПа. Найбільше підвищення зносостійкості і якості різального інструмента досягнуто при нанесенні на його робочі / поверхні покриття за прикладом 1. При свердленні отворів O 2-8мм досягають стабільне збільшення стійкості свердел на деталях зі сталі 12Х18Н10Т в 2,0-2,5 рази, титанових сплавів ВТ1-0, ВТ-5 у 2,2-2,5 рази, сталі ХВГ 2,5-3,8 рази, алюмінієвого ливарного сплаву АЛ-2 - 1,8-2,1 рази, пресматеріалу АГ-4С і склотекстоліту СФ-2 у 2,63,7 рази. Обробка виконувалась на настільно-свердлильних верстата х. Де талі з АЛ2, АГ-4С і СФ-2 оброблялися без охолодження. В інших випадках у якості МОР застосовувалися МР-3. Спосіб нанесення - зануренням. При розгортанні малих отворів у сталі 4Х13 HRC (28-32) стійкість розгорнення підвищують у 2,9-3,1 рази. При / фрезеруванні кінцевими фрезами O 8мм деталей з сталі 12Х18Н10Т швидкість фрезерування була підвищена в 1,4 рази. Стійкість фрез при цьому підвищилася в 1,75 рази. А в прототипі досягають підвищення зносостійкості різального інструмента у 1,5-2,0 рази, що не перевищує середніх результатів винаходу, що заявляється. Як показують умови роботи різальних інструментів, що мають на своїх робочих поверхнях покриття, стійкість зміцненого інструмента після першого переточування знижується в середньому на 30% через відсутність покриття на задній поверхні. Інструмент, що піддається переточуванню по передній поверхні, вимагає повторного покриття. Хімічні покриття мають надійне зчеплення з основним металом, дрібнозернисту структуру, твердість і зносостійкість, що можуть бути значно підвищені наступною термічною обробкою. Завдяки високій твердості після термообробки покриття (8-10ГПа), низького коефіцієнта тертя, обумовленого змістом фосфору, робочі поверхні різального інструмента добре чинять опір зносу. Характерно, що твердість покриття не порушується при гранично припустимих температурах для інструмента зі швидкорізальної сталі. Позитивним для експлуатації інструмента з хімічно нанесеним покриттям є пористість покриття, що сприяє кращому утриманню МОР на його робочих поверхнях. Таким чином, використання тонких зносостійких покриттів на основі нікель-фосфору дозволяє підвищити стійкість різального інструмента у 2,4-2,8 рази.
ДивитисяДодаткова інформація
Назва патенту англійськоюA solution for the chemical nickel-plating
Автори англійськоюUsachov Petro Antonovych, Antoniuk Viktor Stepanovych
Назва патенту російськоюРаствор для химического никелирования
Автори російськоюУсачов Петр Антонович, Антонюк Виктор Степанович
МПК / Мітки
МПК: C23C 18/31
Мітки: розчин, хімічного, нікелювання
Код посилання
<a href="https://ua.patents.su/3-65898-rozchin-dlya-khimichnogo-nikelyuvannya.html" target="_blank" rel="follow" title="База патентів України">Розчин для хімічного нікелювання</a>
Установка утилізації розчинів хімічного нікелювання
Номер патенту: 59565
Опубліковано: 15.09.2003
Автори: Краевський Володимир Миколайович, Баранов Олександр Опанасович, Ракитська Тетяна Леонідовна, Шилов Володимир Іларіонович, Никитин Володимир Іванович, Ободовський Борис Михайлович, Гавриленко Михайло Іванович
МПК: C02F 1/70
Мітки: хімічного, нікелювання, розчинів, утилізації, установка
Формула / Реферат:
Установка утилізації розчинів хімічного нікелювання, що містить корпус з ємностями, ґрати, залізну стружку, яка відрізняється тим, що у корпусі розташовані три ємності, одна над одною, з’єднані між собою патрубками з кранами, при цьому верхня ємність містить вхідний патрубок для утилізованого розчину і в ній розташовані знімні сітчасті корзини, заповнені залізною стружкою, що встановлені на горизонтальних ґратах, під якими знаходиться...
