Маса для виготовлення абразивного інструменту на органічному зв’язуючому
Номер патенту: 66600
Опубліковано: 17.05.2004
Автори: Сталінський Дмитро Віталійович, Ярова Людмила Григорівна, Романченко Павло Володимирович, Івченко Тетяна Олександрівна, Пірогов Олександр Юрійович
Формула / Реферат
Маса для виготовлення абразивного інструменту на органічному зв'язуючому, що включає абразивний матеріал, зволожувач та органічне зв'язуюче на основі кремнієорганічної сполуки, яка відрізняється тим, що як зв'язуюче використовують суміш високомолекулярної порошкоподібної кремнієорганічної смоли гарячого твердіння з пульвербакелітом у співвідношенні 1:0,25 - 1:2,5, як зволожувач використовують рідкий бакеліт при такому співвідношенні компонентів, мас. %:
зв'язуюче
3 - 15
рідкий бакеліт
1 - 6
абразивний матеріал
решта.
Текст
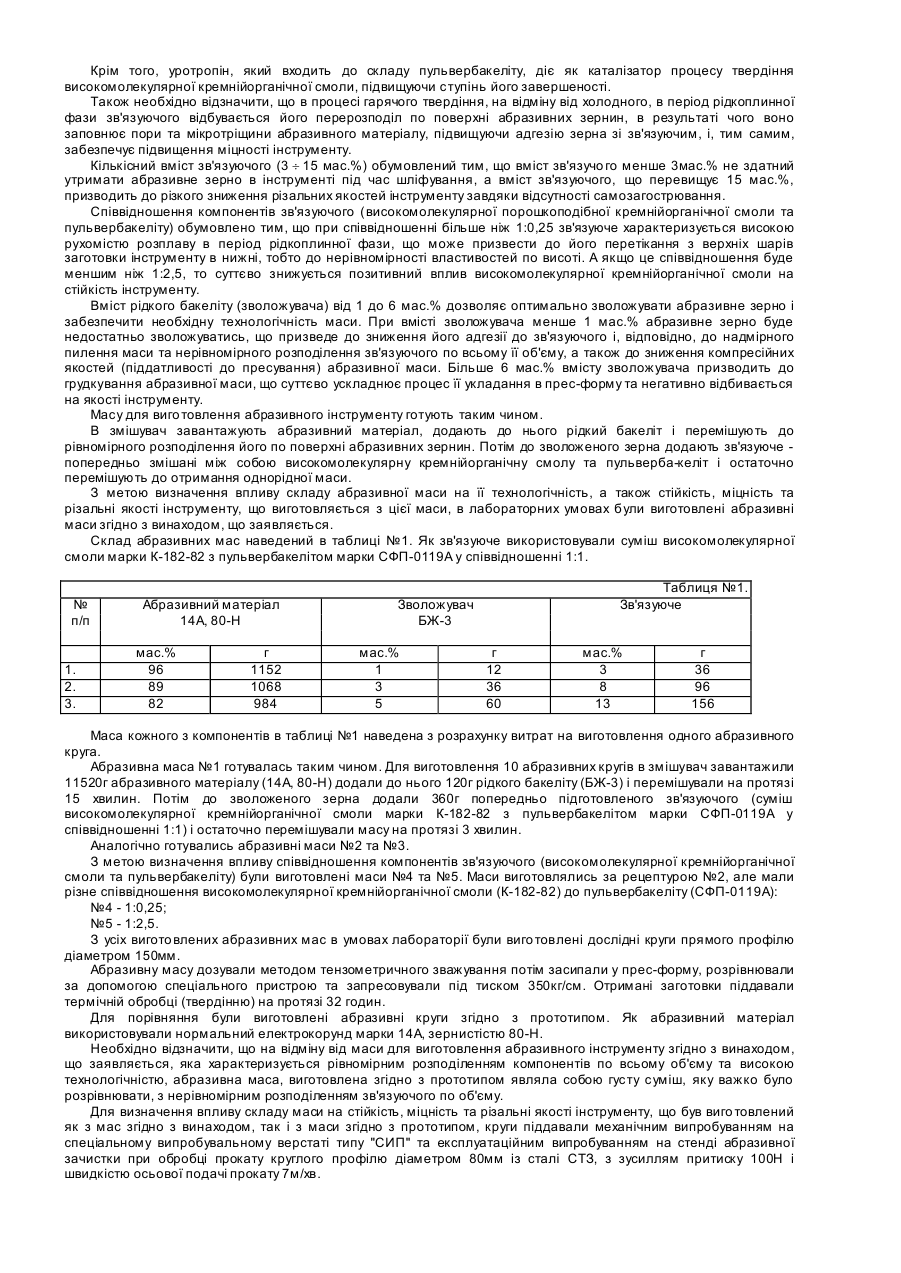
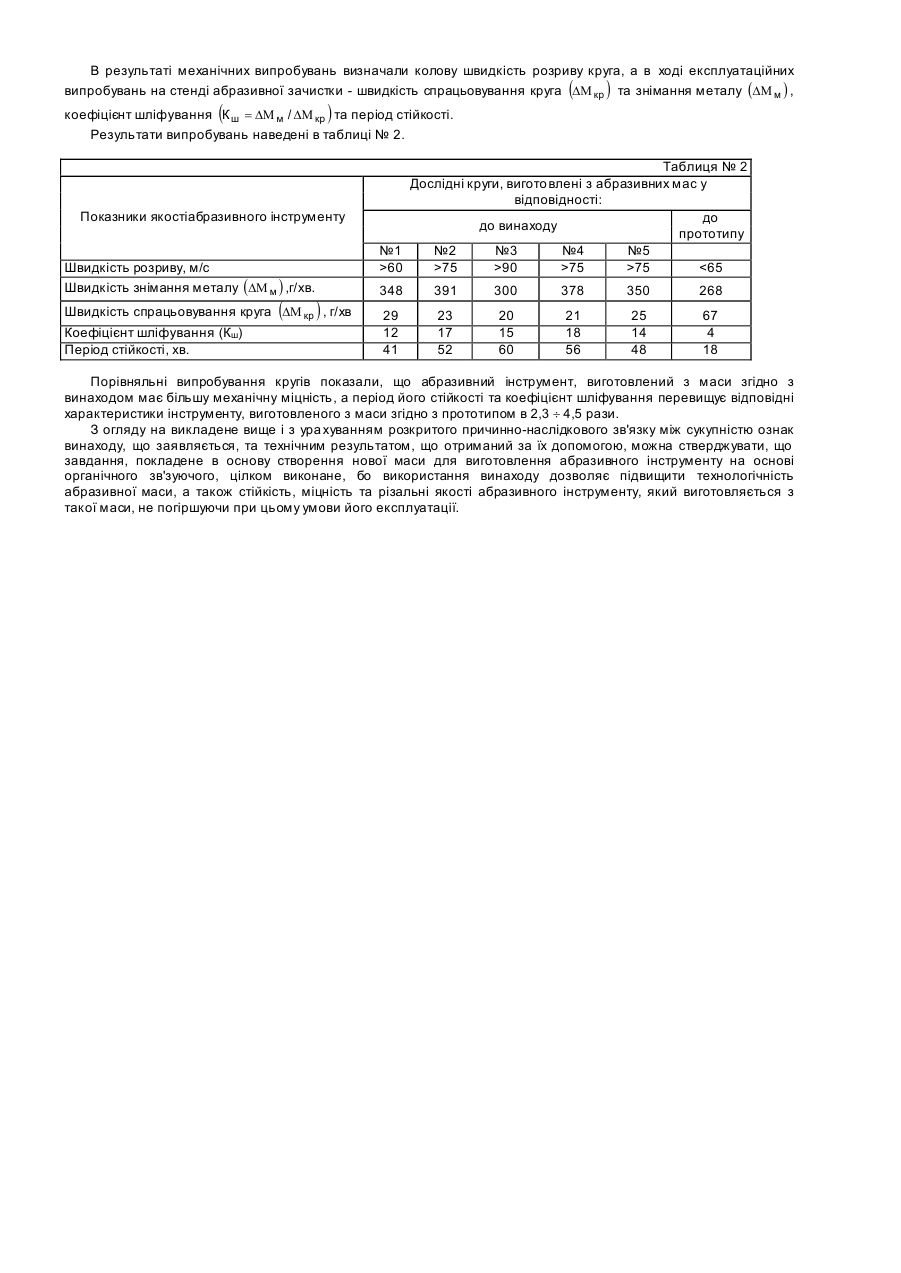
Винахід, що заявляється, відноситься до виробництва абразивного інструменту на органічному зв'язуючому і може бути використаний в металургії та машинобудуванні. Відома маса для виготовлення абразивного інструменту (Авт. св. СРСР № 679305 МПК2 В 24 D 3/34, опубл. 15.11.79., бюл. №42), де як зв’язуюче використовують епоксиднонаволочний блок-сополімер, а як зволожувач фурфуролацетоновий мономер. Така маса має цілий ряд недоліків. Один з них - недостатньо висока термостійкість епоксиднонаволочного блок-сополімера, що призводить до зниження стійкості інструменту при шлі фуванні внаслідок високих температур в зоні різання. Крім того, використання як зволожувача фурфуролацетонового мономера, який характеризується великим вмістом летких сполук, призводить до зниження механічної міцності інструменту за рахунок утворення надлишкової газової пористості в процесі його термічної обробки. Також відомо, що пари фур фуролацетонового мономера шкідливо впливають на стан здоров'я людини. Відома, також, маса для виготовлення абразивного інструменту (Авт. св. №901041, МПКЗ, В 24 D 3/20, опуб. 30.01.82., бюл. №4), де як зв’язуюче використовують сополімер стиролу з бутадієновим каучуком. Не дивлячись на те, що сополімер стиролу з бутадієновим каучуком і має достатньо високу термостійкість, однак, під час шліфування, коли робоча поверхня інструменту нагрівається до високих температур, він розкладається з виділенням ціанистого водню, окисню вуглецю та інших шкідливих