Агрегат для приготування формувальної маси
Номер патенту: 66230
Опубліковано: 15.04.2004
Автори: Нога Петро Павлович, Большов Геннадій Павлович, Кукліч Володимир Іванович, Ярова Людмила Григорівна, Гранкін Василь Іванович, Сталінський Дмитро Віталійович, Пірогов Олександр Юрійович
Формула / Реферат
Агрегат для приготування формувальної маси, до складу якого входять бункери, дозатор, змішувач та опорна металоконструкція, який відрізняється тим, що опорна металоконструкція обладнана похилими напрямними, над якими в один ряд установлені бункери, агрегат обладнаний установленим з можливістю переміщення по похилих напрямних візком, на якому розміщені ваговий пристрій та важіль, один кінець якого шарнірно з'єднаний з візком, а до другого кінця шарнірно підвішений дозатор, виконаний з можливістю обертання навколо горизонтальної осі, а середня частина важеля обладнана шарнірно закріпленим на ньому упором, який взаємодіє з ваговим пристроєм, при цьому вивантажувальні отвори бункерів обладнані заслінками, а завантажувальний та вивантажувальний отвори дозатора обладнані заслінками та пилозахисними кожухами, причому осі завантажувального та вивантажувального отворів дозатора, вивантажувальних отворів усіх бункерів та завантажувального патрубка змішувача розташовані на одній лінії.
Текст
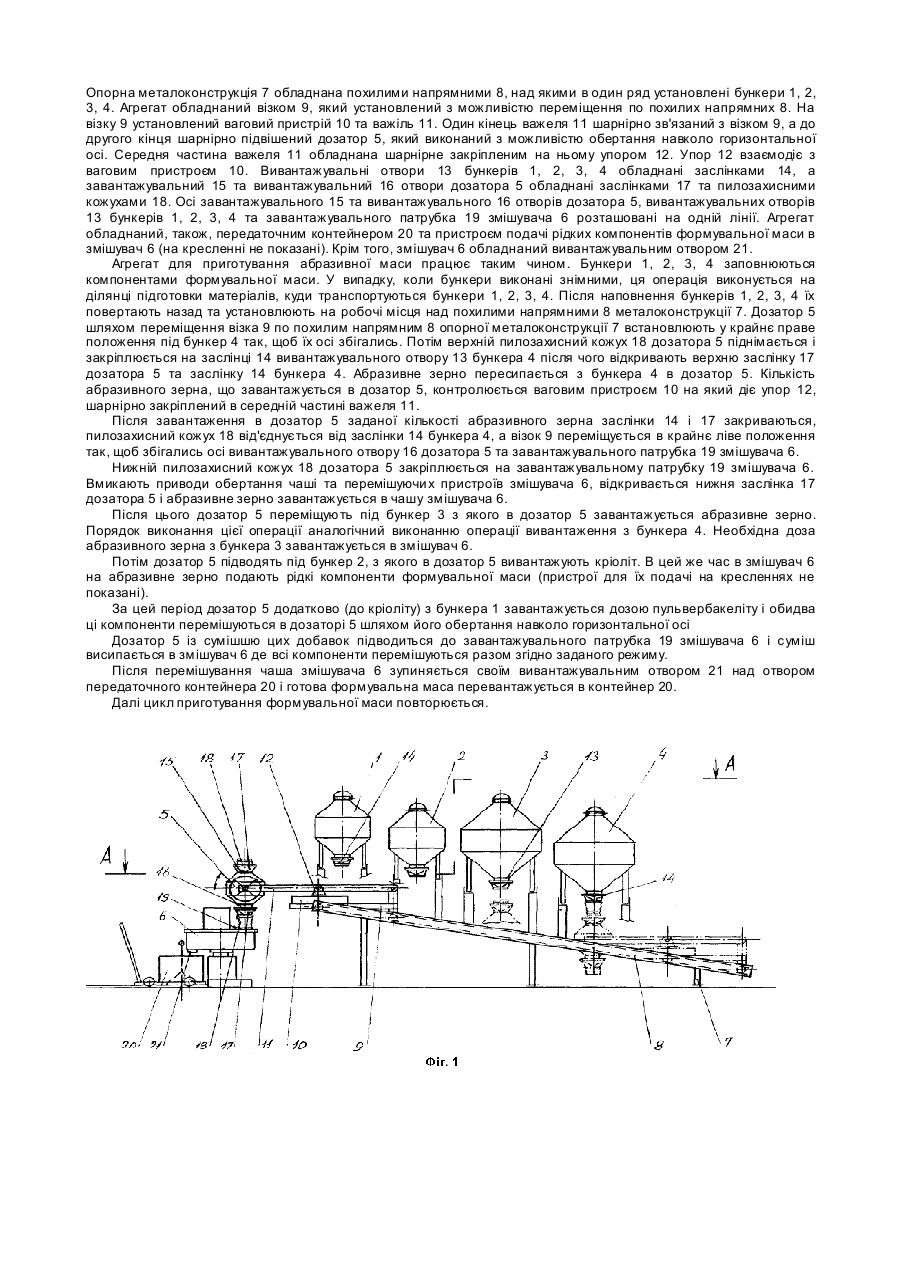
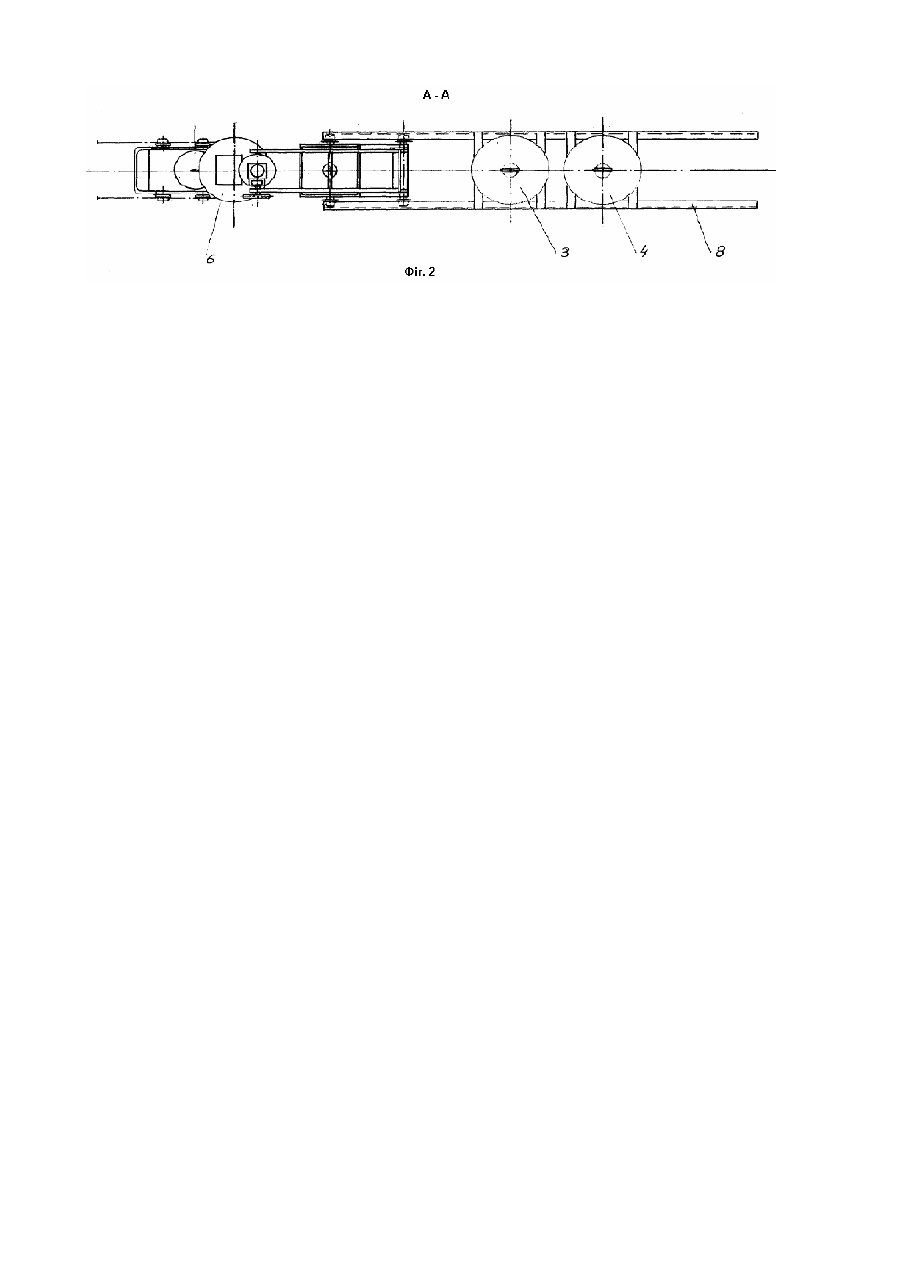
Винахід, що заявляється, відноситься до обладнання для виробництва абразивних матеріалів, зокрема, для виробництва формувальних мас. Відома установка для приготування формувальних та стрижневих сумішей, до складу якої входять бункеринагромаджувачі з розвантажувальними отворами, змішувальні бігуни на естакаді з дозаторами для подачі компонентів оборотної суміші та транспортери передачі готової суміші від бігунів до формувальних машин, при цьому установка обладнана скребковими транспортерами та елеватором подачі відпрацьованої суміші до бігунів, бункери-нагромаджувачі змонтовані на висоту естакади бігунів, виконані з боковими розвантажувальними отворами та сполучаються за допомогою останніх із скребковими транспортерами (А.