Спосіб вилучення нікелю з відпрацьованих розчинів хімічного нікелювання
Номер патенту: 1292
Опубліковано: 25.03.1994
Автори: Римар Антоніна Сигізмундівна, Федоряко Людмила Іванівна, Омецинський Броніслав Францевич, Сидоренко Юрій Михайлович, Строкач Олександр Петрович, Покришко Ганна Андріївна
МПК: C02F 1/58, C22B 23/00
Мітки: нікелю, вилучення, розчинів, нікелювання, спосіб, відпрацьованих, хімічного
Формула / Реферат:
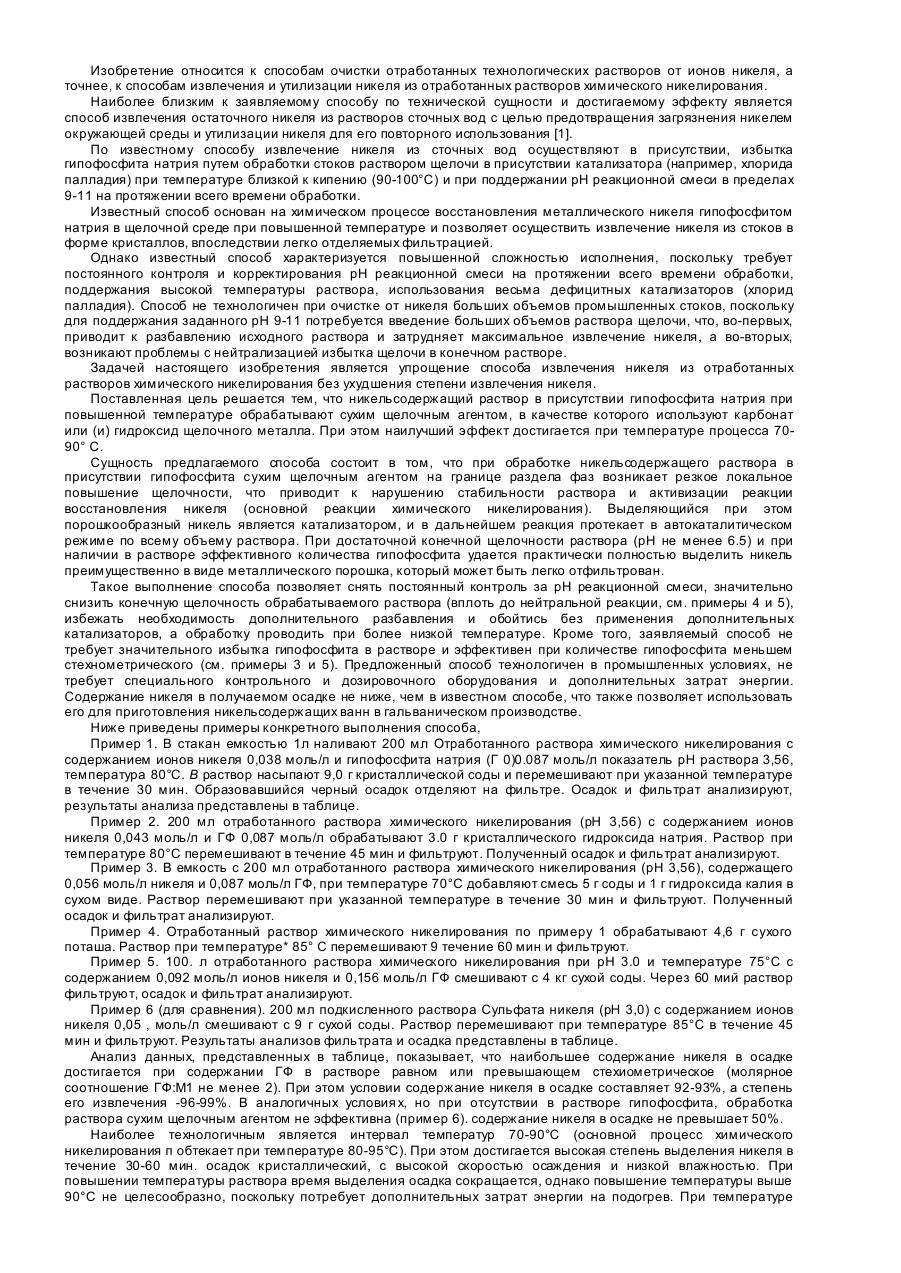
1. Способ извлечения никеля из отработанных растворов химического никелирования путем обработки исходного раствора щелочным агентом в присутствии гипофосфита натрия при повышенной температуре, отличающийся тем, что обработку осуществляют сухим карбонатом или/и гидроксидом щелочного металла.2. Способ по п.1, отличающийся тем, что обработку ведут при температуре 70-90°С.
