Спосіб аргоно-дугового зварювання титану та його сплавів
Номер патенту: 65927
Опубліковано: 26.12.2011
Автори: Дрозденко Максим Вікторович, Дрозденко Ганна Вікторівна, Овчинников Олександр Володимирович, Кулагін Роман Юрійович, Бейгельзимер Яків Юхимович
Формула / Реферат
1. Спосіб аргоно-дугового зварювання титану та його сплавів з попередньою термомеханічною обробкою титанової зварювальної присадки, дроту або прутка, який відрізняється тим, що обробку ведуть інтенсивною пластичною деформацією із всебічним обтисненням при питомому тиску 0,2-2,5 т/см2 і температурі 300-600 °С в середовищі інертного газу або у вакуумі.
2. Спосіб за п. 1, який відрізняється тим, що для обробки застосовують продавлювання вихідної заготівки через матрицю з каналом, що з'єднує дві призматичні ділянки, розділені ділянкою гвинтової форми.
Текст
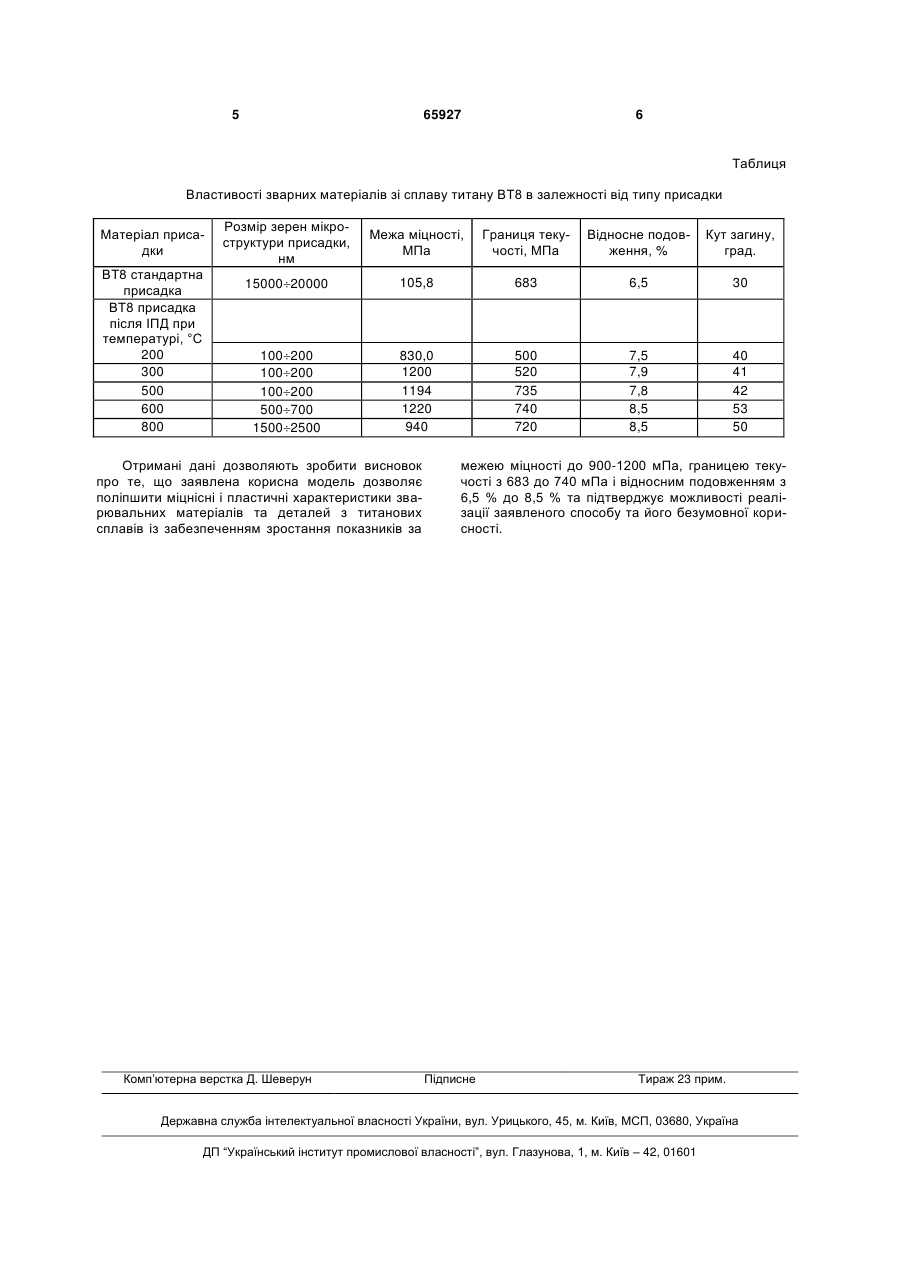
1. Спосіб аргоно-дугового зварювання титану та його сплавів з попередньою термомеханічною 3 ду титану при 100 °С вкрай незначна і практично не впливає на вміст азоту; - спосіб вимагає для свого здійснення застосування спеціалізованого вакуум-термічного обладнання, здатного працювати при t 1400 °С у вакуумі (установка типу «Булат»); - процес досить енергоємний і трудомісткий; спосіб дасть незначний ефект щодо зниження пористості і поліпшенню якості зварного шву. Технічною задачею пропонованої корисної моделі є створення способу аргоно-дугового зварювання титану з використанням попередньої термомеханічної обробки титанового присадочного дроту або прутків, що забезпечує значне зниження появи в матеріалі зварного шва газових домішок, пор і тріщин, та отримання мікроструктури зварного шва з розміром кристала не більше 500-1000 нм при поліпшенні механічних характеристик, одночасному зниженні енерго- і трудомісткості процесу обробки дроту, зниження вартості процесу. Технічна задача вирішується способом аргоно-дугового зварювання титану та його сплавів з попередньою термомеханічною обробкою титанової зварювальної присадки, дроту або прутка новим являється те, що обробку ведуть інтенсивною пластичною деформацією із всебічним обтиснен2 ням при питомому тиску 0,2-2,5 т/см і температурі 300-600 °С в середовищі інертного газу або у вакуумі, при тому для обробки застосовують продавлювання вихідної заготівки через матрицю з каналом, що з'єднує дві призматичні ділянки, розділених ділянкою гвинтової форми. Інтенсивна пластична деформація (ІПД) - всебічне обтиснення присадочного матеріалу при підвищених температурах від 300 до 600 °С і тис2 ках до 2,5 т/см . Сполучання