Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Карасєв Міхаіл Валєнтіновіч, Работінскій Дмітрій Ніколаєвіч, Сорока Володимир Леонідович, Павленко Георгій Васильович, Солянік Володимир Володимирович, Копіленко Євгеній Аркадійович
Формула / Реферат
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в межах 0,5-1,0 величини мінімальної напруги горіння дуги.
2. Джерело живлення для дугового зварювання з короткими замиканнями дугового проміжку, яке містить основне джерело постійного струму, що складається з силового трифазного трансформатора, вторинна обмотка якого підключена до входів напівкеруючого тиристорного трифазного випрямляча, згладжуючого дроселя, підключеного до одного з виходів трифазного випрямляча, і схему управління тиристорами трифазного випрямляча, яке відрізняється тим, що містить постійно діюче додаткове джерело електричної енергії з напругою в межах 0,5-1,0 величини мінімальної напруги горіння дуги, яке складається із додаткової обмотки силового трифазного трансформатора, виходи якої підключені до входів додаткового некоригованого трифазного випрямляча, до одного з виходів якого послідовно під‘єднаний додатковий згладжуючий дросель, при цьому позитивний полюс додаткового джерела електричної енергії підключений до позитивного полюса основного джерела постійного струму, а негативний полюс додаткового джерела електричної енергії - до негативного полюса основного джерела постійного струму.
Текст
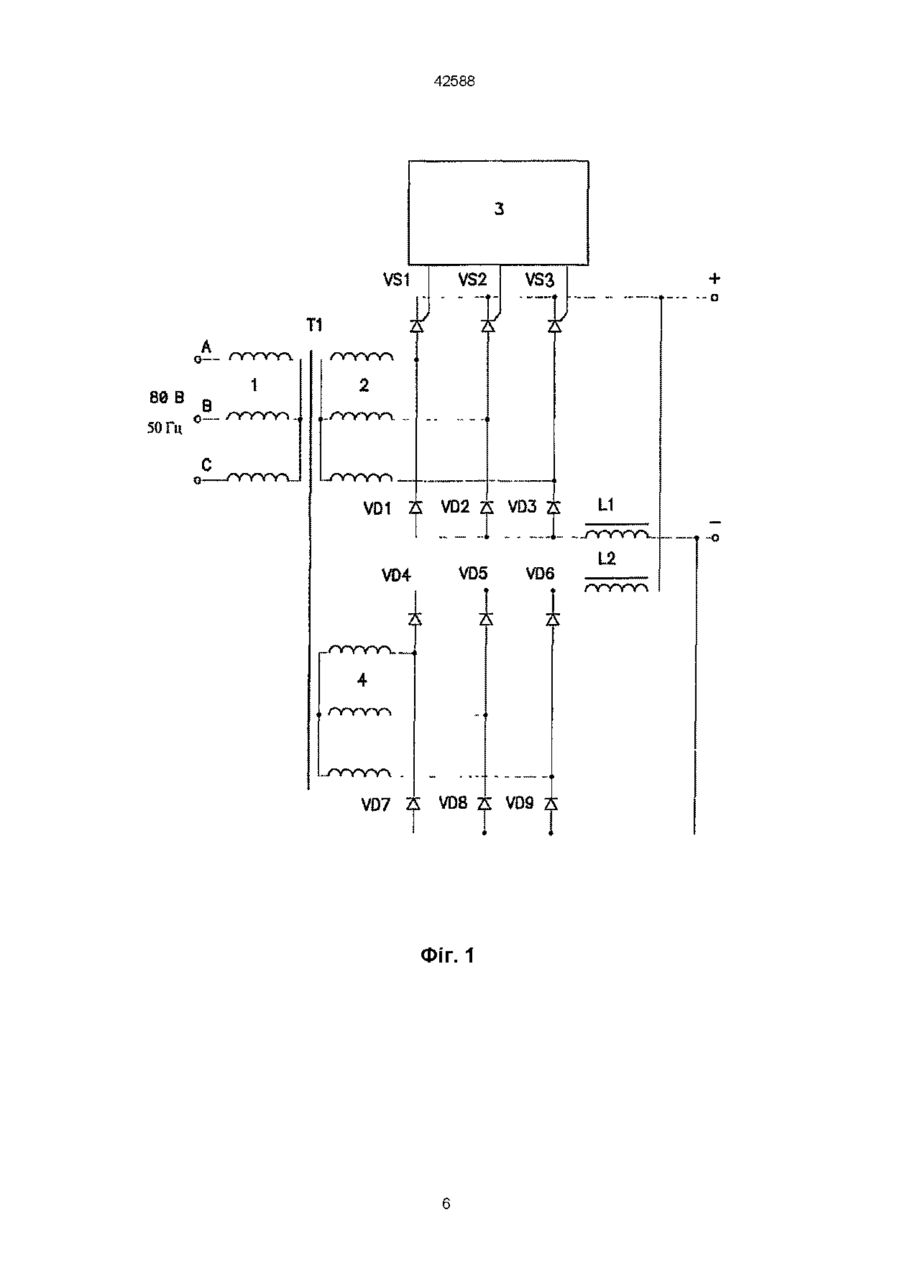
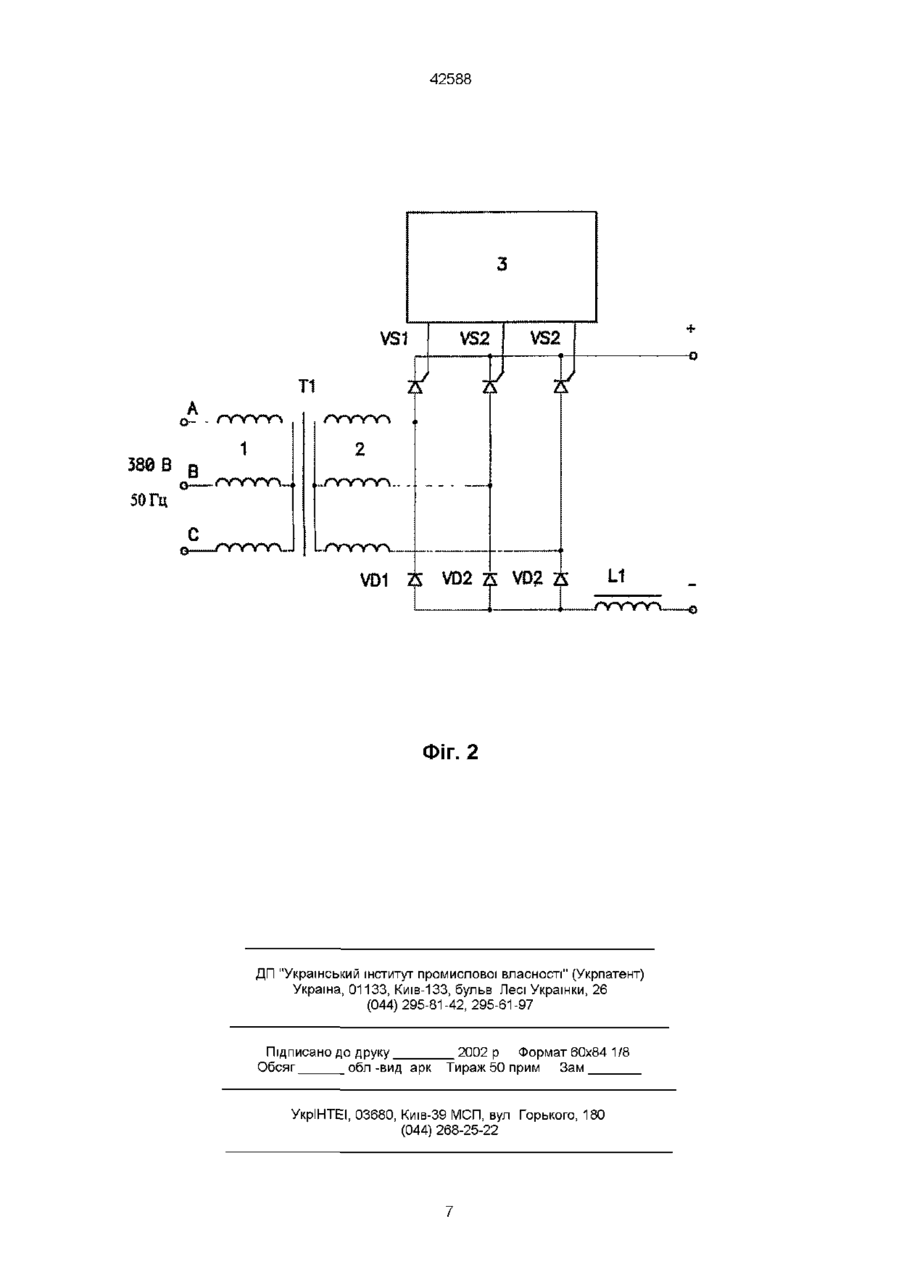
1 Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в межах 0,5-1,0 величини мінімальної напруги горіння дуги 2 Джерело живлення для дугового зварювання з короткими замиканнями дугового проміжку, яке містить основне джерело постійного струму, що складається з силового трифазного трансформатора, вторинна обмотка якого підключена до входів напівкеруючого тиристорного трифазного випрямляча, згладжуючого дроселя, підключеного до одного з виходів трифазного випрямляча, і схему управління тиристорами трифазного випрямляча, яке відрізняється тим, що містить постійно діюче додаткове джерело електричної енергії з напругою в межах 0,5-1,0 величини мінімальної напруги горіння дуги, яке складається із додаткової обмотки силового трифазного трансформатора, виходи якої підключені до входів додаткового некоригованого трифазного випрямляча, до одного з виходів якого послідовно під'єднаний додатковий згладжуючий дросель, при цьому позитивний полюс додаткового джерела електричної енергії підключений до позитивного полюса основного джерела постійного струму, а негативний полюс додаткового джерела електричної енергії - до негативного полюса основного джерела постійного струму Винахід стосується зварювального виробництва, а саме устаткування для електродугового зварювання плавким електродом з короткими замиканнями дугового проміжку, - і може бути використаний як при ручному, так і напівавтоматичному зварюванні на постійному струмі Перенесення металу з електроду в зварювальну ванну є однією з найважливіших характеристик зварювання плавким електродом, воно визначає технологічні характеристики і області застосування процесів зварювання Для одержання високоякісних зварних з'єднань це перенесення здійснюють за обумовленою програмою різноманітними примусовими методами, направленими на регулювання тепловкладення в зону зварювання при переході від режиму горіння дуги до режиму короткого замикання Відомий спосіб електродугового зварювання, згідно з яким для оптимізацм зварювального процесу в моменти короткого замикання використовують систему автоматичного регулювання для певної швидкості подавання зварювального дроту, яка містить елементи ланцюга зворотного зв'язку по струму і напрузі дуги (А с СРСР № 1462609 6 МПК В23К9/09 опубл в Б В №48, 1991 р) Недоліки цього способу пов'язані з ускладненнями, які є типовими для класичних випадків регулювання зварювальними процесами із задіюванням зворотних зв'язків, ЯКІ ВИЯВЛЯЮТЬСЯ В фіксації параметрів процесу в момент настання короткого замикання і синхронізації з ним моменту спрацьовування елементів ланцюга зворотного зв'язку Крім цього, подібні системи конструктивно суттєво ускладнені, тому що потребують складних електричних схем Відомий також пристрій, призначений для дугового зварювання, у якому паралельно дуговому проміжку підключене