Розчин для розмірного хімічного травлення міді та її сплавів
Номер патенту: 30262
Опубліковано: 15.11.2000
Автори: Попель Олена Михайлівна, Пашуля Петро Лук'янович, Листвак Богдан Іванович
МПК: C23F 1/02
Мітки: розчин, сплавів, травлення, розмірного, міді, хімічного
Формула / Реферат:
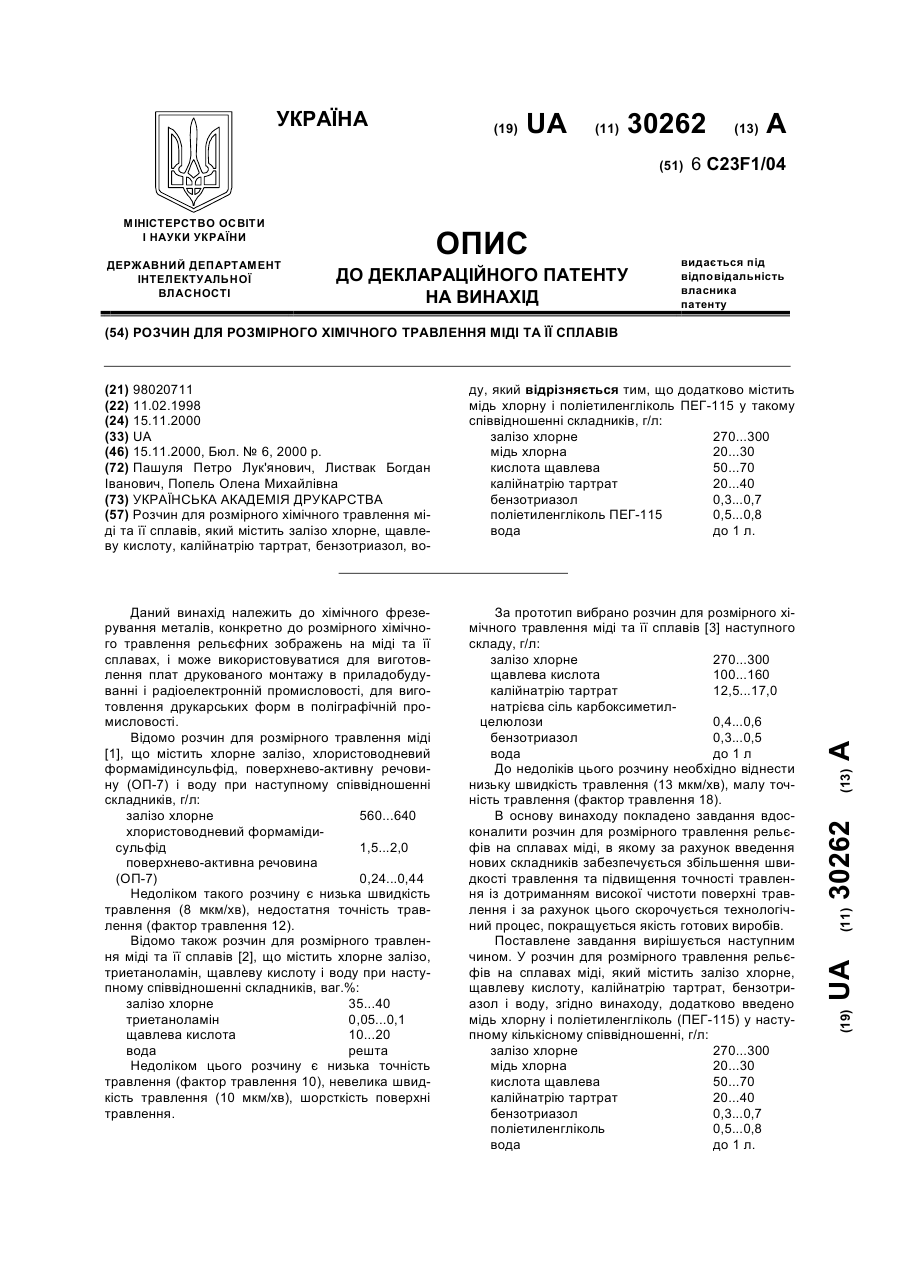
Розчин для розмірного хімічного травлення міді та її сплавів, який містить залізо хлорне, щавлеву кислоту, калійнатрію тартрат, бензотриазол, воду, який відрізняється тим, що додатково містить мідь хлорну і поліетиленгліколь ПЕГ-115 у такому співвідношенні складників, г/л: залізо хлорне 270...300 мідь хлорна 20...30 кислота щавлева 50...70 ...