всебічного обтиску (тиску) з підвищеними температурами сприяє частковому або повному усуненню наявних недоліків концентраційних (локальних) зон підвищеного вмісту домішок і включень, зменшення розмірів зерна в мікроструктурі, евакуації (часткової) домішкових газів у всьому обсязі матеріалів зварювального шва і навіть у якійсь мірі зони шва. Наявність зазначених дефектів у структурі присадок є, зокрема, причиною підвищеної пористості, хімічної неоднорідності зварних швів особливо α + -сплавів. При температурах нижче за 300 °С швидкість процесів дифузії в титанових сплавах при ІПД значно сповільнюється, а при температурах 800 °С і 65927 4 вище поліпшення властивостей призупиняється. Те ж стосується і питомого тиску ІПД - при тиску 2 нижче 0,2 т/см помітного поліпшення властивостей дроту немає, а при тиску 1,5 т/см і вище збільшуються труднощі при накладенні тиску і випресовуванні, а поліпшення властивостей призупиняється. За рахунок ІПД відбувається дроблення структурних складових титану і рівномірний розподіл легуючих і домішкових елементів по всьому об'єму присадки. Це в кінцевому підсумку дозволяє отримати зварні з'єднання двофазних титанових сплавів зі структурою зварних швів, в яких практично відсутні пори (одна пора на 200 мм у порівнянні з 60 порами на 100 мм зварного шва), менше розмір структурних складових (первинних -зерен на 30 %, товщина а-пластин на 50 %, і відсутня аоблямівка по межах первинних -зерен). Це в кінцевому підсумку дозволило підвищити рівень механічних властивостей зварних з'єднань. Приклади. Пластини сплаву ВТ8 розмірами 3x40x75 мм зварювали методом аргоно-дугового зварювання. Відпалені пластини, структура глобулярного типу розміром 1520 мкм. Зразки стандартної зварювальної присадки дроту діаметром 2 мм обробляли за прототипом нанесенням шару нітриду титану на установці іонно-плазмового типу «Булат» (марки НВВ). Товщина шару нітриду 3 мкм. Зразки того ж дроту піддавали обробці інтенсивною пластичною деформацією за методикою гвинтової екструзії (ГЕ). Режими зварювання й обробки: температура ІПД від 200 до 800 °С, тиск пито2 мий 0,2-2,5 т/см ; струм зварювання - 1 А 150 А, напруга UB = 16 В; діаметр вольфрамового електрода - 4 мм; діаметр зварювального дроту - 2 мм; швидкість зварювання - 0,15 м/хв.; швидкість подачі аргону - 12 л/хв. Після зварювання пластини шліфувалися до чистоти R 3,2. Механічні випробування проводили за ГОСТ 6996-87. Результати випробувань наведені в таблиці. Зразки зварних з'єднань випробували за стандартними методиками з визначенням меж міцності і плинності, відносного подовження і кута загину. 