додаткове імпульсне джерело живлення, яке містить ємність, що заряджується в процесі горіння через діод, паралельно якому підключені послідовно з'єднані тиристор і індукти 00 00 Ю 42588 вність (А с СРСР № 408726, МПКЬ В23К9/00, опубл в Б В №48 1973 р) Призначенням додаткового імпульсного джерела живлення в електричній схемі зварювального пристрою є створення умов для мінімального розбризкування електродного металу, для чого в середині періоду короткого замикання видається потужний імпульс Таким чином, додаткове джерело живлення "активізується" тільки в момент короткого замикання, і його вплив буде ефективним тільки за умови співпадання моменту подачі імпульсу з моментом короткого замикання Як було сказано вище, задовольняння такої умови ускладнює процес і потребує суттєвого розширення електричної схеми зварювального пристрою конструктивними елементами, що її ускладнює За прототип запропонованого винаходу прийнятий спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електроду і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму (А с СРСР № 1826338, МПК6 В23К9/095, опубл в Б В № 24,1996 р) Суть цього способу полягає в тому, що між імпульсами напруги в моменти відриву краплі і її подальшого торкання з поверхнею розплавленої ванни визначають миттєву частоту короткого замикання дугового проміжку, при ЗМІНІ частоти проводять порівняння ВІДПОВІДНОГО їй часу утворення краплі з часом утворення краплі при незмінній частоті коротких замикань і, за результатами порівнянь, регулюють енергію, затрачену на краплеутворення При цьому при збільшенні згаданого часу енергію зменшують, а при зменшенні його, ВІДПОВІДНО, збільшують Миттєву частоту визначають за імпульсами напруги в момент торкання краплею зварювальної ванни, а імпульси виділяють за допомогою спеціального датчика та пристрою, функцією якого є також фіксування часу утворення краплі Енергію регулюють за допомогою малошерційного комутуючого пристрою Як очевидно з вищесказаного, в системі управління перенесенням електродного металу задіяний зворотний зв'язок Запропонована в цій технології реєстрація параметрів частоти коротких замикань і часу утворення крапель підвищує чутливість процесу управління, але, як і в вищенаведеному випадку, таке управління, як класичний приклад системи зі зворотним зв'язком, пов'язане з труднощами синхронізації впливу елементів системи зворотного зв'язку з моментом короткого замикання Слід відзначити, що при зварюванні на постійному струмі момент короткого замикання може припасти як на момент наявності, так і на момент відсутності імпульсу випрямленої напруги В останньому випадку (момент паузи) через коротке замикання в зоні зварювання різко зменшується напруга, і, ВІДПОВІДНО, теплова потужність, яка виділяється при цьому, у порівнянні з потужністю, що мала місце в режимі горіння дуги Це явище супроводжується поступовим охолодженням розплавленого металу електроду та ванни, і, звісно, перехід електродного металу значно утруднюється, або навіть припиняється зовсім Виникає так зване явище "примерзання" електроду В результаті стабільність зварювального процесу суттєво знижується або ж він повністю порушується Основною причиною цього є те, що режим горіння дуги, так само як і режим короткого замикання, забезпечується одним і тим же джерелом живлення, яке має обмежені можливості щодо регулювання процесу перенесення розплавленого металу (особливо у випадках співпадання моментів паузи випрямленої напруги і короткого замикання) А система зворотного зв'язку, призначенням якої є усунення цього недоліку, як було вказано вище, також має свої недоліки, пов'язані зі складністю синхронізації и спрацювання по відношенню до зафіксованих режимних параметрів короткого замикання З урахуванням того, що кожний вид зварювання, як-от ручний, напівавтоматичний в середовищі вуглекислого газу, напівавтоматичний в середовищі аргону, тощо для забезпечення стабільного перенесення розплавленого металу потребує певного тепловкладення в ванну, ВІДПОВІДНОГО саме цьому видові зварювання, можна констатувати, що відомий спосіб не в змозі забезпечити плавлення зварювальної ванни і електроду енергією основного джерела живлення для декількох видів зварювання одночасно, тому що вимоги до технічних параметрів джерел електричної енергії, які працюють в режимі ручного дугового зварювання, і тих, що працюють