Спосіб безперервного виготовлення струмовідводів для свинцево-кислотних акумуляторів
Номер патенту: 67345
Опубліковано: 15.03.2007
Автори: Скосар Вячеслав Юрійович, Анікеєв Євген Володимирович, Бурилов Сергій Володимирович, Дзензерський Віктор Олександрович, Незнанов Михайло Андрійович, Скосар Юрій Іванович
Формула / Реферат
Спосіб безперервного виготовлення струмовідводів для електродів намазного типу для свинцево-кислотних акумуляторів, при якому свинцевий розплав кристалізують за допомогою ливарного барабана у вигляді ґратчастої стрічки, одержану ґратчасту стрічку охолоджують і проводять механічну обробку, який відрізняється тим, що кристалізацію розплаву проводять на профільованій формотвірній стрічці, що пропускають зверху ливарного барабана, після виливки ґратчасту стрічку охолоджують до температури 65-80 °С та обтискують безпосередньо на профільованій формотвірній стрічці за рахунок її вигину, причому зменшення об'єму формотвірних порожнин профільованої формотвірної стрічки, перпендикулярних її осі, складає 3-4 %.
Текст
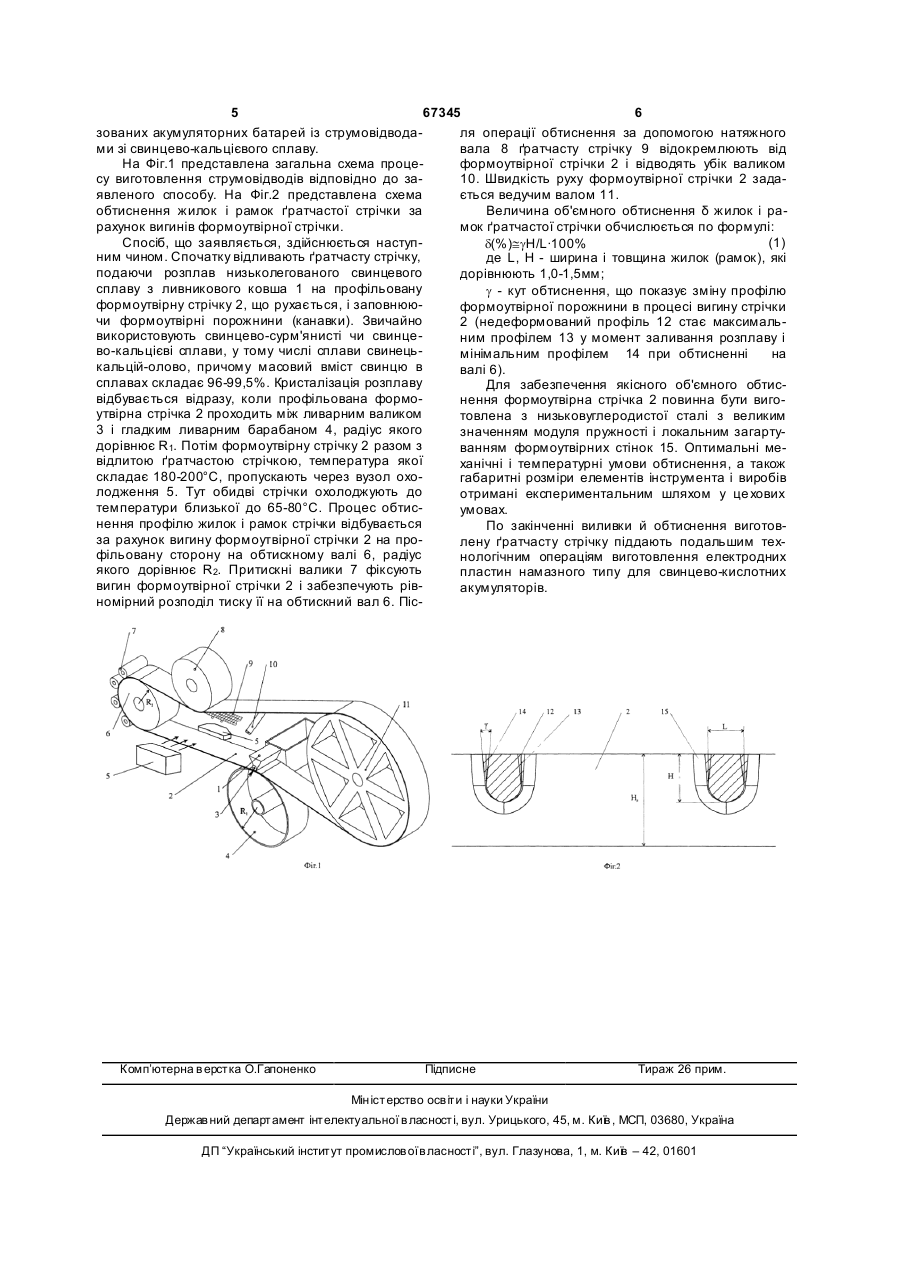
Спосіб безперервного виготовлення струмовідводів для електродів намазного типу для свинцево-кислотних акумуляторів, при якому свинцевий розплав кристалізують за допомогою ливарного барабана у вигляді ґратчастої стрічки, одержану ґратчасту стрічку охолоджують і проводять механічну обробку, який відрізняється тим, що кристалізацію розплаву проводять на профільованій формотвірній стрічці, що пропускають зверху ливарного барабана, після виливки ґратчасту стрічку охолоджують до температури 65-80°С та обтискують безпосередньо на профільованій формотвірній стрічці за рахунок її вигину, причому зменшення об'єму формотвірних порожнин профільованої формотвірної стрічки, перпендикулярних її осі, складає 3-4%. Винахід відноситься до електротехніки, а саме - до виробництва свинцево-кислотних акумуляторів і може знайти використання при їхньому виготовленні. На даний час у масовому виробництві електродних пластин намазного типу застосовують ґратчасті струмовідводи з низьколегованих свинцевих сплавів. Їх вигото вляють різними засобами. До найбільш розповсюджених відносяться, по-перше, гравітаційне лиття в кокілі, по-друге, лиття безперервної смуги (сляба) з наступною прокаткою і різнопрофільним перфоруванням, по-третє, безперервне лиття з кристалізацією між ливарними формами, одна з яких являє собою обертовий барабан. Усі перелічені способи мають безліч модифікацій. Найбільш продуктивним та економічним у даний час є спосіб безперервного лиття на обертовому профільованому барабані [Патент №4544014 США, МКИ 5 В22D11/06. Melane Jack В, S. Raymond L., Radar Robert R., Wirtz John O.; Wirtz Manufakturing Co. Inc.; Опубл. 01.10.85p. і Патент №4982482 США, МКИ 5 Η01Μ4/82. Wheadon Ellis G., Forrer Larry L.; Caltec International Inc.; Опубл. 