Спосіб підготування глуходонної виливниці до лиття зливків зверху
Номер патенту: 67108
Опубліковано: 10.02.2012
Формула / Реферат
1. Спосіб підготування глуходонної виливниці до лиття зливків зверху, згідно з яким встановлюють металічну пробку у донний отвір виливниці та надставку, який відрізняється тим, що перед введенням виливниці до експлуатації у її донний отвір встановлюють металічну пробку - основу, яка займає 5-15 % об'єму донного отвору виливниці, після чого об'єм, що залишився, з боку внутрішньої порожнечі виливниці заповнюють рідким вогнетривким бетоном, витримують бетон до застигання і висушують його.
2. Спосіб за п. 1, який відрізняється тим, що вогнетривкість бетону повинна дорівнювати значенню ![]() , де:
, де: ![]() - температура металу, що розливається, °С.
- температура металу, що розливається, °С.
3. Спосіб за пп. 1, 2 який відрізняється тим, що металічна пробка - основа має як мінімум два випарні отвори діаметром 6-12 мм.
4. Спосіб за пп. 1, 2, 3 який відрізняється тим, що металічна пробка - основа має як мінімум два V- подібних з'єднувача з боку, який контактує з вогнетривким бетоном.
Текст
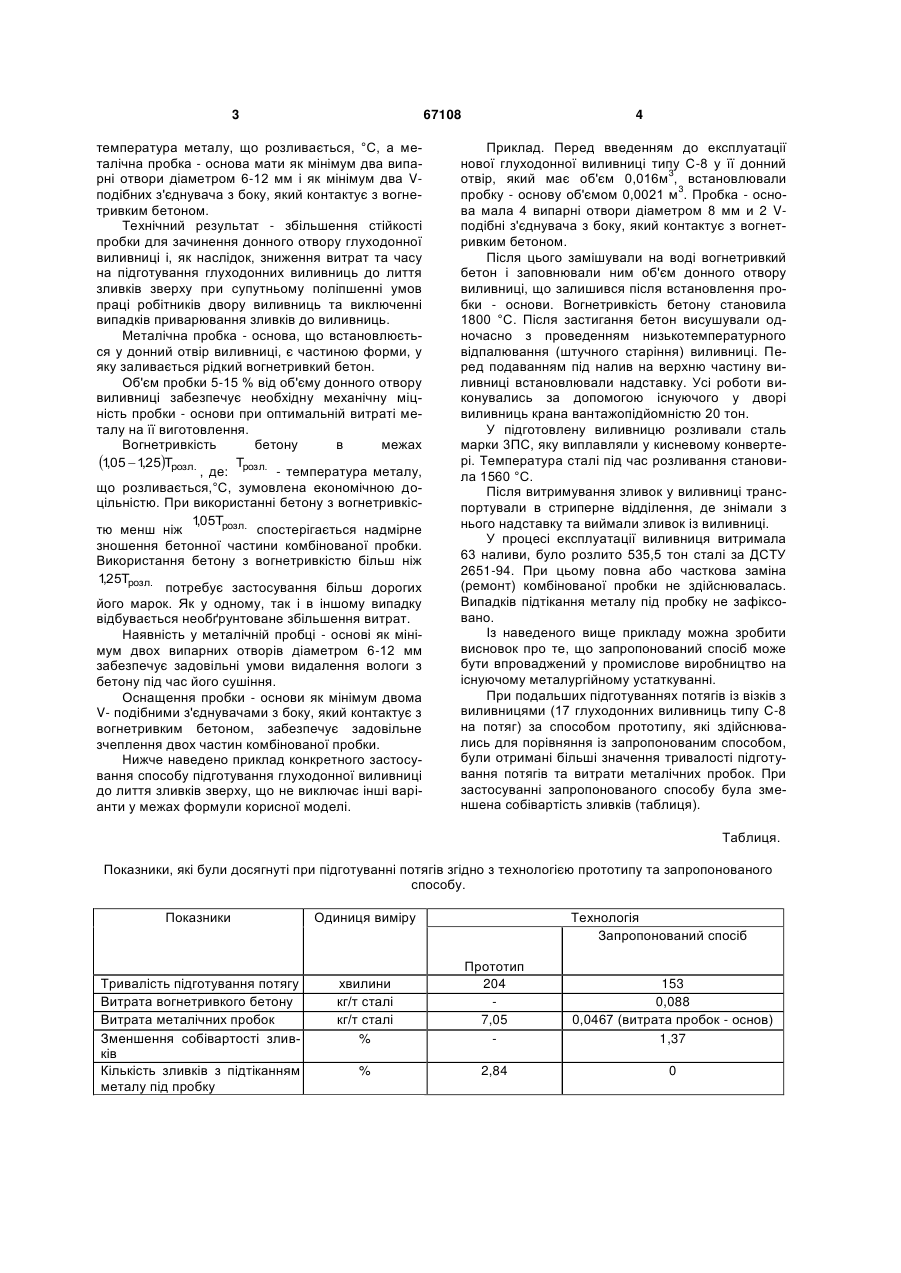
1. Спосіб підготування глуходонної виливниці до лиття зливків зверху, згідно з яким встановлюють металічну пробку у донний отвір виливниці та надставку, який відрізняється тим, що перед введенням виливниці до експлуатації у її донний отвір встановлюють металічну пробку - основу, яка займає 5-15 % об'єму донного отвору виливниці, після чого об'єм, що залишився, з боку внутрішньої порожнечі виливниці заповнюють рідким вогнетривким бетоном, витримують бетон до застигання і висушують його. 2. Спосіб за п. 1, який відрізняється тим, що вогнетривкість бетону повинна дорівнювати значенню 1,05 1,25Tрозл. , де: Tрозл. - температура металу, Корисна модель належить до металургії й може бути використана при підготуванні глуходонних виливниць до лиття зливків зверху. Глуходонна виливниця має у донній частині отвір, у формі зрізаного конусу з поширенням до верху, котрий використовується для встановлювання вогнетривкого стаканчика при розливанні металу сифонним способом. /l/. При розливанні металу зверху донний отвір повинен бути надійно зачиненим для запобігання проходження у нього рідкого металу. Найбільш близьким за технічною суттю та досягненому результату є спосіб підготування глуходонних виливниць до лиття зливків зверху, за яким донний отвір зачиняють металічною пробкою та встановлюють надставки на верхню частину виливниць. При розливанні металу пробка приварюється до зливка і під час його прокатування відрізається разом донною частиною. /2/. Недоліком цього способу є необхідність встановлювання металічних пробок під час підготування глуходонних виливниць під кожний налив. Це подовжує час підготування виливниць, знижує пропускну здібність двору виливниць. Як правило, пробки встановлюють вручну у виливниці з температурою, яка досягає 100-150 °С, що негативно впливає на умови праці робітників, які готують потяги із візків з виливницями. Крім того, при засто суванні разових металічних пробок спостерігаються випадки підтікання металу під пробку, що є причиною приварювання зливка до виливниці і збільшення часу на його стриперування. В зв'язку з цим зливок втрачає температуру посаду, що призводить до збільшення витрати палива при його нагріванні під прокатування. В основу корисної моделі поставлено задачу вдосконалення способу підготування глуходонних виливниць до лиття зливків зверху