Спосіб лиття сталевих зливків зверху
Номер патенту: 67109
Опубліковано: 10.02.2012


Формула / Реферат
1. Спосіб лиття сталевих зливків зверху, при якому виливницю заповнюють металом, здійснюють охолоджування не перекритої стінками виливниці головної частини зливка за допомогою встановлених у верхній частині виливниці до початку заповнювання її металом відвідних теплоелементів, витримують метал до твердіння і витягають зливок з виливниці, який відрізняється тим, що одразу після заповнювання металом головної частини зливка, охолоджування центральної ділянки його верхньої грані здійснюють шляхом введення фракціонованих охолоджувачів, які мають залізну основу, з вагою окремої частки 0,010-0,050 кг і температурою плавлення ![]() , де
, де ![]() - температура ліквідусу для марки сталі, що розливається, °С.
- температура ліквідусу для марки сталі, що розливається, °С.
2. Спосіб за п. 1, який відрізняється тим, що витрата фракціонованих охолоджувачів обчислюється наступним чином:
![]() ,
,
де: ![]() - маса головної частини зливка, кг;
- маса головної частини зливка, кг;
![]() - маса відвідних теплоелементів, кг;
- маса відвідних теплоелементів, кг;
![]() - емпіричний коефіцієнт, який враховує долю рідкої фази у головній частині зливка після її заповнювання металом і визначається експериментально, безрозмірна.
- емпіричний коефіцієнт, який враховує долю рідкої фази у головній частині зливка після її заповнювання металом і визначається експериментально, безрозмірна.
Текст
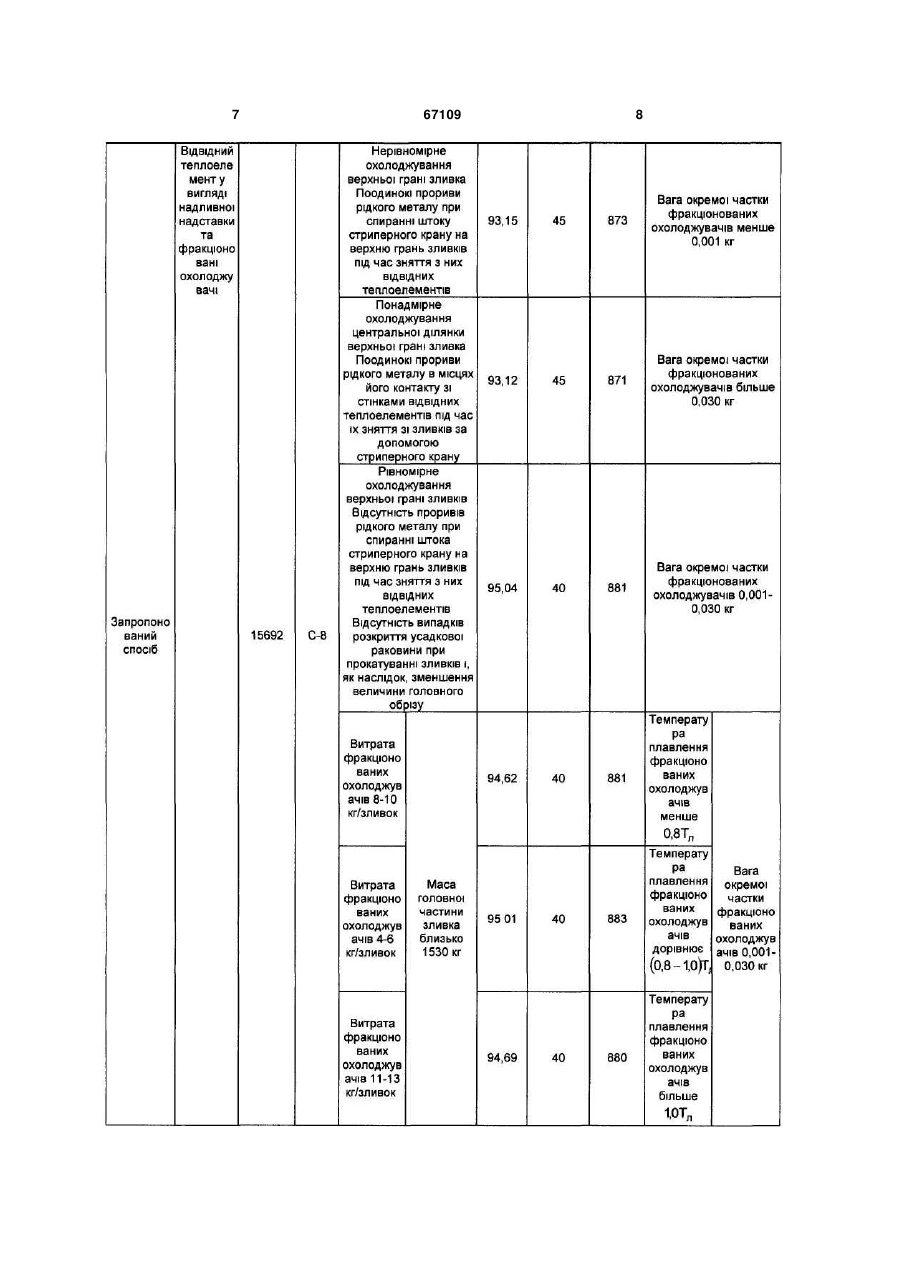
1. Спосіб лиття сталевих зливків зверху, при якому виливницю заповнюють металом, здійснюють охолоджування не перекритої стінками виливниці головної частини зливка за допомогою встановлених у верхній частині виливниці до початку заповнювання її металом відвідних теплоелементів, витримують метал до твердіння і витягають зливок з виливниці, який відрізняється тим, що одразу після заповнювання металом головної частини зливка, охолоджування центральної ділянки його верхньої грані здійснюють шляхом введення фракціонованих охолоджувачів, які мають залізну основу, з вагою окремої частки 0,010-0,050 кг і температурою плавлення 0,8 10Tл , де Tл - те, мпература ліквідусу для марки сталі, що розливається, °С. 2. Спосіб за п. 1, який відрізняється тим, що витрата фракціонованих охолоджувачів обчислюється наступним чином: B Мгол. / МВ.Т.Е. К , Корисна модель належить до чорної металургії й може бути використана для лиття сталевих зливків у виливниці. За відомим способом лиття зливків /1/ заповнюють виливниці рідким металом, здійснюють примусове охолоджування головної частини зливка шляхом подавання на дзеркало металу води й витягають зливок з виливниці. При застосуванні цього способу відбувається інтенсивне пароутворення, що погіршує екологічні умови праці персоналу та фізичний стан кранового обладнання, особливо у зимовий період року. Окрім того, безпосередній контакт води з рідким металом суперечить правилам безпеки, які прийняті у металургійній промисловості. Найбільш близьким за сукупністю ознак є спосіб лиття зливків /2/, за яким виливницю заповнюють