08.01.91p.], що відноситься до третьої групи перелічених вище способів виготовлення струмовідводів. При такім У литті відразу формується ґратчаста стрічка з заданим малюнком комірок і струмовідводними вушками. Спосіб дозволяє використовувати сплави із широким діапазоном легуючих добавок. Однак виготовлена у такий спосіб ґратчаста стрічка має блокову дендритнокоміркову структур у з невисокою механічною та корозійною стійкістю. Крім того, не забезпечується сталість товщини стрічки, оскільки та частина її поверхні, що не стикається з барабаном, виходить нерівною і з безліччю дефектів. Зазначені недоліки знижують корозійну стійкість струмовідводів і скорочують термін служби акумуляторів. Найбільш близьким технічним рішенням, узятим як прототип, є спосіб безперервного виготовлення струмовідводів для електродів намазного типу для свинцево-кислотних акумуляторів зі сплавів свинець-кальцій-олово, при якому свинцевий розплав кристалізують за допомогою ливарного барабана у виді безперервної ґратчастої стрічки, отриману стрічку охолоджують і далі проводять механічну обробку, змінюючи її товщину [Next (19) UA (11) 67345 (13) C2 (21) 2003098131 (22) 01.09.2003 (24) 15.03.2007 (46) 15.03.2007, Бюл. № 3, 2007 р. (72) Дзензерський Віктор Олександрович, Скосар Юрій Іванович, Незнанов Михайло Андрійович, Анікеєв Євген Володимирович, Бурилов Сергій Володимирович, Скосар Вячеслав Юрійович (73) Дзензерський Віктор Олександрович, Скосар Юрій Іванович, Незнанов Михайло Андрійович, Анікеєв Євген Володимирович, Бурилов Сергій Володимирович, Скосар Вячеслав Юрійович (56) US 4544014, A, 01.10.1985 WO 03/038933, A2, 08.05.2003 US 3853626, 10.12.1974 JP 61080756, 24.04.1986 3 67345 4 generation of continuous platemaking / Wirtz John O. ваної поверхні, що призводить до збільшення об'// Batteries Int. - 1996, №26. - P.56-57. - Англ.]. У єму формоутвірних порожнин (канавок) і кількості цьому способі кристалізацію розплаву проводять залитого в них розплаву. Затверділий розплав між профільованим і гладким ливарними барабаутворює ґратчасту стрічку, що разом з формоутвінами, причому гладкий барабан є охолоджуваним. рною стрічкою піддається примусовому охолоМе ханічну обробку виконують шляхом пропущення дженню, а потім надходить в зону обтиснення. Тут стрічки скрізь гладкі прокатні валки, які подовжуформоутвірна стрічка згинається на обтискному ють її та роблять відповідно тоншою. валі на профільовану сторону, що призводить до Спосіб є одним із найбільш продуктивних. Дозменшення об'єму формоутвірних порожнин і обдаткова прокатка з малою силою обтиснення по тисненню жилок та рамок ґратчастої стрічки. Об'товщині калібрує стр умовідводи, сприяє створенємне обтиснення жилок і рамок, проведене в діаню однорідної дрібнозернистої структури металу, і пазоні температур (65-80)°С, при якому тим самим зміцнює їх. зменшення об'єму формоутвірних порожнин проДо недоліків описаного способу можна віднесфільованої формоутвірної стрічки, перпендикуляти подальше. Наявність комірок (порожніх клітирних її осі, складає 3-4%, дозволяє не тільки вирінок) у стрічці істотно змінює характер розтікання вняти поверхню жилок, але й також збільшити металу при прокатці. На