Спосіб розливу сталі в глуходонні виливниці
Номер патенту: 6239
Опубліковано: 15.04.2005
Автори: ТРОЩІЙ Сергій Володимирович, Кекух Анатолій Володимирович, Куленко Анатолій Семенович, Шеремет Володимир Олександрович, Рощенко Федір Петрович, Харченко Андрій Олександрович, Сокуренко Анатолій Валентинович

Формула / Реферат
1. Спосіб розливу сталі в глуходонні виливниці, який включає розміщення у виливницях перед заливанням металу пробок із кремнеземисто-вуглецевого сплаву, виконаних у формі зрізаного конуса з фланцем з боку більшої основи, який відрізняється тим, що захисний шар з боку більшої основи виконують із металевої стружки й корундовмісних матеріалів на зв'язуючому з рідкого скла й прискорювача твердіння.
2. Спосіб за п.1, який відрізняється тим, що як прискорювач твердіння застосовують кремнефтористий натрій або форміат кальцію, або укрбеліт.
Текст
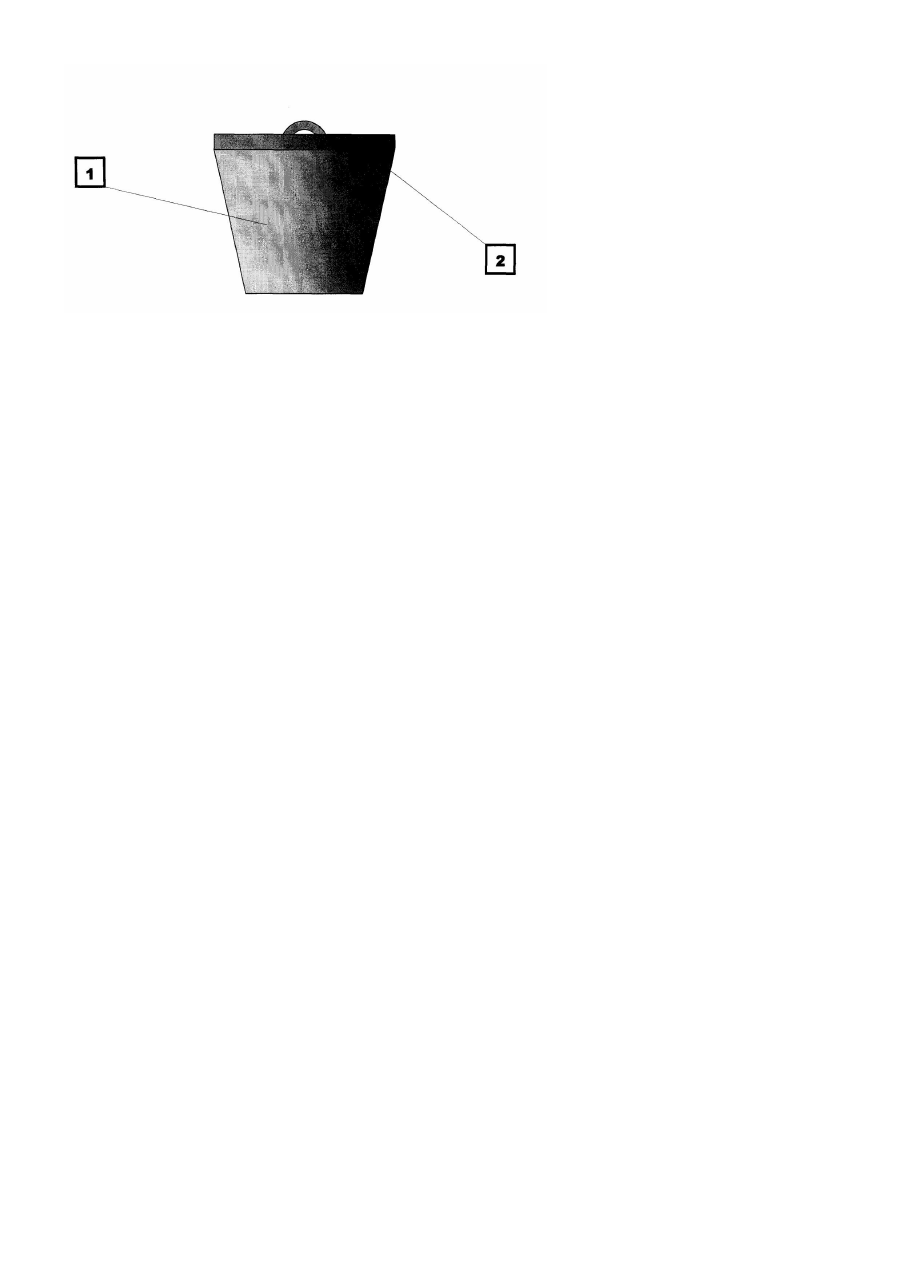
Корисна модель відноситься до галузі металургійної промисловості, зокрема, до сталеплавильного виробництва, і може бути використаний при розливу сталі в глухо донні виливниці. Відомий спосіб розливу сталі у глуходонні виливниці, що включає розміщення у виливницях перед заливанням металу пробок, виконаних зі сталі у формі зрізаного конуса із фланцем з боку більшої основи [Див., наприклад, Авторське свідоцтво СРСР № 1507525, МКИ В 22 Д 7/12, опубл. 15.09.89 р, бюл. .№ 34]. Недоліком даного технічного рішення є низька техніко-економічна ефективність виробництва сталі, обумовлена високою металоємністю пробки, повним приварюванням її до зливка й плівкоутворення в донної частини зливка. Найбільш близьким технічним рішенням, обраним як прототип, є спосіб розливу сталі в глуходонні виливниці, який включає розміщення у виливницях перед заливанням металу пробок, виконаних у формі зрізаного конуса із фланцем із боку більшої основи, при цьому пробки у формі зрізаного конуса відливають із кремнеземистовуглецевого сплаву, що містить 68-72 % кремнезему, 27-31 % вуглецю, інше - домішки, а фланець із боку більшої основи виконують просіченим, наприклад, у вигляді променів, виготовлених зі сталевого арматурного прокату діаметром 12-18 мм і крім цього пробки у формі зрізаного конуса постачають анкерною петлею, виготовленої зі сталевого арматурного прокату діаметром 12-18 мм у вигляді півкола, розташовуваної в центрі більшої основи зрізаного конуса перпендикулярно основі. [Див., наприклад, Деклараційний патент України № 68773 А, МПК7 В 22 Д 7/12, опубл. 16.08.2004р. бюл. № 8, 2004 р.]