металом, охолоджують головну частину зливка, витримують метал до твердіння і витягають зливок з виливниці. Для охолоджування головної частини зливка використовуються відвідні теплоелементи. Під час контактування з відводильними теплоелементами метал приймає форму їх поверхні. При розливанні металу зверху верхня грань зливка або значна її центральна частина за визна ченням повинна бути відкрита, щоб не заважати струменю металу потрапляти до виливниці. Тому, використання відвідних теплоелементів у даному випадку забезпечує задовільне охолоджування тільки чотирьох з п'яти граней головної частини зливка. Верхня грань зливка охолоджується тільки в місцях безпосереднього контакту порцій металу зі стінками відвідних теплоелементів (нерівномірне охолоджування), тоді як найбільш важливою для охолоджування ділянкою верхньої грані зливка є центральна її частина, оскільки саме у цій області утворюється усадкова раковина, розміри якої та її місцезнаходження зумовлюють величину виходу придатного металу. Таким чином, нерівномірне охолоджування верхньої грані зливка є недоліком цього способу. Нерівномірне охолоджування верхньої грані зливка не дозволяє відносно швидко отримувати достатньо товстий шар металу на цій ділянці. Ця обставина потребує значного за часом витримування зливків перед їх стриперуванням, оскільки при більш ранньому зніманні відвідного теплоелемента шток стриперного крану протискує шар скристалованого металу, коли спирається на центральну частину верхньої грані зливка. Відносно великий час від розливання до стриперування де: Мгол. - маса головної частини зливка, кг; МВ.Т.Е. - маса відвідних теплоелементів, кг; (19) UA (11) 67109 (13) U К - емпіричний коефіцієнт, який враховує долю рідкої фази у головній частині зливка після її заповнювання металом і визначається експериментально, безрозмірна. 3 зливків, що спричиняє додаткові енергетичні витрати при їх нагріванні під прокатування, також є недоліком цього способу. В основу корисної моделі поставлено задачу удосконалення способу лиття зливків за рахунок здійснення рівномірного охолоджування їх верхньої грані, що забезпечує підвищення виходу придатної сталі при супутньому зниженні витрат енергоносіїв. Задача, яка ставиться, вирішується тим, що у відомому способі лиття зливків, за яким виливницю заповнюють металом, здійснюють охолоджування не перекритої стінками виливниці головної частини зливка за допомогою встановлених у верхній частині виливниці до початку заповнювання її металом відвідних теплоелементів, витримують метал до твердіння і витягають зливок з виливниці, відповідно до корисної моделі, одразу після заповнювання металом головної частини зливка охолоджування центральної ділянки його верхньої грані здійснюють шляхом введення фракціонованих охолоджувачів, які мають залізну основу, з вагою окремої частки 0,010-0,050 кг і температу0,8 1,0Tл , де Tл -температура рою плавлення ліквідусу для марки сталі, що розливається, °С. При цьому витрата фракціонованих охолоджувачів обчислюється наступним чином: B Мгол. / МВ.Т.Е. К , де: Мгол. - маса головної частини зливка, кг; МВ.Т.