внутрішній поверхні, що механічну міцність та корозійну стійкість сплаву. утворюють контури комірок, виникають різні дефеБільш того, такий деформаційний вплив не тільки кти: мікротріщини, напливи, розшарування, відкопризводить до глибокого зсуву шарів металу з ли металу. Особливо небезпечними є мікротріщиутворенням зон напруги (що прискорює процес ни, що прогресують при подальших те хнологічних подальшої рекристалізації), але й усуває де фекти, деформаціях і, що стають при експлуатації що утворилися при виливку. Причому усуваються центрами прискореної корозії, яка захоплює також не тільки поверхневі дефекти у виді ви ходу де фоі внутрішні шари металу. Це скорочує термін слурмаційних дислокацій, проростань у поверхневі жби акумуляторів. шари дендритів, але і мікротріщини у междендриВ основу винаходу поставлена задача збільтних проміжках. При зазначених умовах полегшушення довговічності електродів намазного типу за ється процес деформації монокристалів і перемірахунок збільшення механічної міцності і корозійщення дислокацій, але нагріву ще недостатньо ної стійкості ґратчастої стрічки шляхом її об'ємного для зняття внутрішніх напружень і вони можуть обтиснення, що зміцнює структуру сплаву жилок фіксуватися і накопичуватися, утворюючи енергеґрати та вирівнює їхню поверхню. тичне забезпечення процесів росту дрібних зерен Поставлена задача вирішується тим, що у віпри подальшому старінні сплаву. Як показали ексдомому способі безперервного виготовлення перименти, при температурах, менших від 65°C, струмовідводів для електродів намазного типу для усі корисні процеси сповільнюються, обтиснення свинцево-кислотних акумуляторів, при якому відбувається з підвищенням щільності дислокацій і свинцевий розплав кристалізують за допомогою виходом їх на поверхню, а також з утворенням ливарного барабана у виді ґратчастої стрічки, мікротріщин, що знижує корозійну стійкість сплаву. отриману ґратчасту стрічку о холоджують і провоОсобливо велика кількість дефектів у цих умовах дять механічну обробку, відповідно до винаходу, утворюється на жилках, розташованих паралельно кристалізацію розплаву проводять на профільоваосі формоутвірної стрічки, оскільки вони по геоменій формоутвірній стрічці, яку пропускають зверху тричних причинах не обтискуються, а піддаються ливарного барабана, після виливки ґратчасту стрівигину. Навпаки, при температурах, більших від чку охолоджують до температури (65-80)°С та об80°С, швидко знімаються внутрішні напруження в тискують безпосередньо на профільованій формосплаві і зменшується ефект зміцнення ґратчастої утвірній стрічці за рахунок її вигину, причому стрічки в процесі подальшого старіння, що також є зменшення об'єму формоутвірних порожнин пронесприятливим чинником. При занадто великому фільованої формоутвірної стрічки, перпендикуляобтисненні (коли зменшення об'єму формоутвіррних її осі, складає 3-4%. них порожнин профільованої формоутвірної стрічРозкриємо суть заявленого технічного рішенки, перпендикулярних її осі, складає більш 4%) ня. Свинцевий