в режимі напівавтоматичного зварювання, суттєво відрізняються Тобто згадана технологія не є універсальною, і обмежена одним видом зварювання, що звужує області и застосування За прототип запропонованого винаходу прийняте також джерело живлення для дугового зварювання з короткими замиканнями дугового проміжку, яке містить основне джерело постійного струму, що складається з силового трифазного трансформатора, вторинна обмотка якого підключена до входів напівкеруючого тиристорного трифазного випрямляча, згладжуючого дроселя, підключеного до одного з виходів трифазного випрямляча, і схему управління тиристорами трифазного випрямляча (ТУ-У-20732066 060-99, зареєстроване Кримським державним Центром стандартизації, метрології і сертифікації 29 12 1999 р, реєстр № 092/001733, введено в дію 01 01 2000 р ) Наявність в цьому джерелі електричної енергії тиристорного управління випрямлячем дозволяє перекрити великий діапазон плавного регулювання струму - від 10 до 500 А, що, неодмінно, є перевагою 3 іншого боку, в області низьких зварювальних струмів випрямлена напруга на виході тиристорного випрямляча має вигляд коротких імпульсів, які слідують з частотою 150 Гц (період, приблизно, 6 мс), з наступною тривалою паузою, при цьому струм в зварювальному ланцюзі при наявності імпульсу напруги буде збільшуватися, а в паузі - спадати Рівень пульсацій струму залежить від вихідної індуктивності зварювального джерела і скважності випрямлених імпульсів напруги Підживлення зони зварювання в момент короткого замикання здійснюється пульсуючою напругою, імпульс якої потрібно синхронізувати з моментом паузи із задіюванням елементів ланцюга зворотного зв'язку, що значно ускладнює процес Така електрична схема забезпечує ефективну роботу зварювального джерела живлення в режимі ручного зварювання і є непридатною для режимів напівав 42588 томатичного зварювання в середовищі вуглекислого газу або аргону Таким чином, відоме технічне рішення має обмежені можливості щодо здатності забезпечення проведення ручного і напівавтоматичного зварювання одночасно, із застосуванням одного і того ж основного джерела живлення Враховуючи той факт, що момент короткого замикання між металом електроду і зварювальною ванною може співпасти з моментом паузи випрямленої напруги, стає очевидним, що теплової потужності такого джерела, розрахованого виключно на ручний вид зварювання, буде явно недостатньо для забезпечення стабільного процесу зварювання Тому явище "примерзання" електроду для цього технічного рішення не є винятком З цих же причин є малоприйнятним застосування такого джерела для здійснення процесу зварювання електродами з газозахисним покриттям (наприклад, целюлозним) Зварювальний процес цими електродами характеризується підвищеною напругою і током короткого замикання, підтримання яких без впливу додаткового джерела енергії в даному випадку утруднене В основу винаходу поставлена задача забезпечення універсальності та підвищення ефективності здійснення способу дугового зварювання з короткими замиканнями дугового проміжку шляхом забезпечення в моменти короткого замикання підігрівання зони зварювання та переходу металу електроду за допомогою постійно діючого додаткового джерела електричної енергії з потужністю, меншою потужності основного джерела, що обумовлює протягом всього зварювального процесу постійне підживлення електричної дуги, яке не впливає на процес її горіння, і синхронно з настанням моменту короткого замикання забезпечує енергією зону зварювання, підвищуючи и теплову потужність до величини, достатньої для запобігання охолодження розплавленого металу і забезпечення переходу його в ванну як при процесах ручного, так і напівавтоматичного зварювання без необхідності задіювання елементів ланцюгів зворотного зв'язку В основу винаходу поставлена також задача розширення функціональних можливостей джерела живлення для дугового зварювання з короткими замиканнями дугового проміжку шляхом оснащення його постійно діючим джерелом електричної енергії з потужністю, меншою потужності основного джерела живлення, оптимізацм його конструктивного виконання та зв'язків елементів електричної схеми, що обумовлює на протязі всього зварювального процесу постійне підживлення електричної дуги, яке не впливає на процес її горіння, і синхронно з настанням моменту короткого замикання забезпечує енергією