Е. - маса відвідних теплоелементів, кг; К - емпіричний коефіцієнт, який враховує долю рідкої фази у головній частині зливка після її заповнювання металом і визначається експериментально, безрозмірна. Введення фракціонованих охолоджувачів треба здійснювати одразу після заповнювання металом головної частини зливка. Це забезпечує можливість занурення фракціонованих охолоджувачів у рідкий метал і утворення „здорового" та рівномірного шару скристалованого металу потрібної товщини. Остання обставина виключає випадки розкриття усадкової раковини при подальшому прокатуванні зливків і, як наслідок, сприяє підвищенню виходу придатного металу. Рівномірне охолоджування верхньої грані зливка забезпечується за рахунок нагріву та розплавлення введених на центральну ділянку його верхньої грані фракціонованих охолоджувачів. Використання фракціонованих охолоджувачів з вагою окремих часток менш ніж 0,010 кг не забезпечує оптимальну глибину їх занурення у розплав, в наслідок чого не утворюється необхідна товщина шару скристалованого металу. Коли вага окремої частки фракціонованих охолоджувачів більше ніж 0,050 кг, це призводить до надмірного їх занурення у розплав, утворенню нерівномірного за товщиною шару із скристалованого металу. Різнотовщинність шару скристалованої сталі може стати причиною проривання металу в місцях його контакту зі стінками відвідних теплоелементів, де умови охолоджування у даному випадку будуть гіршими. При подальшому прокату 67109 4 ванні таких зливків мають місце випадки розкриття усадкової раковини, зменшується вихід придатного металу. Використання фракціонованих охолоджувачів, які мають залізну основу, дозволяє утилізувати відходи металообробки, розливання металу тощо. Метал фракціонованих охолоджувачів потрапляє у плавильний агрегат разом із головною обріззю, яка утворюється при прокатуванні зливків. Якщо температура плавлення фракціонованих , охолоджувачів не дорівнює значенню 0,8 10Tл для марки сталі, що розливається, це призводить до надмірної їх витрати за рахунок наступних обставин. Фракціоновані охолоджувачі з температурою , плавлення менше значення 10 Tл для марки сталі, що розливається, мають недостатню теплоємність. Використання фракціонованих охолоджувачів з температурою плавлення більше значення 10 Tл для марки сталі, що розливається, забезпе, чує охолоджування металу тільки за рахунок їх фізичного нагріву. Треба зазначити, що застосування запропонованого способу потребує врахування співвідношення маси головної частини зливка та маси відвідних теплоелементів, виходячи з якого обчислюється витрата фракціонованих охолоджувачів у зв'язку із супутніми технологічними обставинами: з якою швидкістю розливається метал, яка температура розливання тощо. Ці технологічні обставини враховуються за допомогою застосування емпіричного коефіцієнту, який визначається експериментально для конкретних умов розливання. Нижче наведено приклад конкретного застосування способу лиття зливків зверху, що не виключає інші варіанти у межах формули корисної моделі. Приклад. Сталь 5ПС (температура ліквідусу - 1502 °С) виплавляли у кисневому конвертері місткістю 160 