розплав рівномірно подають на підсилюються процеси утворення різних дефектів профільовану формоутвірну стрічку і заповнюють (дислокацій, мікротріщин), що знижує рівень короїм формоутвірні порожнини (канавки). Оскільки зійної стійкості сплаву. Крім того, таке об'ємне оброзплавлений метал дуже короткий час знахотиснення перевершує об'ємну усадку свинцю, що диться в зоні кристалізації (у вузькій смузі контакту виникає при кристалізації розплаву і подальшому формоутвірної стрічки і ливарного валика), то поохолодженні твердого металу, що може призвести трібне швидке охолодження розплаву безпосередо утворення іншого дефекту - облоя. При занадто дньо перед зоною формоутворення до температумалому обтисненні (менше ніж 3%) ефект зміцри, близької до точки кристалізації, а також швидка нення жилок і збільшення корозійної стійкості кристалізація розплаву в самій зоні формоутвосплаву стає незначним. рення. Для цього формоутвірна стрічка проходить За наявними в авторів відомостями запропоміж гладким ливарним барабаном, що одночасно новані істотні ознаки, що характеризують сутність виконує функцію холодильника, і ливарним валивинаходу, не відомі в даному розділі техніки. ком. Гладкий барабан охолоджує формоутвірну Запропоноване технічне рішення може бути стрічку і розплав до оптимальної температури. використане на підприємствах з виробництва Крім того, гладкий барабан задає кривизну вигину свинцево-кислотних акумуляторів та акумуляторформоутвірної стрічки назовні, убік від профільоних батарей, насамперед - у виробництві гермети 5 67345 6 зованих акумуляторних батарей із струмовідводаля операції обтиснення за допомогою натяжного ми зі свинцево-кальцієвого сплаву. вала 8 ґратчасту стрічку 9 відокремлюють від На Фіг.1 представлена загальна схема процеформоутвірної стрічки 2 і відводять убік валиком су виготовлення струмовідводів відповідно до за10. Швидкість руху формоутвірної стрічки 2 задаявленого способу. На Фіг.2 представлена схема ється ведучим валом 11. обтиснення жилок і рамок ґратчастої стрічки за Величина об'ємного обтиснення δ жилок і рарахунок вигинів формоутвірної стрічки. мок ґратчастої стрічки обчислюється по формулі: Спосіб, що заявляється, здійснюється наступ(1) d(%)@gH/L·100% ним чином. Спочатку відливають ґратчасту стрічку, де L, Η - ширина і товщина жилок (рамок), які подаючи розплав низьколегованого свинцевого дорівнюють 1,0-1,5мм; сплаву з ливникового ковша 1 на профільовану g - кут обтиснення, що показує зміну профілю формоутвірну стрічку 2, що рухається, і заповнююформоутвірної порожнини в процесі вигину стрічки чи формоутвірні порожнини (канавки). Звичайно 2 (недеформований профіль 12 стає максимальвикористовують свинцево-сурм'янисті чи свинценим профілем 13 у момент заливання розплаву і во-кальцієві сплави, у тому числі сплави свинецьмінімальним профілем 14 при обтисненні на кальцій-олово, причому масовий вміст свинцю в валі 6). сплавах складає 96-99,5%. Кристалізація розплаву Для забезпечення якісного об'ємного обтисвідбувається відразу, коли