зону зварювання, підвищуючи и теплову потужність до величини, достатньої для запобігання охолодження розплавленого металу і забезпечення переходу його в ванну як при процесах ручного, так і напівавтоматичного зварювання без необхідності задіювання елементів ланцюгів зворотного зв'язку Поставлена задача досягається за рахунок того, що в способі дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електроду і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, згідно з винаходом, підігрівання і перехід металу електроду в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в межах 0,5-1,0 величини мінімальної напруги горіння дуги Поставлена задача досягається також за рахунок того, що джерело живлення для дугового зварювання з короткими замиканнями дугового проміжку, яке містить основне джерело постійного струму, що складається з силового трифазного трансформатора, вторинна обмотка якого підключена до входів напівкеруючого тиристорного трифазного випрямляча, згладжуючого дроселя, підключеного до одного з виходів трифазного випрямляча, і схему управління тиристорами трифазного випрямляча, згідно з винаходом, містить постійно діюче додаткове джерело електричної енергії знапругою в межах 0,5-1,0 величини мінімальної напруги горіння дуги, яке складається із додаткової обмотки силового трифазного трансформатора, виходи якої підключені до входів додаткового некоригованого трифазного випрямляча, до одного з виходів якого послідовно приєднаний додатковий згладжуючий дросель, при цьому позитивний полюс додаткового джерела електричної енергії підключений до позитивного полюсу основного джерела постійного струму, а негативний полюс додаткового джерела електричної енергії - до негативного полюсу основного джерела постійного струму Вказаний технічний результат обумовлений суттєвими ознаками запропонованих способу та джерела живлення, які відрізняють їх від винаходів відомого технічного рівня Так, постійно діюче додаткове джерело електричної енергії, потужність якого підібрана за умови не виявляння будь-якого впливу на процес горіння дуги, "активізується" тільки з настанням моменту короткого замикання дугового проміжку Саме в момент, коли коротке замикання співпадає з моментом паузи випрямленої напруги, напруга додаткового джерела, яка завжди менша мінімальної напруги зварювальної дуги, відіграє вирішальну роль у наданні додаткового підживлення дуги І, не дивлячись нате, що розплавлений метал в період цієї паузи не підігрівається енергією основного джерела живлення, охолодження його не відбувається, тому що тепловкладення в нього з боку додаткового джерела енергії є достатнім для запобігання "примерзання" електроду до металу ванни Постійне підключення додаткового джерела електричної енергії в схему основного зварювального джерела зумовлює підсилення енергії дуги його енергією автоматично і синхронно з моментом відсутності випрямленої напруги На відміну від підживлення дуги пульсуючою напругою, момент генерування імпульсів якої потрібно максимально точно синхронізувати з моментом короткого замикання, дане технічне рішення дозволяє підживлювати її постійною напругою В схему запропонованого винаходу вже не потрібно включати ланцюги зворотних зв'язків, як це має місце у відомих пристроях А це, в свою чергу, дозволяє не тільки підвищити ефективність зварю 42588 вального процесу, а і спростити конструїсгивне виконання пристрою Факт підживлення зварювальної дуги додатковою енергією суттєво розширює технологічні характеристики основного джерела енергії - спроможність забезпечити теплову і енергетичну потужність, потрібну для здійснення таких процесів зварювання, як напівавтоматичний в середовищі вуглекислого газу або аргону, дає змогу, наприклад, на базі джерела ВД-506Д, призначеним для ручного зварювання, створити універсальне джерело живлення, розраховане на зварювання в напівавтоматичному режимі, а також для ручного дугового зварювання із застосуванням газозахисних (зокрема, целюлозних електродів Таким чином, динамічні характеристики додаткового джерела електричної енергії в сукупності з характеристиками основного джерела живлення дуги дозволяють при круто падаючій вольт-амперній характеристиці силового зварювального ланцюга здійснювати зварювання в напівавтоматичному режимі Величину напруги постійно діючого додаткового джерела електричної енергії, яка