с. СРСР №1555042, МПК6 В 22 С 5/04, опуб. 07.04.90., бюл. №13). Згадана вище установка складна у виготовленні та ненадійна в роботі, а завдяки значній кількості транспортних засобів вона дуже металомістка. Ще одним з недоліків такої установки є те, що вона не універсальна при застосуванні, тому що приготувати суміш на такій установці можна тільки з двох компонентів. Крім того в такій установці багато не укритих місць перевантаження суміші та транспортерів, що призводить не тільки до втрат сировини, а й до забруднення атмосфери цеху шкідливими речовинами. Найбільш близьким до заявленого агрегату для приготування формувальної маси по технічній сутності та досягаемому результату є масоприготувальний агрегат (А.С. Гуревич. Оборудо вание для производства абразивных инструментов. «Ма шиностроение», М., 1964, С.34-36), до складу якого входять бункери для компонентів формувальної маси, змішувальна машина та металоконструкції для монтажу складових частин агрегату. Такий агрегат більшою мірою задовольняє вимогам, до пристроїв для приготування формувальної маси. Проте, необхідність установлення декількох дозувальних пристроїв (відповідно кількості компонентів формувальної маси) збільшує металомісткість агрегату, ускладнює експлуатацію і негативно впливає на надійність його роботи, а також, збільшує вартість вигото влення формувальної маси. Відсутність в агрегаті пристрою для попереднього змішування зв'язувального (пульвербакеліту) та наповнювача (кріоліту) несприятливо впливає на їх рівномірне розподілення у формувальній масі і, відповідно, знижує її якість. В основу винаходу, що заявляється, поставлена задача створення удосконаленого агрегату для приготування формувальної маси, який забезпечує виго товлення формувальної маси з більш високими якісними показниками, має значно меншу металомісткість, універсального при застосуванні та надійного в експлуатації. Крім того, агрегат, що заявляється, має забезпечувати не тільки мінімальні втрати сировини, а й попереджувати забруднення атмосфери цеху шкідливими речовинами. Поставлена задача вирішується тим, що у відомому агрегаті для приготування формувальної маси, до складу якого входять бункери для компонентів, дозатор, змішувач та опорна металоконструкція, згідно з винаходом опорна металоконструкція обладнана похилими напрямними, над якими в один ряд установлені бункери, агрегат обладнаний установленим з можливістю переміщення по похилим напрямним візком, на якому розміщені ваговий пристрій та важіль, один кінець якого шарнірно з'єднаний з візком, а до другого кінця шарнірно підвішений