. Недоліком даного технічного рішення є низька техніко-економічна ефективність виробництва сталі, обумовлена високою металоємністю пробки, частковим приварюванням її до зливка й плівкоутворенням у донної частини зливка. Даний спосіб розливу сталі в глуходонні виливниці по технічній сутності й ефекту, що досягається, є найбільш близьким до технічного рішення, що заявляється. В основу корисної моделі поставлено задачу вдосконалення способу розливу сталі в глуходонні виливниці шляхом зниження металоємності пробки й запобігання приварюванню її до зливка, знизити собівартість використання пробок у сталеплавильному виробництві. Очікуваним технічним результатом пропонованого винаходу є збільшення техніко-економічної ефективності виробництва сталі шляхом зниження металоємності пробок і запобігання приварюванню їх до зливка. Зазначений технічний результат досягається тим, що в способі розливу сталі в глуходонні виливниці, який включає розміщення у виливницях перед заливанням металу пробок із кремнеземисто-вуглецевого сплаву, виконаних у формі зрізаного конуса із захисним шаром із боку більшої основи, згідно корисної моделі: - захисний шар із боку більшої основи виконують із металевої стружки й корундовмістких матеріалів на зв’язуючому з рідкого скла й прискорювача твердіння; - як прискорювач твердіння застосовують кремне-фтористий натрій, або форміат кальцію, або укрбеліт. Суть технічного рішення, що заявляє, полягає в наступному. При виготовленні пробок у формі зрізаного конуса із кремнеземисто-вуглецевого сплаву, що містить 68-72 % кремнезему, 27-31 % вуглецю, інше -домішки, із захисним шаром із боку більшої основи з металевої стружки й корундовмістких матеріалів на зв’язуючому з рідкого скла й прискорювача твердіння значно зменшується металоємність пробок і запобігає приварюванню їх до злитка. Це веде до зниження собівартості виготовлення пробки, до збільшення виходу придатного й, відповідно, до підвищення техніко-економічної ефективності виробництва сталі, тобто до досягнення поставленого в корисної моделі технічного результату. На кресленні зображена конкретно виготовлена пробка для глуходонних виливниць відповідно до технічного рішення, що заявляє. Пробка складається з зрізаного конуса 1 і захисного шару 2 із боку більшої основи з металевої стружки (30-35 %), корундовмістких матеріалів (50-60%) на зв’язуючому з рідкого скла (6-8 %) і прискорювача твердіння (2-3 %). Висота пробки 140 мм, діаметр більшої основи - 350 мм, меншого - 285 мм. Верхня частина пробки постачена захисним шаром, діаметр якого дорівнює 350 мм, а висота - 40 мм. Матеріал, з якого виготовляється захисний шар , дозволить забезпечити термічну та механічну стійкість тіла пробки, приварювання кремнеземисто-вуглецевої пробки до донної частини зливка при розливу рідкої сталі й, як наслідок, вихід пробки з посадкового місця разом зі зливком у стриперному відділенні. У випадку, якщо пробка приварилася до посадкового місця у виливниці, при стриперуванні відбувається руйнування