тон. До початку зливу металу з конвертера готували потяг з візків для розливання, встановлювали на них виливниці типу С-8, які поширені у верхній частині. На верхню частину всіх виливниць встановлювали відводильний тепло елемент у вигляді надливної надставки, маса якого становила 1240 кг. Після позапічної обробки здійснювали розливання металу у виливниці за допомогою крану вантажопідйомністю 200/50/16, маса металу у відвідному теплоелементі становила 1530 кг. Одразу після заповнювання виливниці металом присаджували у центральну частину верхньої грані зливка 4,5 кг чавунної стружки (відходи виробництва виливниць) за допомогою мірної ємності (температура плавлення чавуну 1220 °С). Вага окремих часток чавунної стружки становила 0,0120,028 кг. Після витримки на протязі 3 хвилин потяг зі зливками у виливницях транспортували у відділення роздягання зливків, де здійснювали їх стриперування. Час від кінця розливання до стриперування зливків становив 40 хвилин. Температура посаду зливків становила 885 °С. 5 При цих умовах витрата чавунної стружки обчислювалась наступним чином: B 1530/ 12405,552 4,5 кг. Із вищенаведеного прикладу можна зробити висновок про те, що запропонований спосіб може бути впроваджений у промислове виробництво на 67109 6 існуючому металургійному устаткуванні при застосуванні відомих матеріалів. При розливаннях металу за способами аналога та прототипу, які здійснювались для порівняння із запропонованим способом, були отримані менші значення виходу придатного металу та температури посаду зливків (таблиця). 7 67109 8 9 Джерела інформації: 1. Ефимов В. А. Стальной слиток (разливка стали и формирование).- М.: Государственное Комп’ютерна верстка І. Скворцова 67109 10 научно-техническое издательство литературы по чѐрной и цветной металлургии, 1961. - 349 с. 2. Патент України № 30760, кл. В22Б 7/06, 2002. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of top casting steel ingots
Автори англійськоюParenchuk Ihor Valeriiovych, Belov Borys Fedorovych
Назва патенту російськоюСпособ литья стальных слитков сверху
Автори російськоюПаренчук Игорь Валерьевич, Белов Борис Федорович
МПК / Мітки
МПК: B22D 7/06
Мітки: зливків, спосіб, сталевих, лиття, зверху
Код посилання
<a href="https://ua.patents.su/5-67109-sposib-littya-stalevikh-zlivkiv-zverkhu.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття сталевих зливків зверху</a>
Спосіб підготування глуходонної виливниці до лиття зливків зверху
Номер патенту: 67108
Опубліковано: 10.02.2012
Автори: Паренчук Ігор Валерійович, Бєлов Борис Федорович
МПК: B22D 7/06
Мітки: підготування, виливниці, зливків, глуходонної, спосіб, лиття, зверху
Формула / Реферат:
1. Спосіб підготування глуходонної виливниці до лиття зливків зверху, згідно з яким встановлюють металічну пробку у донний отвір виливниці та надставку, який відрізняється тим, що перед введенням виливниці до експлуатації у її донний отвір встановлюють металічну пробку - основу, яка займає 5-15 % об'єму донного отвору виливниці, після чого об'єм, що залишився, з боку внутрішньої порожнечі виливниці заповнюють рідким вогнетривким бетоном,...