знаходиться в межах 0,5-1,0 величини мінімальної напруги дуги, встановлювали, виходячи з міркувань задовольняння умови забезпечення оптимального тепловкладення в зварювальну ванну під час короткого замикання при напрузі, достатній для стабільного переносу електродного металу в розширених діапазонах зварювальних режимів і, в той же час, такої, яка б не накладалась на основну напругу дуги і не вносила змін в процес її горіння При встановленні напруги додаткового джерела енергії меншою 0,5 величини мінімальної напруги горіння дуги, теплової потужності джерела буде недостатньо для уникнення переохолодження ванни під час паузи випрямленої напруги в момент короткого замикання У разі зміни її до значення, більшого 1,0 величини мінімальної напруги горіння дуги, не виключені ситуації (особливо у випадках непередбачених відхилень у роботі електричної схеми), коли присутність постійно діючого джерела енергії в період горіння дуги перестане бути "нейтральним", і напруга на дузі недопустимо перевищиться Винахід пояснюють приведені креслення, на яких зображено на фіг 1 - електрична схема джерела живлення для здійснення дугового зварювання з короткими замиканнями згідно з винаходом, на фіг 2 - електрична схема відомого джерела живлення, на базі якого побудований запропонований винахід Однакові конструктивні елементи електричної схеми запропонованого і відомого винаходів позначені одними позиціями Джерело живлення (фиг 1) містить трифазний силовий трансформатор Т1 з первинною 1 та вторинною 2 трифазними обмотками Обмотка 1 приєднана до джерела перемінної напруги, а саме до мережі електропостачання напругою 380 В Виходи вторинної трифазної обмотки 2 трансформатора Т1 з'єднані з входами силових тиристорів VS1, VS2, VS3 і ДІОДІВ VD1, VD2, VD3 напівкеруючого трифазного випрямляча, до будь-якого з виходів (полюсів) ЯКОГО, ПОЗИТИВНОГО або негативного, по слідовно підключений згладжуючий дросель L1 (на фіг 1 показане підключення згладжуючого дроселя L1 до негативного полюсу) Силові тиристори VS1, VS2, VS3 з'єднані з схемою керування 3 Виходи додаткової обмотки 4 трифазного силового трансформатора Т1, яка входить до складу постійно діючого додаткового джерела електричної енергії, підключені до входів додаткового некоригованого випрямляча, що складається з ДІОДІВ VD4, VD5, VD6, VD7, VD8, VD9 До одного з виходів цього випрямляча (на фіг 1 показане з'єднання з позитивним полюсом) підключений послідовно додатковий згладжуючий дросель L2 Позитивний полюс постійно діючого додаткового джерела електричної енергії з'єднаний з позитивним полюсом основного джерела постійного струму, а негативний полюс, ВІДПОВІДНО, - до негативного полюсу основного джерела постійного струму Джерело живлення працює таким чином В напівкеруючому трифазному випрямлячі відбувається випрямлення напруги, яка знімається з обмотки 2 силового трифазного трансформатора На виході джерела живлення з'являється напруга, величина якої є достатньою для горіння дуги і плавлення електроду, і перебільшує величину напруги постійно діючого додаткового джерела електричної енергії Період горіння дуги відбувається при закритому стані ДІОДІВ VD4, VD5, VD6, VD7, VD8, VD9 В момент короткого замикання напруга в зоні зварювання різко знижується (до значення, меншого величини напруги додаткового джерела), відкриваються діоди VD4, VD5, VD6, VD7 VD8, VD9, і через додатковий згладжуючий дросель L2 проходить струм, швидкість нарощування якого обумовлюється індуктивністю цього дроселя і величиною напруги на виході додаткового некоригованого випрямляча (що і визначає динамічні властивості додаткового джерела електричної енергії, які змінюють в залежності від конкретного типу зварювання) Якщо момент короткого замикання припадає на момент імпульсу випрямленої напруги, то величини напруги останнього достатньо для недопущення охолодження розплавленого металу електроду, і він без перешкод переходить у ванну У випадку співпадання короткого замикання з моментом паузи випрямленої напруги енергія додаткового джерела стабілізує процес переходу Після переходу електродного металу в зварювальну ванну на дуговому проміжку різко підвищується напруга по причині наявності індуктивності і включення силових тиристорів VS1, VS2, VS3 Відбувається повторне збудження зварювальної дуги При цьому підвищена напруга закриває діоди VD4, VD5, VD6, VD7, VD8, VD9 