речовин, що значно погіршує умови експлуатації інструменту і є суттєвим недоліком такої маси. Найбільш близькою до заявленого винаходу по те хнічній сутності та до-сягаємому результату є маса, описана в Авт. св. СРСР №1726221, МПК6 В 24 D 3/22, опуб. 15.04.92., бюл. № 14, до складу якої входить абразивний матеріал, органічне зв'язуюче на основі кремнійорганічної композиції холодного твердіння та зволожувач, який являє собою розчин епоксидної смоли в ацетоні. Недоліком такої маси є те, що використання як зв'язуючого кремнійорганічної композиції холодного твердіння через свої фізико-хімічні властивості суттєво не впливає на підвищення термостійкості інструменту, а зволоження абразивного зерна епоксидною смолою, яка характеризується низьким показником термостійкості, негативно впливає на різальні властивості інструменту, через те, що процес шліфування супроводжується значним тепловиділенням в зоні різання. Крім того, використання в абразивній масі ацетону, який є легколеткою наркотичною сполукою, призводить до підвищеної концентрації його парів у виробничому приміщенні, що погіршує умови праці робітників і негативно впливає на стан їх здоров'я. Ще одним з недоліків є те, що абразивна маса, описана в прототипі, нетехнологічна, бо вона являє собою круту в'язку суміш, яку важко розрівнювати і дозувати, до того ж її формувальні властивості зберігаються на протязі дуже незначного проміжку часу. Необхідно, також, звернути увагу на те, що будова та властивості такої абразивної маси, які обумовлюють технологічні особливості її формування та твердіння (заливка в прес-форму та холодне твердіння), не дозволяють отримати інструмент з високою щільністю структури. А використання абразивного матеріалу зернистістю більшою за 400мкм призводить до перетікання частини зв'язуючого з верхніх шарів інструменту в нижні, тобто до нерівномірності його міцносних та різальних якостей по висоті. Ще одним з суттєвих недоліків прототипу є те, що через достатньо високу в'язкість і коефіцієнт поверхневого натягнення кремнійорганічної композиції холодного твердіння, вона не достатньо заповнює пори та тріщини абразивного матеріалу і не забезпечує необхідну адгезію зерна зі зв'язуючим, а, відповідно, і необхідної міцності інструменту. В основу винаходу, що заявляється, покладена задача створити таку масу для виго товлення абразивного інструменту, яка забезпечить підвищення