дозатор, виконаний з можливістю обертання навколо горизонтальної осі, а середня частина важеля обладнана шарнірно закріпленим на ньому упором, який взаємодіє з ваговим пристроєм, при цьому вивантажувальні отвори бункерів обладнані заслінками, а завантажувальний та вивантажувальний отвори дозатора обладнані заслінками та пилозахисними кожухами, причому осі завантажувального та вивантажувального отворів дозатора, вивантажувальних отворів усі х бункерів та завантажувального патрубка змішувача розташовані на одній лінії. Обладнання опорної металоконструкції агрегату похилими напрямними, над якими в один ряд установлені бункери, та оснащення агрегату візком, який може переміщуватись по похилим напрямним, дозволяє забезпечити як універсальність застосування агрегату, бо завдяки цьому стає можливим приготува ти формувальну масу з будь-яким комплексом компонентів, так і надійність його експлуатації завдяки використанню мінімальної кількості механізмів, а також знизити металомісткість агрегату в цілому. Розміщення на візку вагового пристрою та важеля, один кінець якого шарнірно зв'язаний з візком, а до іншого кінця підвішений дозатор, виконаний з можливістю обертання навколо горизонтальної осі, та обладнання важеля в середній частині шарнірно закріпленим на ньому упором, що взаємодіє з ваговим пристроєм, забезпечує точне зважування всіх компонентів та можливість їх попереднього перемішування і, як наслідок, отримання формувальної маси більш високої якості. Обладнання вивантажувальних отворів бункерів заслінками, а завантажувального та вивантажувального отворів дозатора заслінками та пилозахисними кожухами та розташування осей вивантажувального та завантажувального отворів дозатора, вивантажувальних отворів усі х бункерів та завантажувального патрубка змішувача на одній лінії дозволяє забезпечити надійне пилощільне з'єднання між вузлами агрегату під час виконання всіх операцій по вивантаженню компонентів, їх транспортуванню, попередньому змішуванню та завантаженню в змішувач, а також, дозволяє забезпечити мінімальні втрати сировини та запобігти забрудненню атмосфери цеху шкідливими речовинами. З огляду на викладене вище і з ура хуванням розкритого причинно-наслідкового зв'язку між сукупністю ознак винаходу, що заявляється, та технічним результатом, що отриманий за їх допомогою, можна стверджувати, що