постійно діючого додаткового джерела електричної енергії, і проходження струму в його ланцюзі припиняється Таким чином, додаткова обмотка 3 трифазного силового трансформатора забезпечує енергією зону зварювання в момент короткого замикання (підігрів цієї зони) Трифазний дюдний міст VD4, VD5, VD6.VD7, VD8, VD9 (міст Ларюнова) забезпечує на виході додаткового некоригованого випрямляча практично постійну напругу (пульсації не більше 5%), яка нижча напруги горіння дуги (близько 13 В), а також автосинхронізацію підключення додаткового джерела електричної енергії до зони зварювання в момент короткого замикання 42588 Додатковий згладжуючий дросель І_2 в ланцюзі низьковольтного підживлення забезпечує потрібну динаміку швидкості наростання струму короткого замикання, яка відповідає повному режиму зварювання - ручному чи напівавтоматичному Проведені досліди показали високу працездатність запропонованого винаходу в широких діапазонах зварювальних режимів, що вигідно відрізняє його від описаних джерел живлення для дуго вого зварювання з короткими замиканнями згідно з відомим технічним рівнем Приклад 1 Спосіб здійснювали при напівавтоматичному наплавленні дротом із сталі Св-08Г2С в середовищі СОг на пластину зі сталі СТЗ при живленні від запропонованого джерела При цьому напруга постійно діючого додаткового джерела електричної енергії становила 7В, 14В, 11 В Результати експериментів зведені в таблицю Таблиця 0 дроту, Напруга Напруга додаткового дуги, В джерела, В MM Струмдуги, А 0,8 50 16 7 1,0 80 18 14 1,0 80 18 14 Результати експериментів Динаміка переходу електродного металу і стабільність зварювального процесу задовільно Спостерігається стабільне перенесення електродного металу, має місце безперервний, стабільний зварювальний процес Перенесення електродного металу задовільне, зварювальний процес супроводжується незначним розбризкуванням Приклад 2 Здійснювали наплавлення на пластину зі сталі СТЗ ручним способом із застосуванням газозахисного електроду з целюлозним покриттям діаметром 4 мм Наплавлення проводили при напрузі горіння дуги 25 В, зварювальному струмі 120 А, напрузі додаткового джерела електричної енергії 12 В Результати експерименту засвідчили стабільну динаміку перенесення електродного металу через дуговий проміжок, безперервний, стабільний процес наплавлення 42588 + о T 1 80 В 50 Гц VD1 VD4 L1 VD2 A VD3 VD5 VD6 -ГГГГЛ. 4 VD7 25 VD8 Ж VD9 ФІГ. 1 і L2 42588 Т1 380 В В ../-YYYYV 50 Гц .Y Y V rYY VD2 VD1 L1 Фіг. 2 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку Обсяг обл -вид арк 2002 р Формат 60x84 1/8 Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding with short circuits of arc space and welding source
Автори англійськоюKopilenko Yevhenii Arkadiovych, Pavlenko Heorhii Vasyliovych, Karasiev Mikhail Valientinovich, Rabotinskii Dmitrii Nikolaievich, Soroka Volodymyr Leonidovych, Solianik Volodymyr Volodymyrovych
Назва патенту російськоюСпособ дуговой сварки с короткими замыканиями дугового промежутка и источник питания для его осуществления
Автори російськоюКопиленко Евгений Аркадьевич, Павленко Георгий Васильевич, Карасев Михаил Валентинович, Работинский Дмитрий Николаевич, Сорока Владимир Леонидович, Соляник Владимир Владимирович
МПК / Мітки
МПК: B23K 9/00, B23K 9/09, B23K 9/095
Мітки: джерело, живлення, проміжку, короткими, зварювання, замиканнями, спосіб, дугового, здійснення
Код посилання
<a href="https://ua.patents.su/7-42588-sposib-dugovogo-zvaryuvannya-z-korotkimi-zamikannyami-dugovogo-promizhku-ta-dzherelo-zhivlennya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення</a>
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та пристрій для його здійснення
Номер патенту: 27165
Опубліковано: 15.08.2000
Автори: Тімошенко Анатолій Кірілович, Заруба Ігор Іванович, Сараєв Юрій Миколаєвич, Князьков Анатолій Федорович
Мітки: зварювання, дугового, проміжку, замиканнями, спосіб, здійснення, короткими, пристрій
Формула / Реферат:
Формула изобретения1. Способ дуговой сварки с короткими замыканиями дугового промежутка, осуществляемый от источника постоянного тока, содержащего сглаживающий дроссель, при котором производят кратковременное снижение тока перед коротким замыканием и к моменту разрыва перемычки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения длительности короткого замыкания, сглаживающий дроссель...