технологічності виготовлення, стійкості, а також міцносних та різальних якостей абразивного інструменту, що виго товляється з неї, не погіршуючи при цьому умов його експлуатації. Поставлена задача вирішується тим, що у відомій масі для виготовлення абразивного інструменту на органічному зв'язуючому, до складу якої входить абразивний матеріал, зволожувач та органічне зв'язуюче на основі кремнійорганічної сполуки, згідно з винаходом як зв'язуюче використовують суміш високомолекулярної порошкоподібної кремнійорганічної смоли гарячого твердіння з пульвербакелітом у співвідношенні 1:0,25 ¸ 1:2,5, як зволожувач використовуютьрідкий бакеліт при такому співвідношенні компонентів, мас.%: зв'язуюче 3-15 рідкий бакеліт 1-6 абразивний матеріал решта Використання як зв'язуючого суміші високомолекулярної кремнійорганічної смоли з пульвербакелітом, а як зволожувача - рідкого бакеліту при вмісті (мас.%) зв'язуючого 3 ¸ 15, а рідкого бакеліту 1 ¸ 6 забезпечує отримання технологічної абразивної маси з рівномірним розподілом всіх компонентів, яка легко дозується та розрівнюється і має високі компресійні властивості (піддатливість до пресування), що дозволяє отримати інструмент щільної структури зі стабільними властивостями по всьому об'єму. Використання як кремнійорганічної сполуки високомолекулярної кремнійорганічної смоли, наприклад смоли марки К-182-82 (продукт поліконденсації метиленсілантріолу), яка має підвищену стійкість до термічної деструкції, дозволяє суттєво підвищити стійкість і одночасно збільшити механічну міцність інструменту, який виготовляється з такої маси, а, відповідно, і його різальні властивості. Рідкий бакеліт, що застосовується як зволожувач, має більш високу стійкість до термічної деструкції, ніж епоксидні смоли і не призводить до зниження термостійкості інструменту, крім того, до його складу не входять легколеткі наркотичні сполуки, наприклад, ацетон. За рахунок того, що високомолекулярні кремнійорганічні смоли, які мають гарну хімічну спорідненість з пульвербакелітом, але трохи відмінні від нього фізико-механічні властивості, використання як зв'язуючого суміші високомолекулярної кремнійорганічної смоли з пульвербакелітом при співвідношенні 1:0,25 ¸ 1:2,5, дозволяє суттєво поширити спектр якісних показників абразивного інструменту, тобто забезпечити ефективну обробку різноманітних марок сталі на різних те хнологічних режимах (швидкості різання, зусилля притиску та ін.), а також забезпечити необхідну рухомість розплаву в період рідкоплинної фази зв'язуючого під час термообробки, що запобігає його перетіканню з верхніх шарів заготовки до нижніх, і тим самим попереджує нерівномірність властивостей по висоті інструменту, який виготовляється з такої маси. Крім того, уротропін, який входить до складу пульвербакеліту, діє як каталізатор процесу твердіння високомолекулярної кремнійорганічної смоли, підвищуючи ступінь його завершеності. Також необхідно відзначити, що в процесі гарячого твердіння, на відміну від холодного, в період рідкоплинної фази зв'язуючого відбувається його перерозподіл по поверхні абразивних зернин, в результаті чого воно заповнює пори та мікротріщини абразивного матеріалу, підвищуючи адгезію зерна зі зв'язуючим, і, тим самим, забезпечує підвищення міцності інструменту. Кількісний вміст зв'язуючого (3 ¸ 15 мас.%) обумовлений тим, що вміст зв'язучо го менше 3мас.% не здатний утримати абразивне зерно в інструменті під час шліфування, а вміст зв'язуючого, що перевищує 15 мас.%, призводить до різкого зниження різальних якостей інструменту завдяки відсутності самозагострювання. Співвідношення компонентів зв'язуючого (високомолекулярної порошкоподібної кремнійорганічної смоли та пульвербакеліту) обумовлено тим, що при співвідношенні більше ніж 1:0,25 зв'язуюче характеризується високою рухомістю розплаву в період рідкоплинної фази, що може призвести до його перетікання з верхніх шарів заготовки інструменту в нижні, тобто до нерівномірності властивостей по висоті. А якщо це співвідношення буде меншим ніж 1:2,5, то суттєво знижується позитивний вплив високомолекулярної кремнійорганічної смоли на стійкість інструменту. Вміст рідкого бакеліту (зволожувача) від 1 до 6 мас.% дозволяє оптимально зволожувати абразивне зерно і забезпечити необхідну технологічність маси. При вмісті зволожувача менше 1 мас.% абразивне зерно буде недостатньо зволожуватись, що призведе до зниження його адгезії до зв'язуючого і, відповідно, до надмірного пилення маси та нерівномірного розподілення зв'язуючого по всьому її об'єму, а також до зниження компресійних якостей (піддатливості до пресування) абразивної маси. Більше 6 мас.