Спосіб одержання сталевих зливків
Номер патенту: 58376
Опубліковано: 15.07.2003
Автори: Шевченко Тарас Григорович, Бросєв Олександр Олександрович, Пісмарьов Костянтин Євгенович, Дворядкін Борис Олександрович, Лук'янов Олександр Вікторович
МПК: B22D 7/00
Мітки: спосіб, сталевих, зливків, одержання
Формула / Реферат:
Спосіб одержання сталевих зливків, що включає обробку металу у ковші, введення теплоізолюючої суміші в виливницю, розливання металу і витримування його в виливницях під теплоізолюючою сумішшю, який відрізняється тим, що в центральну частину зливка під теплоізолюючу суміш через 10 - 50 хвилин після заповнення виливниці металом вводять додаткову порцію металу і заповнюють ним усадочну раковину і підусадочну пористість, що утворилися, при цьому...
Спосіб оплавлення поверхні плоских зливків
Номер патенту: 76526
Опубліковано: 15.08.2006
Автори: Березос Володимир Олександрович, Жук Геннадій Віліорович, Пікулін Олександр Миколайович, Северин Андрій Юрійович, ТРИГУБ Микола Петрович
МПК: C21C 5/56
Мітки: плоских, спосіб, зливків, оплавлення, поверхні
Формула / Реферат:
Спосіб оплавлення поверхні плоских зливків, який включає нагрівання зливка електронними променями шляхом їх розгортання по поверхні зливка, формування ванни рідкого металу та її переміщування по поверхні зливка, який відрізняється тим, що переміщування ванни рідкого металу здійснюють шляхом переміщування електронних променів вздовж довгої грані зливка, причому довжина ванни дорівнює ширині зливка, при цьому плоский зливок має можливість...
Спосіб одержання крупних зливків
Номер патенту: 47732
Опубліковано: 25.02.2010
Автори: Балашов Ігор Аркадійович, Зайка Володимир Якович, Ландік Ірина Володимирівна, Вовницька Тетяна Борисівна, Іванова Алла Миколаївна, Каревський Роман Петрович, Полторацький Андрій Валентинович
МПК: B22C 11/00
Мітки: крупних, одержання, спосіб, зливків
Формула / Реферат:
Спосіб одержання крупних зливків, що включає заливку рідкого металу зверху шляхом направленого твердіння металу, що заливається, від центру до периферії зливка, який відрізняється тим, що одночасно із заливкою металу у виливницю подають зверху по центру виливниці кулі діаметром 25-50 мм, в об'ємі від 5 до 10 % від об'єму рідкого металу, що заливається, причому подачу куль починають здійснювати по заповненню виливниці рідким металом на...
Виливниця для виробництва сталевих зливків
Номер патенту: 77898
Опубліковано: 15.01.2007
Автори: Шебаніц Едуард Миколайович, Ірха Віктор Миколайович, Зайка Володимир Якович, Климанчук Владислав Владиславович, Лещенко Єгор Миколайович, Кармазін Андрій Вікторович, Бойко Володимир Семенович, Кохан Анатолій Омел'янович, Матвієнков Сергій Анатолійович
МПК: B22D 7/06
Мітки: виливниця, зливків, виробництва, сталевих
Формула / Реферат:
1. Виливниця для виробництва сталевих зливків, яка виготовлена з поперечними ребрами жорсткості на її зовнішній поверхні, яка відрізняється тим, що вказані поперечні ребра жорсткості, рівномірно розподілені по висоті виливниці по замкнутому контуру, поперемінно перетинаються, а їх висота складає 0,25 – 0,32 товщини корпусу виливниці.2. Виливниця за п. 1, яка відрізняється тим, що кут нахилу подовженої сторони поперечного ребра...
Попередній патент: Спосіб підготування глуходонної виливниці до лиття зливків зверху
Наступний патент: Спосіб одержання титанополімерного пігменту
Випадковий патент: Індуктор для магнітотерапії