Розчин для хімічного полірування ніобію
Номер патенту: 3379
Опубліковано: 27.12.1994
Автори: Федоренко Олександр Михайлович, Циганкова Тетяна Аркадіївна, Джафарова Світлана Ейвазовна
МПК: C23F 3/00
Мітки: полірування, хімічного, розчин, ніобію
Формула / Реферат:
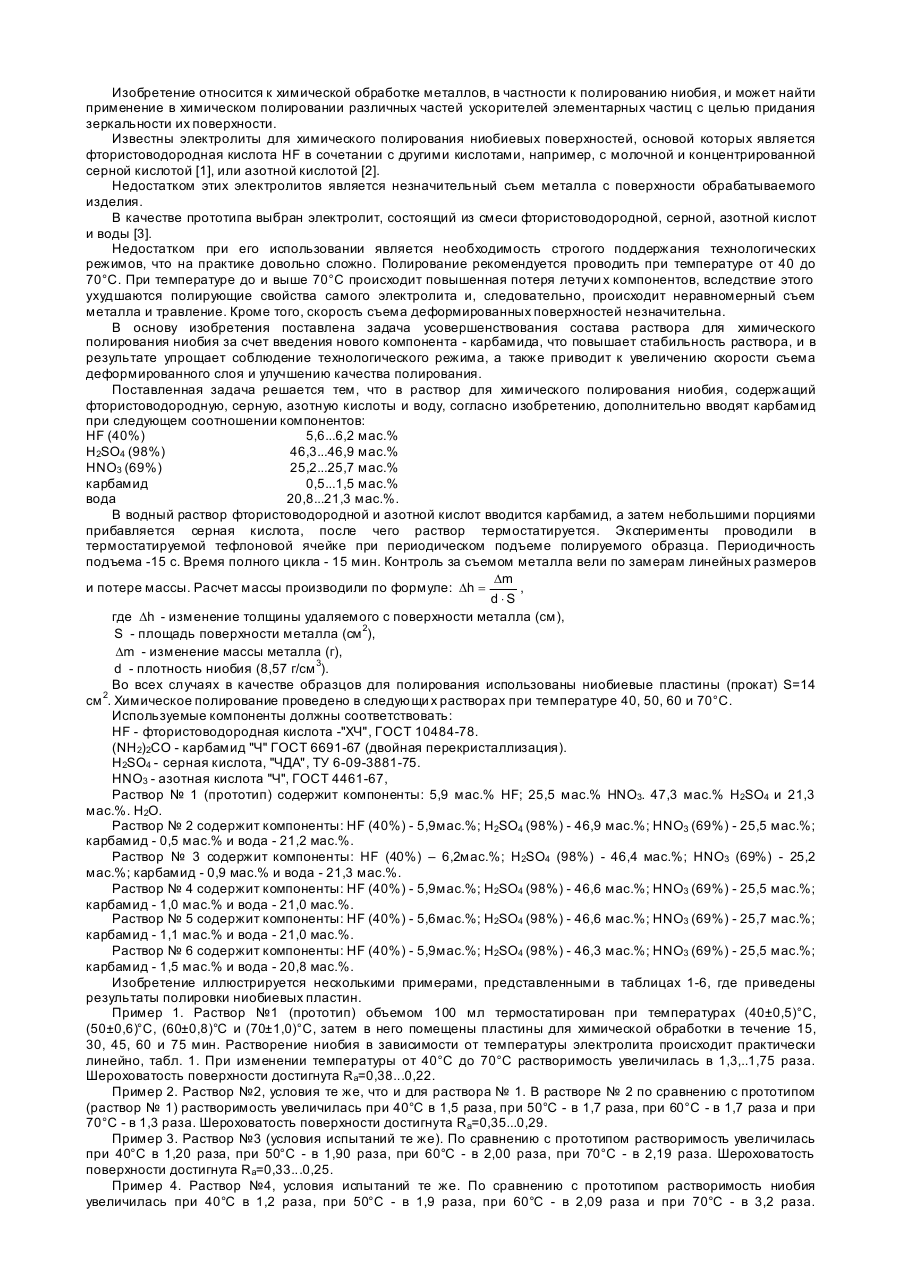
Раствор для химического полирования ниобия, содержащий плавиковую, серную, азотную кислоты и воду, отличающийся тем, что он дополнительно содержит карбамид при следующем соотношении компонентов, мас.%: плавиковая кислота (40%) 5,6-6,2 серная кислота (98%) 46,3-46,9 азотная кислота (69%) 25,2-25,7 карбамид ...