завдання, покладене в основу створення нового агрегату для приготування формувальної маси, цілком виконане, бо використання винаходу дозволяє виготовляти формувальну масу з більш високими якісними показниками, зменшити металомісткість агрегату та значно підвищити надійність його експлуатації. Крім того, заявлений агрегат універсальний в застосуванні, забезпечує мінімальні втрати сировини та попереджує забруднення атмосфери цеху шкідливими речовинами. Сутність винаходу, що заявляється, пояснюється кресленнями, на яких зображені: фіг.1 - загальний вигляд агрегату для приготування формувальної маси; фіг.2 - вид А-А на фіг.1. До складу агрегату для приготування абразивної маси входять бункери, для компонентів, наприклад, для: пульвербакеліту - 1, кріоліту - 2, абразивного зерна -3, 4, дозатор 5, змішувач 6 та опорна металоконструкція 7. Опорна металоконструкція 7 обладнана похилими напрямними 8, над якими в один ряд установлені бункери 1, 2, 3, 4. Агрегат обладнаний візком 9, який установлений з можливістю переміщення по похилих напрямних 8. На візку 9 установлений ваговий пристрій 10 та важіль 11. Один кінець важеля 11 шарнірно зв'язаний з візком 9, а до другого кінця шарнірно підвішений дозатор 5, який виконаний з можливістю обертання навколо горизонтальної осі. Середня частина важеля 11 обладнана шарнірне закріпленим на ньому упором 12. Упор 12 взаємодіє з ваговим пристроєм 10. Вивантажувальні отвори 13 бункерів 1, 2, 3, 4 обладнані заслінками 14, а завантажувальний 15 та вивантажувальний 16 отвори дозатора 5 обладнані заслінками 17 та пилозахисними кожухами 18. Осі завантажувального 15 та вивантажувального 16 отворів дозатора 5, вивантажувальних отворів 13 бункерів 1, 2, 3, 4 та завантажувального патрубка 19 змішувача 6 розташовані на одній лінії. Агрегат обладнаний, також, передаточним контейнером 20 та пристроєм подачі рідких компонентів формувальної маси в змішувач 6 (на кресленні не показані). Крім того, змішувач 6 обладнаний вивантажувальним отвором 21. Агрегат для приготування абразивної маси працює таким чином. Бункери 1, 2, 3, 4 заповнюються компонентами формувальної маси. У випадку, коли бункери виконані знімними, ця операція виконується на ділянці підготовки матеріалів, куди транспортуються бункери 1, 2, 3, 4. Після наповнення бункерів 1, 2, 3, 4 їх повертають назад та установлюють на робочі