5 65927 6 Таблиця Властивості зварних матеріалів зі сплаву титану ВТ8 в залежності від типу присадки Матеріал присадки ВТ8 стандартна присадка ВТ8 присадка після ІПД при температурі, °С 200 300 500 600 800 Розмір зерен мікроструктури присадки,нм Межа міцності, МПа Границя текучості, МПа Відносне подовження, % Кут загину, град. 1500020000 105,8 683 6,5 30 100200 100200 100200 500700 15002500 830,0 1200 1194 1220 940 500 520 735 740 720 7,5 7,9 7,8 8,5 8,5 40 41 42 53 50 Отримані дані дозволяють зробити висновок про те, що заявлена корисна модель дозволяє поліпшити міцнісні і пластичні характеристики зварювальних матеріалів та деталей з титанових сплавів із забезпеченням зростання показників за Комп’ютерна верстка Д. Шеверун межею міцності до 900-1200 мПа, границею текучості з 683 до 740 мПа і відносним подовженням з 6,5 % до 8,5 % та підтверджує можливості реалізації заявленого способу та його безумовної корисності. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of argon-arc welding titanium and alloys thereof
Автори англійськоюOvchynnykov Oleksandr Volodymyrovych, Beihelzymer Yakiv Yukhymovych, Drozdenko Hanna Viktorivna, Kulahin Roman Yuriiovych, Drozdenko Maksym Viktorovych
Назва патенту російськоюСпособ аргонодуговой сварки титана и его сплавов
Автори російськоюОвчинников Александр Владимирович, Бейгельзимер Яков Ефимович, Дрозденко Анна Викторовна, Кулагин Роман Юрьевич, Дрозденко Максим Викторович
МПК / Мітки
МПК: B23K 9/00
Мітки: титану, спосіб, аргоно-дугового, зварювання, сплавів
Код посилання
<a href="https://ua.patents.su/3-65927-sposib-argono-dugovogo-zvaryuvannya-titanu-ta-jjogo-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб аргоно-дугового зварювання титану та його сплавів</a>
Спосіб електрополірування титану та його сплавів і необхідний для цього електроліт
Номер патенту: 35145
Опубліковано: 15.03.2001
Автори: Кармазіна Тамара Василівна, Кочетова Світлана Анатолієвна, Туманова Неллі Хачатурівна, Богданович Людмила Василівна
МПК: C25F 3/00
Мітки: електроліт, сплавів, спосіб, необхідний, цього, електрополірування, титану
Формула / Реферат:
1. Спосіб електрополірування титану та його сплавів, що включає анодну обробку в низькотемпературному карбамід-NH4CI розплавленому електроліті, і відрізняється тим, що поляризацію Ті-аноду проводять реверсивним струмом при співвідношенні часу анодного і катодного періодів (3:1) і тривалістю всього циклу 1сек, з загальною тривалістю електролізу 5 хвилин при густині струму 1000-2000А/м2, температурі - 120-130°С.2. Електроліт для...