за рахунок відмови від використання одноразових пробок, зменшення часу на підготування виливниць, поліпшення умов праці робітників двору виливниць. Задача вирішується шляхом того, що у відомому способі підготування глуходонних виливниць до лиття зливків зверху, який вміщує встановлювання металічної пробки у донний отвір виливниці та надставки, відповідно до корисної моделі, перед введенням виливниці до обігу у її донний отвір встановлюють металічну пробку - основу, яка займає 5-15 % об'єму донного отвору виливниці, після чого об'єм, що залишився, з боку внутрішньої порожнечі виливниці заповнюють рідким вогнетривким бетоном, витримують бетон до застигання і висушують його. При цьому вогнетривкість бетону повинна до1,05 1,25Tрозл. , де: Tрозл. рівнювати значенню (19) UA (11) 67108 (13) U що розливається, °С. 3. Спосіб за пп. 1, 2, який відрізняється тим, що металічна пробка - основа має як мінімум два випарні отвори діаметром 6-12 мм. 4. Спосіб за пп. 1, 2, 3, який відрізняється тим, що металічна пробка - основа має як мінімум два V- подібних з'єднувача з боку, який контактує з вогнетривким бетоном. 3 67108 температура металу, що розливається, °С, а металічна пробка - основа мати як мінімум два випарні отвори діаметром 6-12 мм і як мінімум два Vподібних з'єднувача з боку, який контактує з вогнетривким бетоном. Технічний результат - збільшення стійкості пробки для зачинення донного отвору глуходонної виливниці і, як наслідок, зниження витрат та часу на підготування глуходонних виливниць до лиття зливків зверху при супутньому поліпшенні умов праці робітників двору виливниць та виключенні випадків приварювання зливків до виливниць. Металічна пробка - основа, що встановлюється у донний отвір виливниці, є частиною форми, у яку заливається рідкий вогнетривкий бетон. Об'єм пробки 5-15 % від об'єму донного отвору виливниці забезпечує необхідну механічну міцність пробки - основи при оптимальній витраті металу на її виготовлення. Вогнетривкість бетону в межах 1,05 1,25Tрозл. , де: Tрозл. - температура металу, що розливається,°С, зумовлена економічною доцільністю. При використанні бетону з вогнетривкіс105Tрозл. , тю менш ніж спостерігається надмірне зношення бетонної частини комбінованої пробки. Використання бетону з вогнетривкістю більш ніж 125Tрозл. , потребує застосування більш дорогих його марок. Як у одному, так і в іншому випадку відбувається необґрунтоване збільшення витрат. Наявність у металічній пробці - основі як мінімум двох випарних отворів діаметром 6-12 мм забезпечує задовільні умови видалення вологи з бетону під час його сушіння. Оснащення пробки - основи як мінімум двома V- подібними з'єднувачами з боку, який контактує з вогнетривким бетоном, забезпечує задовільне зчеплення двох частин комбінованої пробки. Нижче наведено приклад конкретного застосування способу підготування глуходонної виливниці до лиття зливків зверху, що не виключає інші варіанти у межах формули корисної моделі. 4 Приклад. Перед введенням до експлуатації нової глуходонної виливниці типу С-8 у її донний 3 отвір, який має об'єм 0,016м , встановлювали 3 пробку - основу об'ємом 0,0021 м . Пробка - основа мала 4 випарні отвори діаметром 8 мм и 2 Vподібні з'єднувача з боку, який контактує з вогнетривким бетоном. Після цього замішували на воді вогнетривкий бетон і заповнювали ним об'єм донного отвору виливниці, що залишився після встановлення пробки - основи. Вогнетривкість бетону становила 1800 °С. Після застигання бетон висушували одночасно з