місця над похилими напрямними 8 металоконструкції 7. Дозатор 5 шляхом переміщення візка 9 по похилим напрямним 8 опорної металоконструкції 7 встановлюють у крайнє праве положення під бункер 4 так, щоб їх осі збігались. Потім верхній пилозахисний кожух 18 дозатора 5 піднімається і закріплюється на заслінці 14 вивантажувального отвору 13 бункера 4 після чого відкривають верхню заслінку 17 дозатора 5 та заслінку 14 бункера 4. Абразивне зерно пересипається з бункера 4 в дозатор 5. Кількість абразивного зерна, що завантажується в дозатор 5, контролюється ваговим пристроєм 10 на який діє упор 12, шарнірно закріплений в середній частині важеля 11. Після завантаження в дозатор 5 заданої кількості абразивного зерна заслінки 14 і 17 закриваються, пилозахисний кожух 18 від'єднується від заслінки 14 бункера 4, а візок 9 переміщується в крайнє ліве положення так, щоб збігались осі вивантажувального отвору 16 дозатора 5 та завантажувального патрубка 19 змішувача 6. Нижній пилозахисний кожух 18 дозатора 5 закріплюється на завантажувальному патрубку 19 змішувача 6. Вмикають приводи обертання чаші та перемішуючи х пристроїв змішувача 6, відкривається нижня заслінка 17 дозатора 5 і абразивне зерно завантажується в чашу змішувача 6. Після цього дозатор 5 переміщують під бункер 3 з якого в дозатор 5 завантажується абразивне зерно. Порядок виконання цієї операції аналогічний виконанню операції вивантаження з бункера 4. Необхідна доза абразивного зерна з бункера 3 завантажується в змішувач 6. Потім дозатор 5 підводять під бункер 2, з якого в дозатор 5 вивантажують кріоліт. В цей же час в змішувач 6 на абразивне зерно подають рідкі компоненти формувальної маси (пристрої для їх подачі на кресленнях не показані). За цей період дозатор 5 додатково (до кріоліту) з бункера 1 завантажується дозою пульвербакеліту і обидва ці компоненти перемішуються в дозаторі 5 шляхом його обертання навколо горизонтальної осі Дозатор 5 із сумішшю цих добавок підводиться до завантажувального патрубка 19 змішувача 6 і суміш висипається в змішувач 6 де всі компоненти перемішуються разом згідно заданого режиму. Після перемішування чаша змішувача 6 зупиняється своїм вивантажувальним отвором 21 над отвором передаточного контейнера 20 і готова формувальна маса перевантажується в контейнер 20. Далі цикл приготування формувальної маси повторюється.