% вмісту зволожувача призводить до грудкування абразивної маси, що суттєво ускладнює процес її укладання в прес-форму та негативно відбивається на якості інструменту. Масу для виго товлення абразивного інструменту готують таким чином. В змішувач завантажують абразивний матеріал, додають до нього рідкий бакеліт і перемішують до рівномірного розподілення його по поверхні абразивних зернин. Потім до зволоженого зерна додають зв'язуюче попередньо змішані між собою високомолекулярну кремнійорганічну смолу та пульверба-келіт і остаточно перемішують до отримання однорідної маси. З метою визначення впливу складу абразивної маси на її технологічність, а також стійкість, міцність та різальні якості інструменту, що виготовляється з цієї маси, в лабораторних умовах були виготовлені абразивні маси згідно з винаходом, що заявляється. Склад абразивних мас наведений в таблиці №1. Як зв'язуюче використовували суміш високомолекулярної смоли марки К-182-82 з пульвербакелітом марки СФП-0119А у співвідношенні 1:1. № п/п 1. 2. 3. Абразивний матеріал 14А, 80-Н мас.% 96 89 82 г 1152 1068 984 Таблиця №1. Зв'язуюче Зволожувач БЖ-3 мас.% 1 3 5 г 12 36 60 мас.% 3 8 13 г 36 96 156 Маса кожного з компонентів в таблиці №1 наведена з розрахунку витрат на виготовлення одного абразивного круга. Абразивна маса №1 готувалась таким чином. Для виготовлення 10 абразивних кругів в змішувач завантажили 11520г абразивного матеріалу (14А, 80-Н) додали до нього 120г рідкого бакеліту (БЖ-3) і перемішували на протязі 15 хвилин. Потім до зволоженого зерна додали 360г попередньо підготовленого зв'язуючого (суміш високомолекулярної кремнійорганічної смоли марки К-182-82 з пульвербакелітом марки СФП-0119А у співвідношенні 1:1) і остаточно перемішували масу на протязі 3 хвилин. Аналогічно готувались абразивні маси №2 та №3. З метою визначення впливу співвідношення компонентів зв'язуючого (високомолекулярної кремнійорганічної смоли та пульвербакеліту) були виготовлені маси №4 та №5. Маси виготовлялись за рецептурою №2, але мали різне співвідношення високомолекулярної кремнійорганічної смоли (К-182-82) до пульвербакеліту (СФП-0119А): №4 - 1:0,25; №5 - 1:2,5. З усіх вигото влених абразивних мас в умовах лабораторії були виго товлені дослідні круги прямого профілю діаметром 150мм. Абразивну масу дозували методом тензометричного зважування потім засипали у прес-форму, розрівнювали за допомогою спеціального пристрою та запресовували під тиском 350кг/см. Отримані заготовки піддавали термічній обробці (твердінню) на протязі 32 годин. Для порівняння