Джерело живлення для дугового зварювання
Номер патенту: 22239
Опубліковано: 30.06.1998
Автор: Матвєєв Сергій Олександрович
МПК: B23K 9/06
Мітки: живлення, дугового, зварювання, джерело
Формула / Реферат:
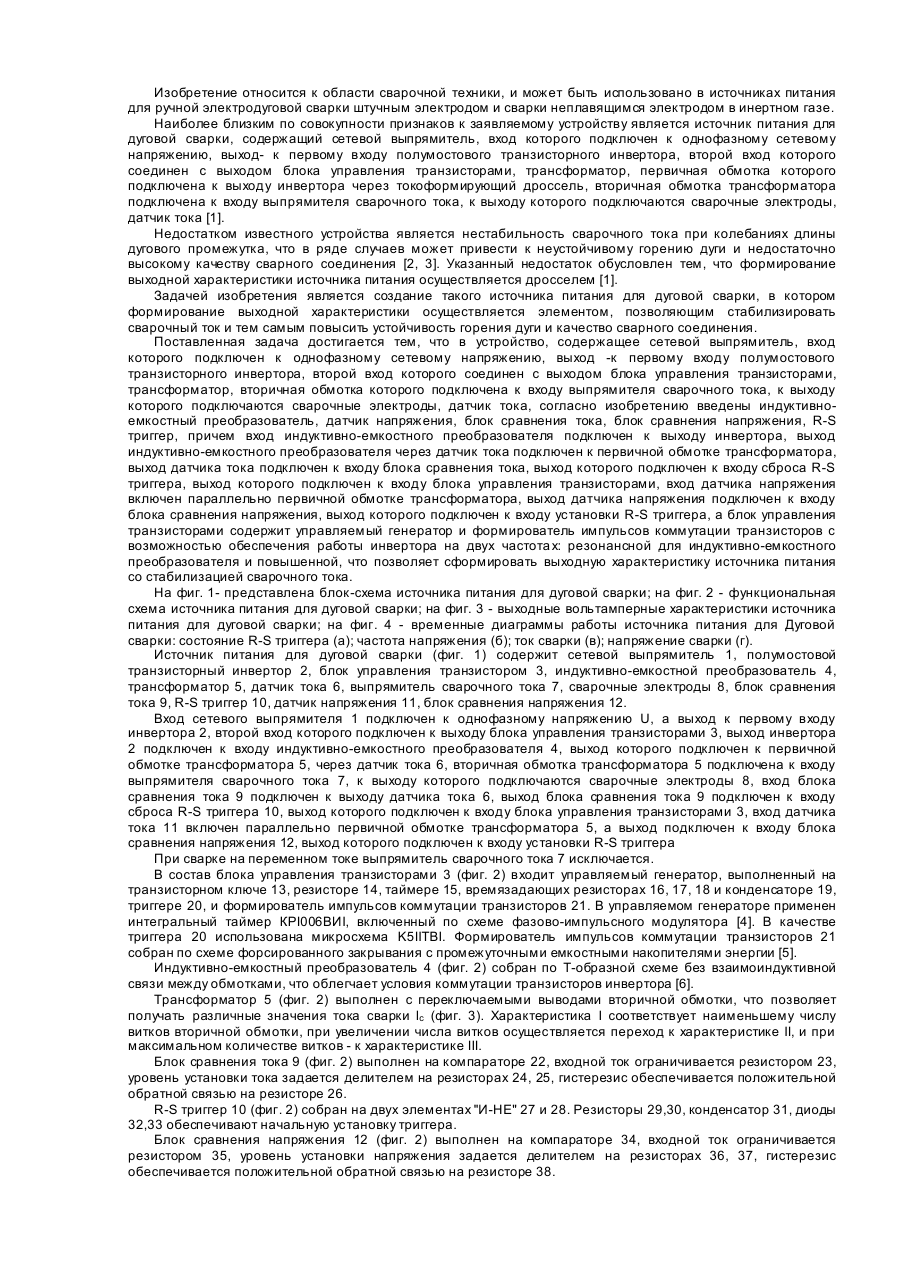
Источник питания для дуговой сварки, содержащий сетевой выпрямитель, вход которого подключен к однофазному сетевому напряжению, выход - к первому входу полумостового транзисторного инвертора, второй вход которого соединен с выходом блока управления транзисторами, трансформатор, вторичная обмотка которого подключена к входу выпрямителя сварочного тока, к выходу которого подключаются сварочные электроды, датчик тока, отличающийся тем, что в...
Пристрій для дугового зварювання
Номер патенту: 33210
Опубліковано: 15.02.2001
Автори: Кучеренко Володимир Олександрович, Казаков Микола Костянтинович, Гончарук Дмитро Олександрович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Текст:
...для дугового зварювання. На Фіг. 2 зображена зовнішня статична характеристика пропонуємого пристрою. 1 Пристрій для дугового зварювання включає: вхідний випрямляч 1, перший перетворювач проміжної високої частоти 2, зварювальний трансформатор з низьким значенням напруги холостого ходу і великим струмом короткого замикання 3, другий перетворювач проміжної високої частоти 4, зварювальний трансформатор з високим значенням напруги холостого ходу і...