ДивитисяДодаткова інформація
Назва патенту англійськоюFacility for preparation of molding compound
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Pirohov Oleksandr Yuriiovych, Kuklich Volodymyr Ivanovych
Назва патенту російськоюАгрегат для приготовления формовочной массы
Автори російськоюСталинский Дмитрий Витальевич, Пирогов Александр Юрьевич, Куклич Владимир Иванович
МПК / Мітки
МПК: B22C 5/00
Мітки: формувальної, маси, приготування, агрегат
Код посилання
<a href="https://ua.patents.su/3-66230-agregat-dlya-prigotuvannya-formuvalno-masi.html" target="_blank" rel="follow" title="База патентів України">Агрегат для приготування формувальної маси</a>
Пристрій для дозування формувальної маси
Номер патенту: 43503
Опубліковано: 15.04.2004
Автори: Нога Петро Павлович, Вергелес Михайло Анатолійович, Пірогов Олександр Юрійович, Сталінський Дмитро Віталійович, Кукліч Володимир Іванович, Макаровський Валерій Федорович, Большов Генадій Павлович
МПК: B30B 15/30
Мітки: дозування, формувальної, пристрій, маси
Формула / Реферат:
Пристрій для дозування формувальної маси, який містить опорну конструкцію, приймальний бункер, обладнаний в нижній його частині шибером, дозувальну ємність, розпушувач та прес-форму, який відрізняється тим, що обладнаний двома консольними балками, вертикальною штангою, кронштейном з ваговим пристроєм та важелем, що оснащений шарнірно закріпленим упором, при цьому консольні балки розташовані в одній вертикальній площині, а вертикальна штанга...
Агрегат для приготування і роздавання кормів
Номер патенту: 17076
Опубліковано: 18.03.1997
Автори: Ревенко Іван Іванович, Хмельовський Василь Степанович, Ревенко Юлій Іванович
МПК: A01K 5/00
Мітки: роздавання, приготування, агрегат, кормів
Формула / Реферат:
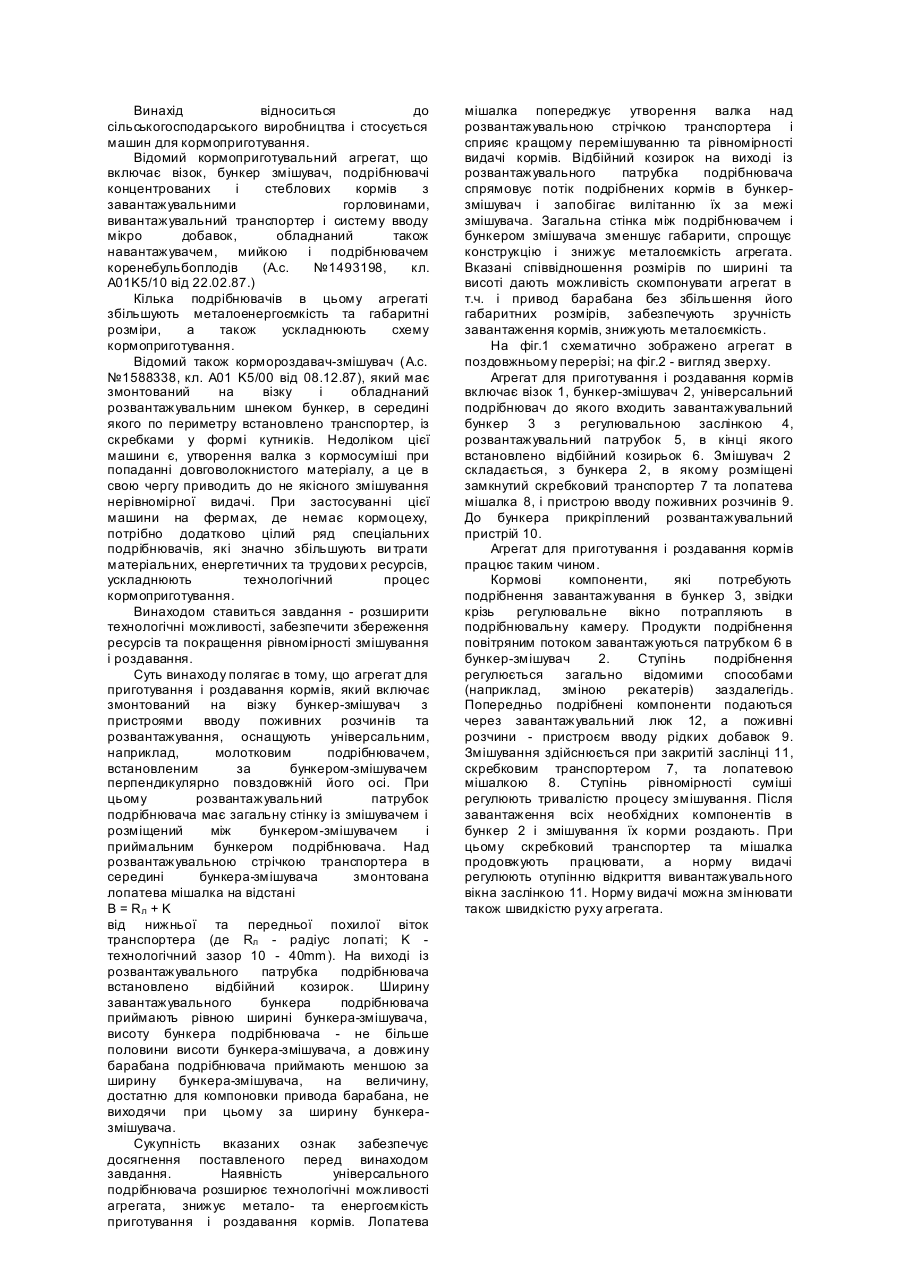
1. Агрегат для приготування і роздавання кормів, включає візок і змонтовані на ньому подрібнювач із завантажувальним бункером, змішувач, пристрої вводу поживних розчинів та вивантажувальний, який відрізняється тим, що універсальний подрібнювач встановлено за бункером-змішувачем перпендикулярно поздовжній його осі, при цьому розвантажувальний патрубок подрібнювана має загальну стінку із змішувачем і розміщено між бункером змішувача і...