пробки, тому що частина пробки у вигляді захисного шару та анкерної петлі надійно приварюється до донної частини злитка. Захисний шар у верхній частині пробки затримує струмінь металу й тим самим охороняє стінки виливниць від влучення на них бризг металу й надійно закріплюють пробку в донної частини зливка. На ВАТ «Криворіжсталь» у цеху підготовки составів (ЦПС) випробуване застосування кремнеземистовуглецевих пробок, постачених захисним шаром з боку більшої основи з металевої стружки, корундовмістких матеріалів на зв’язуючому з рідкого скла й прискорювача твердіння. При розливу дванадцяти плавок у глуходонні розширені догори виливниці із суцільнометалевими прибутковими надставками відлито понад 40 експериментальних зливків. Експериментальне встановлено, що іскріння металу не перевищувало середньоплавкових значень, поверхня головної частини зливків після кристалізації рівна або злегка опукла без поривів і напливів металу. Аналіз результатів макроконтролю показав, що крапкова неоднорідність, центральна пористість, лікваційний квадрат, плямиста ліквація на досвідчених і порівняльних зливках мають практично однакові характеристики.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of steel casting into closed-bottom mould
Автори англійськоюSokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Troschii Sergii Volodymyrovych, Kharchenko Andrii Oleksandrovych
Назва патенту російськоюСпособ разлива стали в глуходонные изложницы
Автори російськоюСокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Кэкух Анатолий Владимирович, Трощий Сергей Владимирович, Харченко Андрей Александрович
МПК / Мітки
МПК: B22D 7/12
Мітки: спосіб, виливниці, розливу, сталі, глуходонні
Код посилання
<a href="https://ua.patents.su/2-6239-sposib-rozlivu-stali-v-glukhodonni-vilivnici.html" target="_blank" rel="follow" title="База патентів України">Спосіб розливу сталі в глуходонні виливниці</a>
Спосіб розливу сталі у глуходонні виливниці

Номер патенту: 68773
Опубліковано: 16.08.2004
Автори: Куленко Анатолій Семенович, Харченко Андрій Олександрович, Сокуренко Анатолій Валентинович, ТРОЩІЙ Сергій Володимирович, Кекух Анатолій Володимирович, Крамаренко Ігор Павлович, Шеремет Володимир Олександрович
МПК: B22D 7/12
Мітки: розливу, глуходонні, спосіб, виливниці, сталі
Формула / Реферат:
1. Спосіб розливу сталі у глуходонні виливниці, що включає розміщення у виливницях перед заливанням металу пробок, виконаних у формі усіченого конуса з фланцем з боку більшої основи, який відрізняється тим, що пробки у формі усіченого конуса відливають із кремнеземисто-вуглецевого сплаву, що містить 68-72 % кремнезему, 27-31 % вуглецю, решта - домішки.2. Спосіб за п. 1, який відрізняється тим, що фланець з боку більшої основи виконують...