були виготовлені абразивні круги згідно з прототипом. Як абразивний матеріал використовували нормальний електрокорунд марки 14А, зернистістю 80-Н. Необхідно відзначити, що на відміну від маси для виготовлення абразивного інструменту згідно з винаходом, що заявляється, яка характеризується рівномірним розподіленням компонентів по всьому об'єму та високою технологічністю, абразивна маса, виготовлена згідно з прототипом являла собою густу суміш, яку важко було розрівнювати, з нерівномірним розподіленням зв'язуючого по об'єму. Для визначення впливу складу маси на стійкість, міцність та різальні якості інструменту, що був виго товлений як з мас згідно з винаходом, так і з маси згідно з прототипом, круги піддавали механічним випробуванням на спеціальному випробувальному верстаті типу "СИП" та експлуатаційним випробуванням на стенді абразивної зачистки при обробці прокату круглого профілю діаметром 80мм із сталі СТЗ, з зусиллям притиску 100Н і швидкістю осьової подачі прокату 7м/хв. В результаті механічних випробувань визначали колову швидкість розриву круга, а в ході експлуатаційних випробувань на стенді абразивної зачистки - швидкість спрацьовування круга DM кр та знімання металу (DM м ) , ( ( ) ) коефіцієнт шліфування К ш = DM м / DM кр та період стійкості. Результати випробувань наведені в таблиці № 2. Показники якостіабразивного інструменту Швидкість розриву, м/с Швидкість знімання металу (DM м ) ,г/хв. ( ) Швидкість спрацьовування круга DM кр , г/хв Коефіцієнт шліфування (Кш) Період стійкості, хв. Таблиця № 2 Дослідні круги, вигото влені з абразивних мас у відповідності: до до винаходу прототипу №1 №2 №3 №4 №5 >60 >75 >90 >75 >75
ДивитисяДодаткова інформація
Назва патенту англійськоюCompound based on organic binder for manufacturing an abrasive tool
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Pirohov Oleksandr Yuriiovych
Назва патенту російськоюМасса для изготовления абразивного инструмента на органическом вяжущем
Автори російськоюСталинский Дмитрий Витальевич, Пирогов Александр Юрьевич
МПК / Мітки
МПК: B24D 3/20
Мітки: зв'язуючому, маса, виготовлення, абразивного, органічному, інструменту
Код посилання
<a href="https://ua.patents.su/3-66600-masa-dlya-vigotovlennya-abrazivnogo-instrumentu-na-organichnomu-zvyazuyuchomu.html" target="_blank" rel="follow" title="База патентів України">Маса для виготовлення абразивного інструменту на органічному зв’язуючому</a>