Агрегат для приготування кормосумішей
Номер патенту: 50103
Опубліковано: 15.10.2002
Автори: Шевченко Віктор Петрович, Бондар Аркадій Юхимович, Кліценко Григорій Тимофійович, Костін Павло Михайлович, Костін Олег Павлович
МПК: A23K 1/06, A01K 29/00
Мітки: приготування, кормосумішей, агрегат
Формула / Реферат:
1. Агрегат для приготування кормосумішей, що містить подрібнювач і дозатор макро- і мікроінгредієнтів, який відрізняється тим, що в нього вбудована барокамера.2. Агрегат за п. 1, який відрізняється тим, що барокамера за ходом технологічного процесу змонтована перед подрібнювачем і додатково агрегатована з паропровідною мережею та обладнана завантажувачем зерен і зернопродуктів.3. Агрегат за п. 1, який відрізняється тим, що за...
Широкозахватний сільськогосподарський агрегат

Номер патенту: 30836
Опубліковано: 15.07.2003
Автори: Хазнаферов Михайло Васильович, Дьяков Георгій Іванович, Руденко Лідія Григорівна, Епов Володимир Миколайович, Іванова Людмила Олександрівна
МПК: A01B 73/00
Мітки: широкозахватний, сільськогосподарський, агрегат
Формула / Реферат:
1. Широкозахватний сільськогосподарський агрегат, що містить основну та бічні рами з робочими органами, а також системи переводу агрегату у транспортне положення і навпаки, кожна з яких виконана у вигляді двох шарнірно з'єднаних між собою кронштейнів, жорстко закріплених на бічних та основній рамах, а також двох тяг, одними кінцями шарнірно закріплених на відповідних кронштейнах, а іншими - шарнірно між собою та зі штоком гідроциліндра, який...
Агрегат для приготування сипучих продуктів
Номер патенту: 28176
Опубліковано: 16.10.2000
Автори: Якубицькая Ірина Анатолійовна, Карманов Віктор Васильович, Михайлик Віктор Дмитрович
МПК: F26B 9/00, A23N 17/00
Мітки: сипучих, агрегат, приготування, продуктів
Формула / Реферат:
Агрегат для приготовления сыпучих продуктов, содержащий топку, сушильный барабан, расположенную между ними камеру с нижней декой, под которой установлен роторный измельчитель, циклон-отделитель, трубопровод рециркуляции теплоносителя, подключенный к камере снизу, отличающийся тем, что камера под декой снабжена газораспределительной решеткой, в которой между зубьями деки вмонтированы обдувочные сопла, ориентированные в направлении траектории...