Спосіб розливу сталі зверху
Номер патенту: 30236
Опубліковано: 15.11.2000
Автори: Миронова Ольга Юріївна, Воробйов Геннадій Михайлович, Воробйова Ольга Геннадіївна, Данилова Олена Валентинівна, Большаков Володимир Іванович, Якін Михайло Миколайович, Хоменко Юрій Іванович, Изатулин Геннадій Зинадович
МПК: B22D 7/00
Мітки: сталі, розливу, зверху, спосіб
Формула / Реферат:
Спосіб розливу сталі зверху, який включає в себе використання захисних пристроїв з листової сталі, який відрізняється тим, що захисні пристрої виконують у вигляді циліндричної металевої ємності з пласким дном, яку заповнюють кусковою листовою сталлю в кількості 0,02...0,05% маси зливка з привареною до плаского дна ємності центральною штангою масою 0,05...0,1% маси зливка, яку виготовляють у вигляді пакета зі штаб листової сталі, причому до...
Спосіб розливу сталі зверху

Номер патенту: 30282
Опубліковано: 15.11.2000
Автори: Миронова Ольга Юріївна, Большаков Володимир Іванович, Воробйов Геннадій Михайлович, Воробйова Ольга Геннадіївна, Воробйова Оксана Петрівна
МПК: B22D 7/00
Мітки: зверху, сталі, спосіб, розливу
Формула / Реферат:
Спосіб розливу сталі зверху, який містить в собі використання захисних пристроїв з листової сталі, які розташовуються на піддоні та всередині виливниць перед заливанням сталі, який відрізняється тим, що захисні пристрої виконують у вигляді циліндричної металевої ємності з пласким дном, яку заповнюють кусковою листовою сталлю в кількості 0,02...0,05% маси зливка з привареними трьома штангами, кожна масою 0,05...0,1% маси зливка, які...
Спосіб розливу сталі

Номер патенту: 69574
Опубліковано: 15.09.2004
Автори: Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, ТРОЩІЙ Сергій Володимирович, Сокуренко Анатолій Валентинович
МПК: B22D 7/00
Формула / Реферат:
1. Спосіб розливу сталі зверху в виливниці з піддоном, що включає розміщення на піддоні захисного елемента, який відрізняється тим, що як останній використовують металовідходи.2. Спосіб за п. 1, який відрізняється тим, що як металовідходи використовують прутки арматури чи дроту діаметром не більше 12 мм в кількості 2 кг на 1 тонну сталі.3. Спосіб за п. 1, який відрізняється тим, що як металовідходи використовують чавунну стружку...
Спосіб розливу сталі зверху
Номер патенту: 30753
Опубліковано: 15.12.2000
Автори: Могильний Олександр Петрович, Данилова Олена Валентинівна, Гізатулін Геннадій Зинадович, Якін Михайло Миколайович, Большаков Володимир Іванович, Шебаніц Єдуард Миколайович, Налча Георгій Іванович, Воробйов Геннадій Михайлович, Воробйова Ольга Геннадіївна, Миронова Ольга Юріївна
МПК: B22D 7/00
Мітки: сталі, зверху, спосіб, розливу
Формула / Реферат:
Спосіб розливу сталі зверху, який містить в собі розміщення перед заливанням металу на піддоні всередині порожнини кожної виливниці металевого кускового матеріалу, який відрізняється тим, що металевий кусковий матеріал у вигляді листової обрізі розташовують у виїмках, які утворюються на піддонах при експлуатації виливниць, з заповненням виїмок до рівня поверхні піддона, а потім всередині циліндричного манжета, виготовленого з листового...
Попередній патент: Спосіб агломераційної переробки замасленої прокатної окалини
Наступний патент: Корок для закупорювання рідин “ко”
Випадковий патент: Спосіб охорони гірничої виробки