проведенням низькотемпературного відпалювання (штучного старіння) виливниці. Перед подаванням під налив на верхню частину виливниці встановлювали надставку. Усі роботи виконувались за допомогою існуючого у дворі виливниць крана вантажопідйомністю 20 тон. У підготовлену виливницю розливали сталь марки 3ПС, яку виплавляли у кисневому конвертері. Температура сталі під час розливання становила 1560 °С. Після витримування зливок у виливниці транспортували в стриперне відділення, де знімали з нього надставку та виймали зливок із виливниці. У процесі експлуатації виливниця витримала 63 наливи, було розлито 535,5 тон сталі за ДСТУ 2651-94. При цьому повна або часткова заміна (ремонт) комбінованої пробки не здійснювалась. Випадків підтікання металу під пробку не зафіксовано. Із наведеного вище прикладу можна зробити висновок про те, що запропонований спосіб може бути впроваджений у промислове виробництво на існуючому металургійному устаткуванні. При подальших підготуваннях потягів із візків з виливницями (17 глуходонних виливниць типу С-8 на потяг) за способом прототипу, які здійснювались для порівняння із запропонованим способом, були отримані більші значення тривалості підготування потягів та витрати металічних пробок. При застосуванні запропонованого способу була зменшена собівартість зливків (таблиця). Таблиця. Показники, які були досягнуті при підготуванні потягів згідно з технологією прототипу та запропонованого способу. Показники Одиниця виміру Технологія Запропонований спосіб Тривалість підготування потягу Витрата вогнетривкого бетону Витрата металічних пробок Зменшення собівартості зливків Кількість зливків з підтіканням металу під пробку хвилини кг/т сталі кг/т сталі % Прототип 204 7,05 153 0,088 0,0467 (витрата пробок - основ) 1,37 % 2,84 0 5 Джерела інформації: 1. Воскобойников В. Г., Кудрин В. А., Якушев A. M. Общая металлургия: Учебник для вузов - 4-е изд., перераб. и доп. - М.: «Металлургия», 1985. 383 с. Комп’ютерна верстка Д. Шеверун 67108 6 2. Струговщиков Д. П. Разливка стали, Государственное научно-техническое издательство литературы по чѐрной и цветной металлургии, Свердловское отделение, Свердловск, 1956, с. 7879. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of closed-bottom mold for top casting
Автори англійськоюParenchuk Ihor Valeriiovych, Belov Borys Fedorovych
Назва патенту російськоюСпособ подготовки глуходонной изложницы к литью слитков сверху
Автори російськоюПаренчук Игорь Валерьевич, Белов Борис Федорович
МПК / Мітки
МПК: B22D 7/06
Мітки: зверху, підготування, зливків, виливниці, спосіб, лиття, глуходонної
Код посилання
<a href="https://ua.patents.su/3-67108-sposib-pidgotuvannya-glukhodonno-vilivnici-do-littya-zlivkiv-zverkhu.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготування глуходонної виливниці до лиття зливків зверху</a>
Спосіб футерівки виливниці для відцентрового лиття
Номер патенту: 68290
Опубліковано: 15.07.2004
Автор: Малих Сергій Вікторович
МПК: B22D 13/02
Мітки: футерівки, відцентрового, виливниці, лиття, спосіб
Формула / Реферат:
Спосіб футерівки виливниці для відцентрового лиття, який включає виготовлення футерівки з впливом на неї газу та використанням зв'язуючого, послідовний розподіл сипучої наповнюючої та облицювальної суміші всередині підогрітої обертаної виливниці, який відрізняється тим, що виготовлення футерівки з впливом на неї газу та використанням зв'язуючого проводять всередині підігрітої обертаної виливниці, при цьому газом вирівнюють поверхню сипучої...