профільована формонення формоутвірна стрічка 2 повинна бути вигоутвірна стрічка 2 проходить між ливарним валиком товлена з низьковуглеродистої сталі з великим 3 і гладким ливарним барабаном 4, радіус якого значенням модуля пружності і локальним загартудорівнює R1. Потім формоутвірну стрічку 2 разом з ванням формоутвірних стінок 15. Оптимальні мевідлитою ґратчастою стрічкою, температура якої ханічні і температурні умови обтиснення, а також складає 180-200°С, пропускають через вузол охогабаритні розміри елементів інструмента і виробів лодження 5. Тут обидві стрічки охолоджують до отримані експериментальним шляхом у це хових температури близької до 65-80°С. Процес обтисумовах. нення профілю жилок і рамок стрічки відбувається По закінченні виливки й обтиснення виготовза рахунок вигину формоутвірної стрічки 2 на пролену ґратчасту стрічку піддають подальшим техфільовану сторону на обтискному валі 6, радіус нологічним операціям виготовлення електродних якого дорівнює R2. Притискні валики 7 фіксують пластин намазного типу для свинцево-кислотних вигин формоутвірної стрічки 2 і забезпечують рівакумуляторів. номірний розподіл тиску її на обтискний вал 6. Піс Комп’ютерна в ерстка О.Гапоненко Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuously forming current leads for lead-acid accumulators
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Skosar Yurii Ivanovych, Neznanov Mykhailo Andriiovych, Burylov Serhii Volodymyrovych, Skosar Viacheslav Yuriiovych
Назва патенту російськоюСпособ непрерывного формирования токоподводов для свинцово-кислотных аккумуляторов
Автори російськоюДзензерский Виктор Александрович, Дзензерський Виктор Александрович, Скосар Юрий Иванович, Незнанов Михаил Андреевич, Бурилов Сергей Владимирович, Скосар Вячеслав Юрьевич
МПК / Мітки
МПК: H01M 4/64, H01M 4/72, B22D 11/06
Мітки: безперервного, спосіб, акумуляторів, струмовідводів, свинцево-кислотних, виготовлення
Код посилання
<a href="https://ua.patents.su/3-67345-sposib-bezperervnogo-vigotovlennya-strumovidvodiv-dlya-svincevo-kislotnikh-akumulyatoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного виготовлення струмовідводів для свинцево-кислотних акумуляторів</a>
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів
Номер патенту: 47000
Опубліковано: 15.10.2004
Автори: Васильєв Сергій Володимирович, Касян Сергій Григорович, Дзензерський Віктор Олександрович, Привалов Володимир Миколайович, Підлубний Василь Іванович
МПК: C22C 11/00, C22C 1/02, C22F 1/12
Мітки: акумуляторів, струмовідводів, свинцево-кислотних, одержання, свинцево-кальцієвого, спосіб, сплаву
Формула / Реферат:
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів шляхом нагрівання в тиглі розплавленого свинцю, введення заздалегідь приготовленої наважки, що містить свинець і кальцій, перемішування і лиття сплаву в виливницю, який відрізняється тим, що наважку, що містить свинець, кальцій і додатково алюміній та олово, вводять у розплав при температурі 560-565ºС, наважку вводять під шар свинцю,...