Розчин для хімічного маркірування сталевих деталей
Номер патенту: 19277
Опубліковано: 25.12.1997
Автори: Бабушкіна Ірина Володимирівна, Ясногородська Елла Йосипівна
МПК: B81C 1/00
Мітки: хімічного, маркірування, сталевих, розчин, деталей
Формула / Реферат:
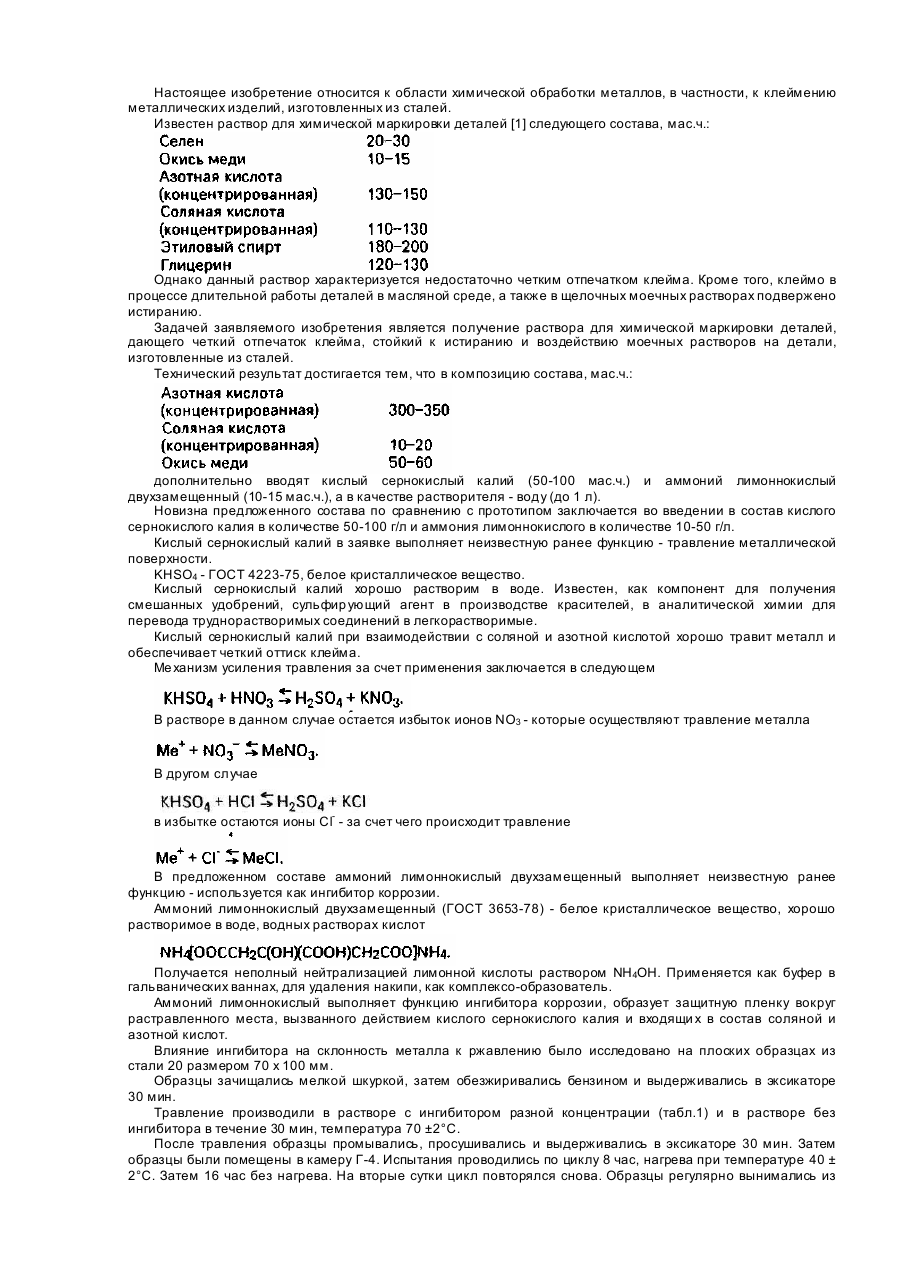
Раствор для химической маркировки стальных деталей, содержащий азотную (конц.) и соляную (конц.) кислоты, окись меди и растворитель, отличающийся тем, что он дополнительно содержит кислый сернокислый калий и аммоний лимоннокислый двухзамещенный, а в качестве растворителя - воду при следующем соотношении компонентов:
Попередній патент: Спосіб формування біліодигестивного анастомозу
Наступний патент: Шина з шипами протиковзання
Випадковий патент: Ролик рольганга