Спосіб розливу сталі в глуходонні виливниці

Номер патенту: 6239
Опубліковано: 15.04.2005
Автори: Харченко Андрій Олександрович, Рощенко Федір Петрович, Шеремет Володимир Олександрович, ТРОЩІЙ Сергій Володимирович, Куленко Анатолій Семенович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович
МПК: B22D 7/12
Мітки: глуходонні, розливу, сталі, спосіб, виливниці
Формула / Реферат:
1. Спосіб розливу сталі в глуходонні виливниці, який включає розміщення у виливницях перед заливанням металу пробок із кремнеземисто-вуглецевого сплаву, виконаних у формі зрізаного конуса з фланцем з боку більшої основи, який відрізняється тим, що захисний шар з боку більшої основи виконують із металевої стружки й корундовмісних матеріалів на зв'язуючому з рідкого скла й прискорювача твердіння.2. Спосіб за п.1, який відрізняється тим,...
Спосіб одержання крупних зливків
Номер патенту: 47732
Опубліковано: 25.02.2010
Автори: Зайка Володимир Якович, Полторацький Андрій Валентинович, Вовницька Тетяна Борисівна, Іванова Алла Миколаївна, Балашов Ігор Аркадійович, Каревський Роман Петрович, Ландік Ірина Володимирівна
МПК: B22C 11/00
Мітки: зливків, спосіб, одержання, крупних
Формула / Реферат:
Спосіб одержання крупних зливків, що включає заливку рідкого металу зверху шляхом направленого твердіння металу, що заливається, від центру до периферії зливка, який відрізняється тим, що одночасно із заливкою металу у виливницю подають зверху по центру виливниці кулі діаметром 25-50 мм, в об'ємі від 5 до 10 % від об'єму рідкого металу, що заливається, причому подачу куль починають здійснювати по заповненню виливниці рідким металом на...
Спосіб лиття зливків титанових сплавів
Номер патенту: 4069
Опубліковано: 15.12.2004
Автори: Ільченко Михайло Юхимович, Чайка Микола Васильович, ДЕРЕЧА Олександр Якович, Мокеєв Юрій Геннадійович, Смітюх Григорій Євдокимович, Згуровський Михайло Захарович, Собко-Нестерук Ольга Явдокимівна
Мітки: спосіб, титанових, сплавів, лиття, зливків
Формула / Реферат:
1. Спосіб лиття зливків титанових сплавів, який включає подачу титанової сировини, плавлення її електронними променями в проміжну ємність, перелив рідкого металу в кристалізатор та формування зливка в ньому неперервним витягуванням, який відрізняється тим, що швидкість витягування зливків періодично змінюють від „нуля” до „заданої” через рівні проміжки часу, а в перервах між витягуваннями здійснюють перелив рідкого металу в кристалізатор,...
Спосіб експлуатування розширеної догори виливниці
Номер патенту: 65972
Опубліковано: 15.04.2004
Автор: Шеремет Володимир Олександрович
МПК: B22D 7/06
Мітки: експлуатування, спосіб, розширеної, догори, виливниці
Формула / Реферат:
Спосіб експлуатування розширеної догори виливниці, за яким виливницю установлюють на піддон, заливають у виливницю рідкий метал, а після його затвердіння здійснюють стриперування, який відрізняється тим, що виливницю на піддон установлюють розширеною частиною донизу, а заливання металу здійснюють через отвір у донній частині виливниці.
Попередній патент: Спосіб діагностики метаболічного синдрому
Наступний патент: Спосіб лиття сталевих зливків зверху
Випадковий патент: Спосіб визначення масового викиду речовин, що забруднюють атмосферу, з газотурбінної установки