Спосіб безперервного виготовлення струмознімачів для свинцево-кислотних акумуляторів
Номер патенту: 76605
Опубліковано: 15.08.2006
Автори: Дзензерський Деніс Вікторович, Скосар Юрій Іванович, Дзензерський Віктор Олександрович, Скосар Вячеслав Юрійович, Бурилов Сергій Володимирович, Незнанов Михайло Андрійович, Казача Юрій Іванович
Мітки: виготовлення, акумуляторів, спосіб, струмознімачів, безперервного, свинцево-кислотних
Формула / Реферат:
Спосіб безперервного виготовлення струмознімачів, при якому виконують лиття смуги на обертовому барабані, до якого підведене примусове охолодження, здійснюють прокатку смуги для одержання стрічки, а потім - механічне штампування комірок, який відрізняється тим, що лиття смуги виконують між двома однаковими обертовими барабанами, до яких підведене примусове охолодження з однаковою інтенсивністю тепловідведення, прокатку смуги здійснюють при...
Сплав для позитивних струмовідводів свинцево-кислотних акумуляторів, виготовлених просічно-витяжним методом
Номер патенту: 67160
Опубліковано: 15.06.2004
Автори: Привалов Володимир Миколайович, Зимін Олег Петрович, Білий Олександр Петрович
МПК: C22C 11/00, H01M 4/66, H01M 10/06
Мітки: струмовідводів, акумуляторів, позитивних, сплав, просічно-витяжним, виготовлених, методом, свинцево-кислотних
Формула / Реферат:
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, які виготовляють просічно-витяжним методом, що містить сурму і свинець, який відрізняється тим, що він додатково містить кадмій при такому співвідношенні компонентів, мас. %: сурма 0,1-0,2 кадмій 0,3-0,8 свинець решта.
Сплав для струмовідводів негативних електродів свинцево-кислотних акумуляторів
Номер патенту: 45041
Опубліковано: 15.04.2004
Автори: Дзензерський Віктор Олександрович, Підлубний Василь Іванович, Привалов Володимир Миколайович, Васильєв Сергій Володимирович, Касян Сергій Григорович
МПК: H01M 10/06, H01M 4/66
Мітки: свинцево-кислотних, струмовідводів, сплав, акумуляторів, негативних, електродів
Формула / Реферат:
Сплав для струмовідводів негативних електродів свинцево-кислотних акумуляторів, що містить свинець, сурму, олово, миш'як, вісмут, нікель, залізо, мідь і сірку, який відрізняється тим, що додатково містить цинк, кальцій, алюміній і натрій при наступному співвідношенні компонентів, мас.%: cурма 0,0008-0,001 олово 0,02-0,03 миш'як 10-7 ...
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, які виготовляють просічно-витяжним методом
Номер патенту: 67160
Опубліковано: 15.12.2006
Автори: Зимін Олег Петрович, Білий Олександр Петрович, Привалов Володимир Миколайович
МПК: C22C 11/00, H01M 4/66, H01M 10/06
Мітки: сплав, струмовідводів, акумуляторів, свинцево-кислотних, позитивних, електродів, просічно-витяжним, методом, виготовляють
Формула / Реферат:
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, які виготовляють просічно-витяжним методом, що містить сурму і свинець, який відрізняється тим, що він додатково містить кадмій при такому співвідношенні компонентів, мас. %: сурма 0,1-0,2 кадмій 0,3-0,8 свинець решта.
Попередній патент: Спосіб одержання карбамідоформальдегідної смоли
Наступний патент: Спосіб усунення депресивних станів у людини
Випадковий патент: Перехідник обертача бурової установки