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Мельникович Михайло Миколайович, Драгунцов Вячеслав Васильович, Кияк Марина Юріївна, Лендел Василь Георгієвич, Мигалина Юрій Вікентієвич, Балог Ірина Михайлівна, Сані Арпад Юліусович, Білинець Микола Денисович
МПК: B24D 3/34
Мітки: виготовлення, інструменту, маса, абразивного
Формула / Реферат:
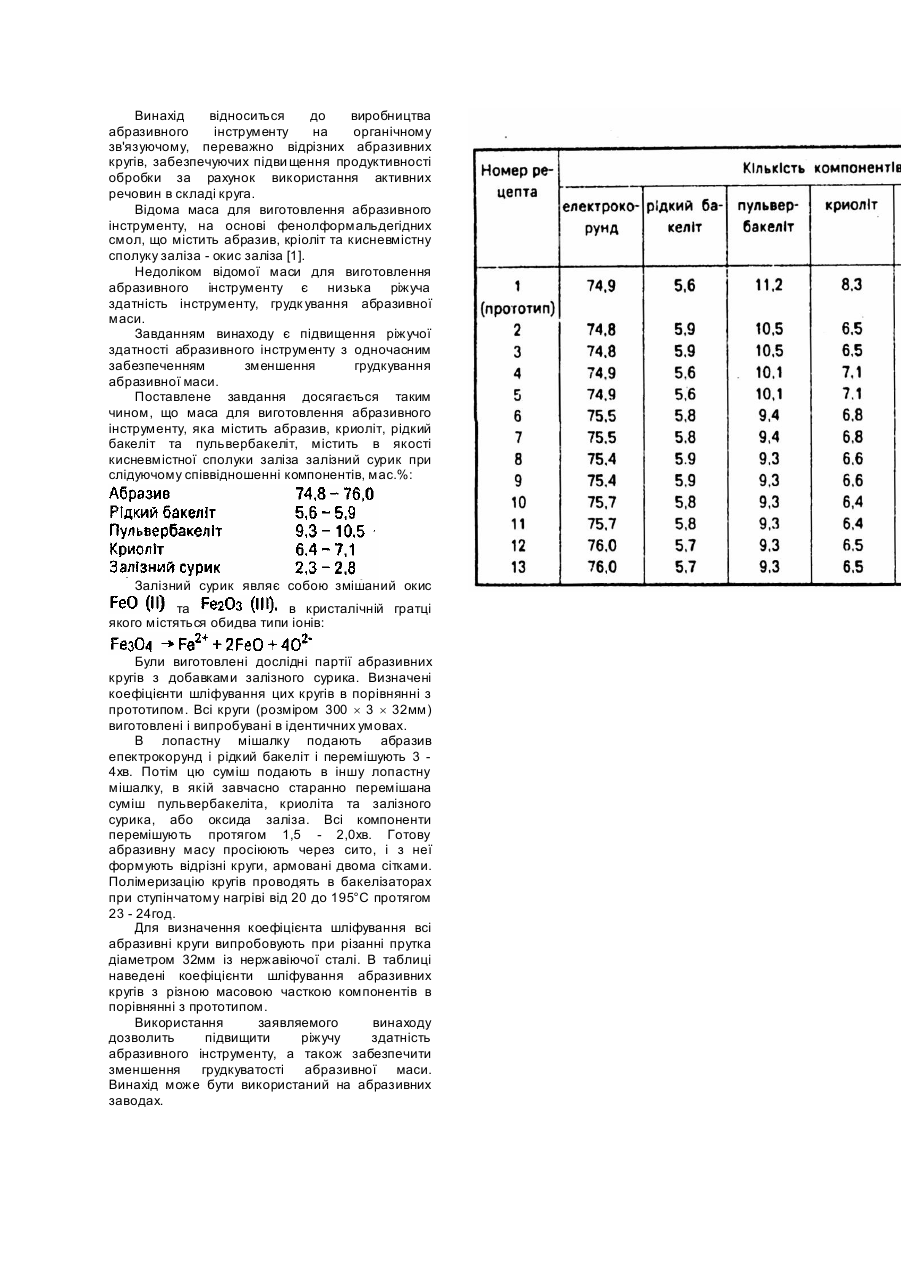
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Вороной Віталій Степанович, Масник Володимир Олександрович, Плескач Ігор Всеволодович
МПК: B24D 3/14
Мітки: абразивного, інструменту, маса, виготовлення
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Скрябін Віктор Валерійович, Крамар Владислав Григорович, Новіков Микола Васильович, Філатов Юрій Данилович, Сидорко Володимир Ігорович
МПК: B24D 3/20
Мітки: інструменту, абразивного, шару, робочого, виготовлення, маса
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Маса для виготовлення абразивного інструменту
Номер патенту: 43946
Опубліковано: 15.01.2004
Автори: Вергелес Михайло Анатолійович, Сталінський Дмитро Віталійович, Макаровський Валерій Федорович, Романченко Павло Володимирович, Гранкін Василь Іванович, Ярова Людмила Григорівна, Івченко Тетяна Олександрівна, Пірогов Олександр Юрійович
МПК: B24D 3/20
Мітки: абразивного, маса, виготовлення, інструменту
Формула / Реферат:
1. Маса для виготовлення абразивного інструменту, що містить абразивний матеріал, зволожувач, органічне зв'язувальне та наповнювач, яка відрізняється тим, що до складу зволожувача входять спиртовий розчин феноло-формальдегідної смоли в насиченому одноатомному спирті, пластифікатор, наприклад хлоропарафін, та флотореагент, наприклад оксаль, при цьому співвідношення компонентів таке, мас. %: абразивний матеріал ...
Маса для виготовлення абразивного інструменту

Номер патенту: 14095
Опубліковано: 25.04.1997
Автори: Нємцова Неля Яківна, Сегал Юрій Юхимович, Олійник Іван Севастьянович, Таланцев Леонід Леонідович, Січкар Зорислав Васильович, Борзаков Юрій Іванович, Карюк Геннадій Гаврилович, Бочко Анатолій Васильович, Аранович Анатолій Оскарович
МПК: B24D 3/34
Мітки: інструменту, абразивного, маса, виготовлення
Попередній патент: Напій винний “калина на коньяку”
Наступний патент: Прилад для відлову комах
Випадковий патент: Компенсаційний вимірювач групового часу запізнення чотирьохполюсників