Спосіб формування біоінертного покриття на імплантатах із титану та його сплавів
Номер патенту: 58763
Опубліковано: 26.04.2011
Автори: Степанова Ірина Ігорівна, Симонова Анастасія Андріївна, Рой Ірина Дмитрівна, Севідова Олена Костянтинівна
МПК: C25D 11/00
Мітки: титану, формування, сплавів, спосіб, імплантатах, біоінертного, покриття
Формула / Реферат:
Спосіб формування біоінертного покриття на імплантатах із титану та його сплавів шляхом анодування мікродуговим способом в розчині дифосфату лужного металу при температурі 20-25 °С, який відрізняється тим, що анодування проводять послідовно в гальвано- та потенціостатичному режимах за початкової густини струму 5-10 А/дм2 та формувальної напруги 80-120 В, впродовж 1-10 хвилин з електроліту, що містить тільки дифосфат лужного металу...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Копіленко Євгеній Аркадійович, Карасєв Міхаіл Валєнтіновіч, Работінскій Дмітрій Ніколаєвіч, Сорока Володимир Леонідович, Павленко Георгій Васильович, Солянік Володимир Володимирович
МПК: B23K 9/095, B23K 9/09, B23K 9/00
Мітки: джерело, замиканнями, живлення, дугового, зварювання, короткими, спосіб, проміжку, здійснення
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Спосіб отримання кристалічного гідроксилапатитного покриття на імплантах та ендопротезах з титану та його сплавів
Номер патенту: 94962
Опубліковано: 25.06.2011
Автори: Суходуб Леонід Федорович, Суходуб Людмила Борисівна
МПК: A61F 2/02, A61K 6/02, A61C 5/08, B05D 1/04
Мітки: спосіб, отримання, титану, покриття, ендопротезах, імплантах, гідроксилапатитного, сплавів, кристалічного
Формула / Реферат:
Спосіб отримання кристалічного гідроксилапатитного покриття на імплантах та ендопротезах з титану або його сплавів, що включає термодепозицію на субстрат титану або його сплавів іонів кальцію та фосфат-іонів з їх водного розчину при температурі 37-40 °С та рН 6,15-6,30, при цьому через субстрат пропускають струм при силі 8-10 А протягом 1 год., та наступне висушування одержаного покриття при температурі 37 °С протягом 2 годин.
Спосіб безперервного розливу титану і його сплавів у камері

Номер патенту: 31837
Опубліковано: 17.12.2001
Автори: Ус Василь Іванович, Саєнко Володимир Якович, Григоренко Юрій Михайлович, Чернець Олександр Владиславович, Ланцман Ізраїль Абович, Федоровський Борис Борисович, Патон Борис Євгенович, Богаченко Олексій Георгійович, Помарін Юрій Михайлович, Цикуленко Костянтин Анатолійович, Шевченко Віталій Юхимович, Цикуленко Анатолій Костянтинович, Медовар Борис Ізраїльович, Медовар Лев Борисович
МПК: C22B 9/00
Мітки: титану, сплавів, камери, безперервного, розливу, спосіб
Формула / Реферат:
1. Спосіб безперервного розливу титану і його сплавів у камері, що включає плавлення титанової шихти, накопичення розплаву у проміжній ємності, злив розплаву у кристалізатор і витягування титанової заготовки з кристалізатора, який відрізняється тим, що для рафінування і модифікування розплаву і обігріву заготовки злив розплаву здійснюють на шлакову ванну, яку створюють і підтримують у рідкому стані у струмовідвідному кристалізаторі, причому...
Попередній патент: Електрична лінія
Наступний патент: Спосіб введення полімервмістного мастильно-охолоджуючого технологічного середовища у зону різання
Випадковий патент: Спосіб та пристрій для спрямованого твердіння розплаву