Джерело живлення для дугового зварювання
Номер патенту: 27183
Опубліковано: 15.08.2000
Автори: Москович Григорій Миколайович, Лєбєдєв Володимир Костянтинович, Андреєв Вячеслав Валентинович
Мітки: живлення, зварювання, дугового, джерело
Формула / Реферат:
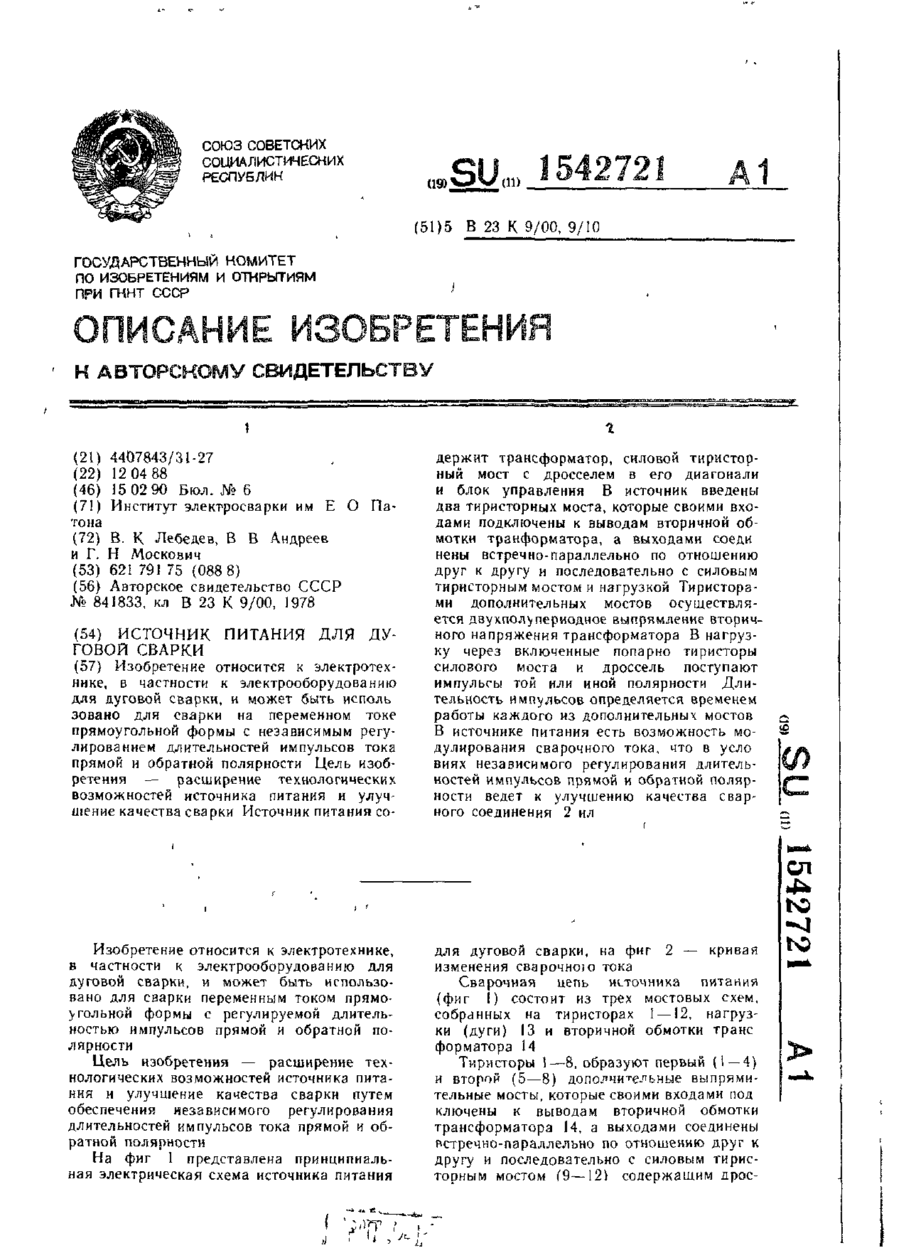
Ф о р м у л а и з о б р е т е н и я Источник питания для дуговой сварки, содержащий трансформатор, силовой тиристорный мост, включенный последовательно с вторичной обмоткой трансформатора, дроссель в диагонали силового тиристорного моста и блок управления, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей источника и улучшения качества сварки путем обеспечения независимого регулирования длительностей...
Джерело живлення для імпульсно-дугового зварювання
Номер патенту: 27187
Опубліковано: 15.08.2000
Автори: Павшук Валерій Маєвич, Пузаненко Володимир Ємельянович, Шейко Павло Петрович
Мітки: джерело, живлення, імпульсно-дугового, зварювання
Формула / Реферат:
Формула изобретения Источник питания для импульсно-дуговой сварки, содержащий трехфазный трансформатор, двенадцать тиристоров, дроссель и схему управления, причем вторичные обмотки трехфазного трансформатора выполнены с отводом, отличающийся тем, что, с целью снижения веса и габаритов источника, в него введены шесть диодов и дополнительный тиристор, причем на каждом из трех стержней магнитопровода трехфазного трансформатора расположена...
Попередній патент: Спосіб визначення параметрів грунту пенетрацією
Наступний патент: Спосіб діагностики гомеостазу
Випадковий патент: Магнітний екран